O que é uma máquina de moldagem por injeção, estiramento e sopro?
A máquina de moldagem por injeção e estiramento por sopro, também conhecida como máquina ISBM (Inject Stretch Blowing Molding), é um tipo de equipamento para produção de garrafas plásticas. Através da injeção de matéria-prima plástica em moldes, aquecimento, pressurização e sopro de ar, ela processa o plástico em produtos com o formato e tamanho desejados. Geralmente é utilizada para produzir diversos tipos de garrafas plásticas, recipientes, latas e outros produtos. A máquina ISBM integra quatro processos: injeção, estiramento, sopro e moldagem. A máquina ISBM não requer um segundo processo ou o auxílio de outros equipamentos. Comparada ao método tradicional de fabricação de garrafas, a máquina ISBM, com sua grande vantagem de "uma única máquina para todo o processo", aumenta significativamente a eficiência da produção, economizando mão de obra e espaço fabril. Ao mesmo tempo, a máquina ISBM reduz a poluição e o desperdício de material durante o processo de moldagem. Devido ao processo de produção centralizado e altamente automatizado, a máquina ISBM garante que as garrafas atinjam o efeito desejado em termos de transparência, resistência e consistência dimensional.
A máquina de moldagem por injeção e sopro (ISBM) é um equipamento de moldagem totalmente automático em uma única etapa, apresentando séries de múltiplas cavidades em uma ou duas fileiras. É adequada para plásticos termoplásticos como PET, PC e PP, sendo amplamente utilizada na fabricação de embalagens para as indústrias farmacêutica, de produtos de saúde e cosmética. Além disso, a máquina ISBM é particularmente adequada para a produção de garrafas ISBM, como garrafas plásticas de pequeno e médio porte com alta transparência, boa resistência e formatos complexos. Por exemplo, garrafas PET para água, mamadeiras, frascos para cosméticos, etc. O surgimento e a popularização da máquina ISBM representam uma importante evolução na tecnologia de moldagem de plásticos. A moldagem ISBM não só aumenta a precisão e a consistência do processo de fabricação de garrafas, como também impulsiona a indústria de embalagens em direção a uma direção mais eficiente, limpa e inteligente.

Processo de funcionamento da máquina de moldagem por injeção e sopro
A máquina de moldagem por injeção, estiramento e sopro é dividida em quatro processos principais: injeção, estiramento, sopro e moldagem. Todo o processo é realizado continuamente em uma única máquina, caracterizada por alta automação, alta precisão e boa consistência no formato das garrafas.
- Processo de Injeção
O processo de injeção é a etapa inicial de todo o processo. O plástico fundido (como partículas de PET) é injetado no molde da pré-forma e derrete, transformando-se em um plástico fluido sob alta temperatura e pressão. Nesse processo, é necessário controlar parâmetros como velocidade de injeção, pressão de injeção e temperatura do molde para garantir que o plástico fundido tenha boa fluidez e capacidade de preenchimento, de modo que possa preencher de forma uniforme e completa a cavidade do molde, obtendo-se a forma e o tamanho desejados. - Processo de alongamento
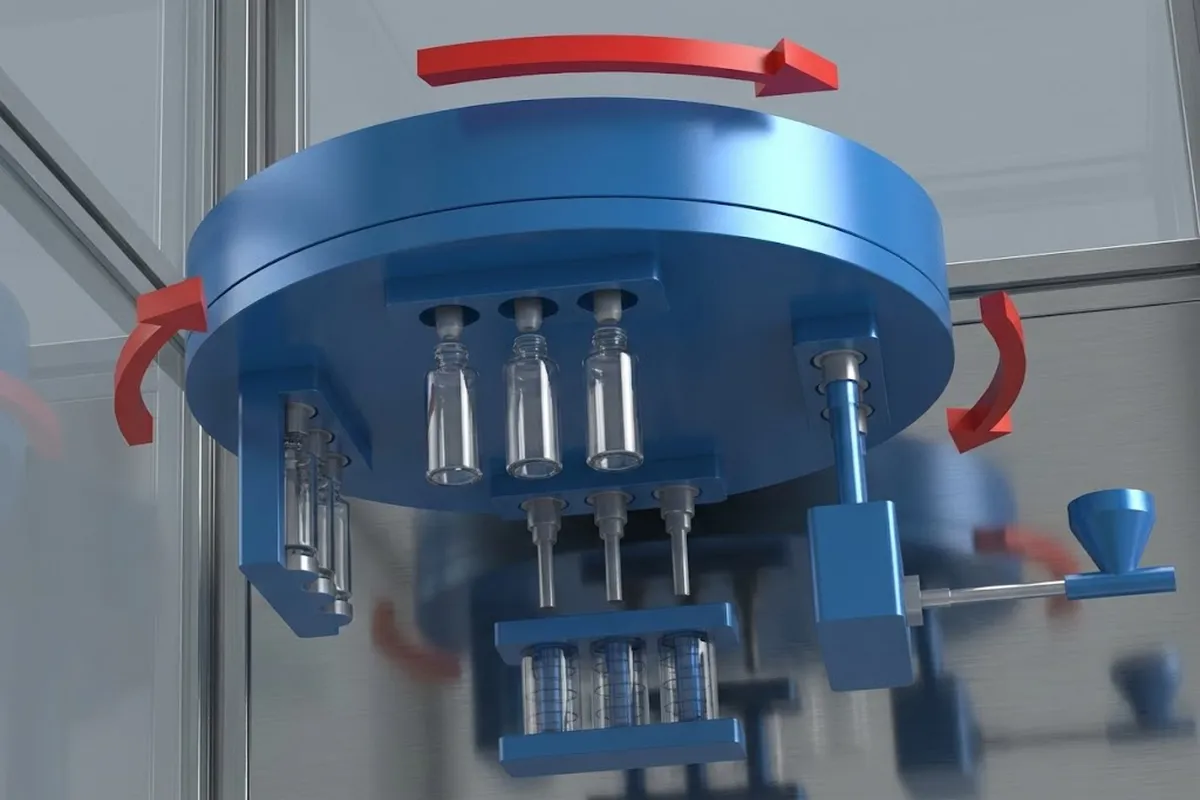
O plástico moldado por injeção é removido do molde e passa por um processo inicial de resfriamento e conformação. Em seguida, a pré-forma é enviada para a zona de aquecimento e reaquecida a uma temperatura adequada para o estiramento. Após o aquecimento, a haste de estiramento alonga a pré-forma longitudinalmente, preparando-a para o processo de sopro. Nesse processo, é necessário controlar o tempo de resfriamento e a temperatura de aquecimento para garantir a estabilidade dimensional e a qualidade da superfície dos produtos plásticos. - Processo de sopro
Após o estiramento, o produto plástico é colocado no molde de sopro e ar comprimido é utilizado para expandi-lo. Dessa forma, a pré-forma amolecida adere à parede interna do molde, formando o contorno predeterminado da garrafa. Isso é crucial para a forma e estrutura final das garrafas plásticas. Nesse processo, é necessário controlar parâmetros como a pressão de sopro e a temperatura do molde para garantir que a forma e o tamanho dos produtos plásticos obtidos atendam aos requisitos. - Processo de Moldagem
Após o sopro, a garrafa precisa ser resfriada e moldada. Através do fluido refrigerante no canal de resfriamento do molde, o calor do corpo da garrafa é rapidamente dissipado, permitindo que o material plástico solidifique e mantenha sua forma precisa, atingindo o acabamento superficial e a precisão dimensional desejados. Nesse processo, é necessário controlar a uniformidade, a velocidade e a duração do resfriamento. Além disso, a temperatura do molde deve ser controlada para melhorar a qualidade da garrafa e a eficiência da produção.
Vantagens da máquina de moldagem por injeção e sopro
- Reduza o ciclo de produção: Conclua todo o processo de produção, da injeção à moldagem, em uma única máquina, aumentando significativamente a eficiência da produção.
- Aumente a eficiência da produção: fabrique grandes quantidades de produtos plásticos de forma rápida e precisa, com uma eficiência de produção muito superior à da produção manual e de outros processos de moldagem tradicionais.
- Aprimore a precisão da moldagem: Controle com precisão a temperatura, a pressão e a velocidade do molde, obtendo um alto grau de consistência no tamanho, formato e densidade do produto.
- Redução de custos com mão de obra: Elimine os fatores de instabilidade causados por fatores humanos e reduza a necessidade de recursos humanos com a operação totalmente automatizada.
- Garantir a conservação de energia: Utilize apenas partículas de plástico e recicle-as, reduzindo o desperdício e o impacto ambiental.
- Necessita de pouco espaço de trabalho: Ideal para pequenas fábricas ou oficinas limpas com espaço limitado.
Características da máquina de moldagem por injeção e sopro
- Processamento em uma única etapa
Este equipamento completa toda a sequência de injeção, estiramento, sopro e moldagem em uma única operação contínua, em uma única unidade. O fluxo de trabalho integrado proporciona automação e repetibilidade excepcionais, produzindo recipientes com espessura de parede uniforme e dimensões precisas, eliminando etapas de reaquecimento separadas ou máquinas externas. Como resultado, a velocidade geral de produção aumenta, a necessidade de mão de obra diminui e o consumo de energia e as taxas de refugo caem significativamente. - Sistema de controle automático
Controles eletrônicos avançados gerenciam todos os parâmetros críticos, incluindo pressão de injeção, temperatura do molde, perfis de aquecimento e tempo de sopro, sem ajustes manuais durante as operações normais. Essa automação completa elimina a variabilidade introduzida pelos operadores e mantém tolerâncias rigorosas na geometria do produto e no acabamento superficial ao longo de turnos de produção prolongados. Consequentemente, as taxas de defeito diminuem, enquanto a qualidade consistente suporta produções de alto volume em setores regulamentados, como o farmacêutico e o de embalagens de alimentos. - Sistema Servoacionado
Servomotores de precisão regulam a temperatura, a pressão e o movimento em cada etapa, garantindo força de fechamento e taxas de alongamento repetíveis em cada ciclo. O feedback em circuito fechado proporciona distribuição e densidade uniformes do material em toda a parede do recipiente, aumentando a precisão da moldagem e reduzindo os tempos de ciclo. Os fabricantes obtêm maior produtividade, menor consumo de energia e vida útil prolongada dos componentes em operação contínua. - Modo de trabalho vertical
O passo único máquina de moldagem por injeção, estiramento e sopro O sistema emprega um layout de fechamento e injeção vertical que alinha todas as estações em um fluxo linear, desde a criação da pré-forma até a ejeção da garrafa finalizada. Essa orientação simplifica o manuseio de materiais por gravidade e melhora o acesso para trocas de moldes ou tarefas de manutenção. O design também contribui para um gerenciamento térmico estável e uma área ocupada compacta, tornando o sistema especialmente prático para instalações com restrições de altura ou layout. - Estrutura compacta da máquina
Projetada com dimensões mínimas, toda a linha de produção se encaixa em áreas fabris limitadas sem comprometer o desempenho ou as folgas de segurança. Todas as quatro estações de processo estão localizadas dentro de uma única estrutura, reduzindo as distâncias de transferência de materiais e os custos de instalação para fábricas de pequeno a médio porte ou ambientes de salas limpas. O layout simplificado acelera ainda mais os procedimentos de inicialização e troca de formato, mantendo a proteção completa e o acesso ergonômico para o operador. - Um molde com múltiplas cavidades
Disponível em configurações de fileira única e fileira dupla, cada molde suporta múltiplas cavidades que operam simultaneamente para gerar grandes lotes de recipientes idênticos em cada ciclo. A distribuição equilibrada do sistema de canais quentes garante enchimento e resfriamento uniformes em todas as posições, preservando a precisão dimensional mesmo em altos níveis de cavitação. Essa capacidade aumenta diretamente a produção horária e reduz os custos de ferramental e energia por unidade para produção em escala comercial. - Diversos tipos de moldagem de produtos
A plataforma acomoda uma ampla gama de designs de recipientes, desde garrafas cilíndricas simples até formatos complexos com alças ou acabamentos de gargalo, todos produzidos com alta transparência e resistência mecânica consistentes. As aplicações típicas incluem garrafas de água PET, recipientes para alimentação infantil e potes de cosméticos que exigem roscas de gargalo precisas e uniformidade da parede. A flexibilidade do processo permite trocas rápidas de ferramentas para atender a diversas especificações de mercado sem comprometer a eficiência do ciclo ou a integridade do produto. - Ampla gama de matérias-primas
A compatibilidade abrange termoplásticos comuns, incluindo PET, PC, PP, PETG e PE, permitindo que os processadores selecionem as resinas que melhor atendem aos requisitos de uso final em termos de propriedades de barreira, transparência ou custo. Os resíduos gerados durante a inicialização ou o corte podem ser reintroduzidos diretamente na tremonha, maximizando o rendimento do material e apoiando as metas de sustentabilidade. Essa ampla gama de resinas torna a máquina adequada para frascos farmacêuticos, embalagens para a área da saúde e recipientes cosméticos premium que devem atender a rigorosos padrões regulatórios e de desempenho.

Máquina de Moldagem por Sopro com Estiramento por Injeção vs. Máquina de Moldagem por Sopro com Extrusão
| Recurso | Máquina ISBM | Máquina de Moldagem por Extrusão e Sopro |
|---|---|---|
| Processo de trabalho | Injeção, estiramento, sopro, moldagem | Extrusão, resfriamento, sopro, moldagem |
| Desempenho do produto | Excelente transparência e barreira superior contra gases. | Visibilidade reduzida e menor barreira contra gases. |
| Estabilidade do produto | Maior estabilidade e precisão dimensional | Menor estabilidade e precisão dimensional. |
| Utilização de Materiais | Maior eficiência no uso de materiais, menos desperdício. | Menor eficiência de materiais, mais desperdício. |
| Aplicativo | Garrafas de alto desempenho | Garrafas de plástico em geral |
Que tipos de matéria-prima podem ser usados em uma máquina de moldagem por injeção e sopro?
- Polietileno Tereftalato (PET)
Este polímero termoplástico destaca-se na moldagem por injeção e sopro devido à sua excepcional transparência, resistência e propriedades de barreira contra gases e umidade, tornando-o ideal para a produção de garrafas de bebidas e recipientes para alimentos que exigem durabilidade e transparência. Os fabricantes preferem o PET por sua reciclabilidade e capacidade de suportar processos de enchimento de alta pressão sem deformação. - Polipropileno (PP)
Conhecido por sua resistência química e flexibilidade, o polipropileno é eficaz em aplicações de moldagem por injeção e sopro, onde os produtos precisam suportar uso repetido ou exposição a diversas substâncias, como em embalagens farmacêuticas ou utensílios domésticos. Sua leveza, combinada com boa resistência ao impacto, garante desempenho confiável em diversos ambientes. - Polietileno (PE)
Incluindo variantes como polietileno de alta e baixa densidade, o polietileno oferece versatilidade na moldagem por injeção e sopro, proporcionando excelente resistência à umidade e tenacidade, características essenciais para a criação de embalagens para produtos de higiene pessoal ou fluidos industriais. A facilidade de processamento desse material contribui para ciclos de produção eficientes. - Policarbonato (PC)
Valorizado por sua alta resistência ao impacto e transparência óptica, o policarbonato é utilizado na moldagem por injeção e sopro para a produção de itens que exigem resistência superior, como garrafas de água reutilizáveis ou dispositivos médicos. Sua estabilidade térmica permite que ele mantenha a integridade sob diferentes temperaturas durante a fabricação e o uso final. - Policiclohexilenodimetileno tereftalato (PCT)
Este copolímero avançado se destaca na moldagem por injeção e sopro graças à sua maior resistência ao calor e estabilidade dimensional, sendo ideal para aplicações em altas temperaturas, como recipientes próprios para forno. Profissionais escolhem o PCT quando os projetos exigem um equilíbrio entre rigidez e processabilidade, sem comprometer os padrões de segurança. - Polietileno tereftalato glicol (PETG)
Como uma versão modificada do PET, o PETG oferece maior flexibilidade e resistência ao impacto na moldagem por injeção e sopro, tornando-o adequado para embalagens cosméticas e bandejas médicas que se beneficiam de sua estrutura não cristalina. A compatibilidade dessa resina com processos de esterilização aumenta sua utilidade em setores sensíveis. - Poliestireno (PS)
Este material contribui para a moldagem por injeção e sopro devido à sua rigidez e facilidade de coloração, sendo frequentemente escolhido para recipientes descartáveis ou itens promocionais que priorizam o apelo estético. Sua baixa absorção de umidade garante qualidade consistente mesmo em condições de armazenamento úmidas.
 |
 |
 |
| PP | PE | PC |
 |
 |
 |
| PCT | BICHO DE ESTIMAÇÃO | PETG |
Como usar uma máquina de moldagem por injeção e sopro para a fabricação de garrafas?
Preparação da matéria-prima: Selecione o plástico adequado e verifique o grau de secagem para evitar umidade. Pré-aquecimento da máquina: Ajuste o molde apropriado e pré-aqueça-o à temperatura de processo necessária.
Defina os parâmetros: Selecione a pressão de injeção, a velocidade, a haste de estiramento e a pressão de sopro adequadas. Escolha a duração do resfriamento: Ajuste o ciclo de resfriamento de forma adequada para garantir a formação da garrafa.
Injeção: Injetar plástico fundido para formar a pré-forma. Estiramento: Aquecer a pré-forma até a temperatura ideal e esticá-la com a haste de estiramento. Sopro: Usar ar comprimido para soprar a pré-forma até obter o formato final da garrafa. Moldagem: Resfriar e solidificar a garrafa de plástico para obter o formato preciso.
Como fazer a manutenção de uma máquina de moldagem por injeção e sopro?
- Limpeza regular: Limpe os moldes de injeção e sopro para manter as peças mecânicas livres de poeira e óleo.
- Manutenção de lubrificação: Aplique óleo lubrificante em componentes como trilhos-guia para evitar desgaste.
- Verificação de todo o sistema elétrico: Verifique a estabilidade do sistema elétrico para garantir seu funcionamento normal.
- Manutenção do sistema elétrico: Inspecione o interior do sistema elétrico para evitar curtos-circuitos.
- Manutenção dos moldes: Inspecione o desgaste dos moldes e substitua-os imediatamente.
- Ajuste da máquina: Ajuste os parâmetros da máquina de moldagem por injeção e sopro, bem como seus diversos componentes, para garantir a precisão do produto.


















