
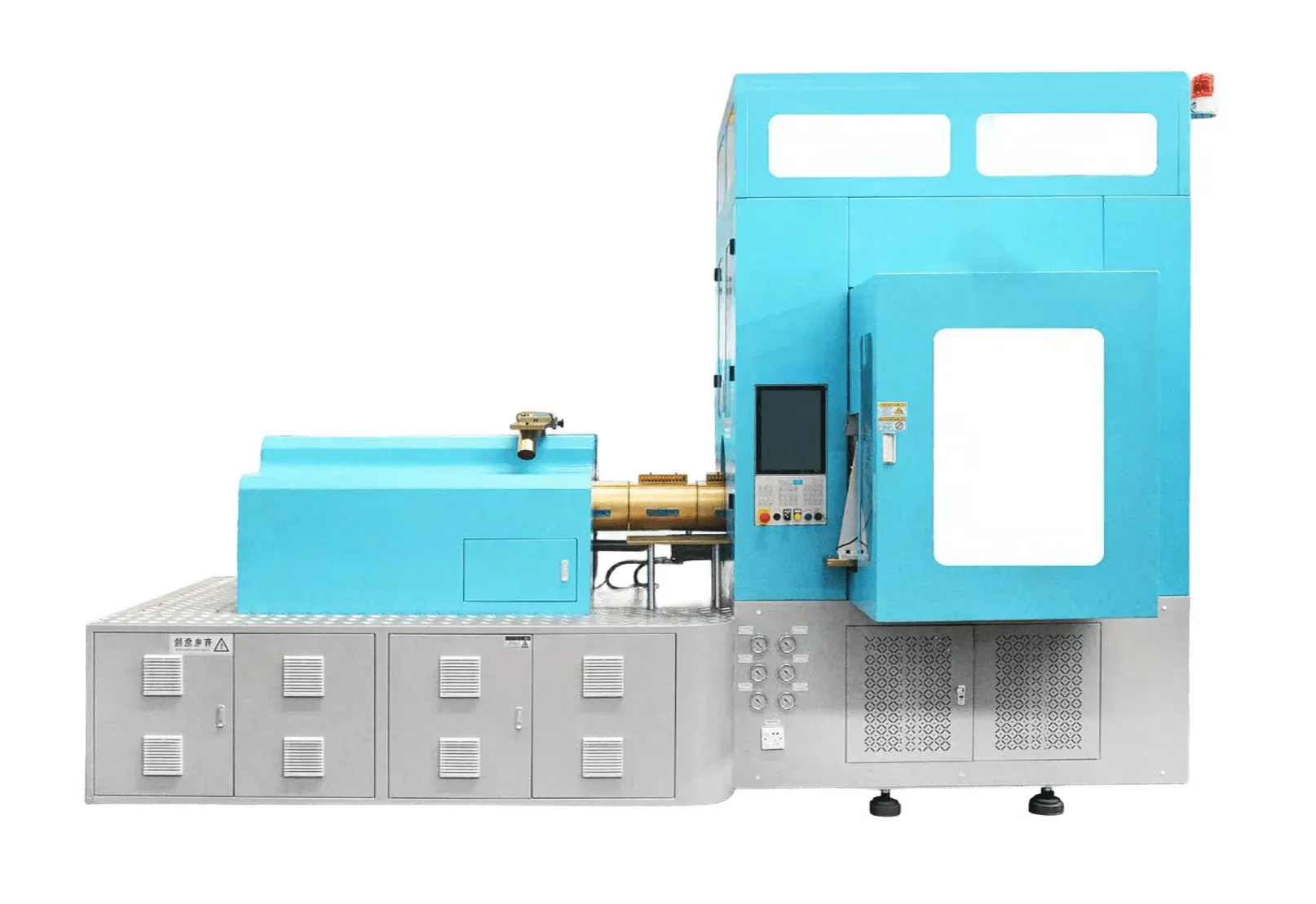
Máquina de moldagem por sopro e estiramento por injeção em uma etapa Y280-V6 (6 estações)
Descubra a máquina de moldagem por injeção e sopro Y280-V6, uma solução ISBM de alta eficiência para a produção de garrafas PET/PETG de até 8 cavidades com volumes de 20 ml a 2500 ml. Obtenha economia de energia e controle preciso com sistemas servoacionados, ideais para cosméticos, produtos farmacêuticos e bebidas. Entre em contato com a Mexico Ever-Power ISBM Machinery para configurações personalizadas.
Visão geral da máquina de moldagem por sopro e estiramento por injeção em uma única etapa Y280-V6
A máquina de moldagem por injeção e sopro Y280-V6 representa o auge da tecnologia de moldagem por injeção e sopro em estágio único, projetada para otimizar a produção de recipientes plásticos de alta qualidade. Esta máquina ISBM integra os processos de injeção, estiramento e sopro em uma operação contínua de seis estações, eliminando a necessidade de manuseio intermediário e reduzindo os riscos de contaminação. Construída para versatilidade, ela processa materiais como PET, PETG, PP e PC, tornando-a adequada para a fabricação de garrafas com excepcional transparência, resistência e propriedades de barreira. Os fabricantes se beneficiam de seu tamanho compacto e controles automatizados, que garantem produção consistente em ambientes exigentes, como embalagens de alimentos e suprimentos médicos.
Em operação, a Y280-V6 utiliza sistemas servo avançados para manter perfis precisos de temperatura e pressão, resultando em produtos com espessura de parede uniforme e desempenho mecânico aprimorado. Comparada aos métodos tradicionais de duas etapas, esta máquina de moldagem por injeção e sopro de estágio único reduz o consumo de energia em até 30%, evitando o aquecimento secundário da pré-forma. Sua construção robusta, com válvulas de alta pressão e componentes duráveis, suporta produções de alto volume, minimizando o tempo de inatividade. Para empresas que buscam uma substituta para as máquinas de moldagem por injeção e sopro da Aoki, a Y280-V6 oferece precisão comparável com maior eficiência, posicionando-se como uma atualização inteligente para linhas de produção modernas.
Tabela de comparação de modelos de produtos
| Modelo padrão | Y150-V4 | Y200-V4 | Y250-V4 |
 |
Compatível com o ASB-12M japonês | Compatível com o Aoki 250 japonês | Compatível com o modelo japonês ASB-70DPH. |
| Y150-V4-B | Y500-V3 | - | |
| Compatível com o Aoki 100 japonês | Compatível com o Aoki 500 japonês | - | |
| Fixação hidráulica, injeção hidráulica por parafuso. | |||
| Modelo Servo | YS150-V4 | YS200-V4 | YS250-V4 |
 |
Fixação servo, injeção de parafuso servo Alta precisão, baixo consumo de energia, estabilidade a longo prazo |
||
| Modelo totalmente elétrico | Y150-V4-EV | Y200-V4-EV | Y250-V4-EV |
 |
Acionamento totalmente elétrico, evitando a contaminação por produtos derivados do petróleo. | ||
Vantagens da nossa máquina de moldagem por injeção e sopro
1. A qualidade é superior. As garrafas de plástico produzidas por máquinas de moldagem por sopro japonesas apresentam uma linha de junção. Há uma saliência de plástico no meio dos dois moldes, em ambos os lados, o que resulta em uma marca. No entanto, nossos moldes possuem altíssima precisão, e a marca é completamente invisível.
2. Nossa produção é rápida, com uma grande quantidade de soluções de rosca e alta velocidade. Enquanto o Japão consegue produzir quatro garrafas plásticas por vez, nós conseguimos produzir seis.
3. Economize energia. Nossas máquinas consomem de 15% a 25% menos energia do que as do Japão, da Europa e dos Estados Unidos.
4. Uma ampla gama de tecnologias de controle elétrico tem sido adotada para substituir componentes hidráulicos e pneumáticos. Por exemplo, os componentes pneumáticos usados no mecanismo de corte inferior no Japão são substituídos por servomotores, e a velocidade dos servomotores é duplicada. Na indústria farmacêutica e em outros setores, servomotores podem ser usados sem a necessidade de sistemas hidráulicos, garantindo a conformidade com as normas GMP e a operação em um ambiente livre de óleo e poluição.
Especificações do produto
Para configurações personalizadas ou especificações adicionais adaptadas às suas necessidades, entre em contato com nossa equipe na Mexico Ever-Power ISBM Machinery Co., Ltd. Estamos aqui para ajudar com otimizações.
| Item | Unidade | Especificações | |||||||
| Nome | Moldagem por sopro de estiramento por injeção em uma única etapa máquina (6 estações) |
||||||||
| Modelo | Y280-V6 | ||||||||
| Fabricante | México Ever-Power | ||||||||
| Material | PET/PETG | ||||||||
| Diâmetro do parafuso | MM | 40 | 50 | 55 | 60 | ||||
| Volume teórico de injeção | CM³ | 188 | 310 | 442 | 480 | ||||
| Velocidade de rotação do parafuso (RPM) | r/min | 270 | 180 | 150 | 150~220 | ||||
| Força de fechamento da injeção | KN | 150 | |||||||
| Força de fixação por sopro | KN | 200 | |||||||
| Potência do motor | KW | 43.2 | |||||||
| Potência de aquecimento | KW | 10 | |||||||
| Pressão do ar soprando | Mpa | 2.0-3.5 | |||||||
| Pressão da água de refrigeração | Mpa | 0.4-0.6 | |||||||
| Pressão da água do resfriador de óleo da máquina | Mpa | 0.3-0.4 | |||||||
| Temperatura da água do resfriador de óleo da máquina | ℃ | 20-25 | |||||||
| Tensão | V | 370-400 | |||||||
| Tamanho (C*L*A) | MM | 5900x2600x3200 | |||||||
| Peso | T | 14 | |||||||
| Dimensões do produto | |||||||||
| Quantidade de produtos | PCS | 1 | 2 | 4 | 5 | 6 | 7 | 9 | 10 |
| Diâmetro da garrafa (BD) | MM | 120 | 110 | 68 | 55 | 50 | 45 | 35 | 20 |
| Altura da garrafa (H) | MM | 210 | 150 | 100 | |||||
| Diâmetro do pescoço (E) | MM | 85 | 70 | 50 | 38 | 32 | 25 | 17 | 12 |
| Volume máximo do frasco (ml) | ML | 2500 | 1500 | 900 | 400 | 250 | 100 | 30 | 20 |
| Peso máximo da garrafa (W) | G | 130 | 65 | 43 | 32 | 26 | 22 | 18 | 16 |
Parâmetro da máquina
| Diâmetro do parafuso: | 50mm (opcional) |
| Capacidade teórica de injeção: | 310g |
| Força de fechamento da injeção: | 150 kN |
| Curso superior do molde: | 250 mm |
| Curso inferior do molde: | 205 mm |
| TEMP. Regulação do fluxo sanguíneo central: | 250 mm |
| TEMP. regulando o curso do cano: | 230 mm |
| Golpe de retirada: | 170 mm |
| Força de fixação por sopro: | 200 kN (lado único) |
| Golpe central de sopro: | 250 mm |
| Método de moldagem por sopro: | 75+75mm |
| Volume do tanque de óleo: | 300L |
| Dimensões (C×L×A): | 5,9 x 2,6 x 3,2 m |
| Peso: | 14T |
Norma Técnica
| Sistema de controle servo: | Utilizando 2 conjuntos de sistemas de servobomba. |
| Potência do servomotor: | Potência do servo motor Inovance / WEICHI: 43,2KW. |
| Sistema de controle computadorizado: | Utilizando o PLC Inovance/MiRLE. |
| Acionamento do prato giratório: | O toca-discos está equipado com um servomotor Yaskawa do Japão ou um servomotor WEICHI com um redutor TSUNTIEN de Taiwan. |
| Válvula de Alta Pressão: | Utilizando a válvula de alta pressão americana Parker. |
| Cilindro de ar: | Utilizando o cilindro de ar Aitak. |
| Controle de temperatura: | Utiliza uma caixa de controle integrada para controlar a temperatura, que é altamente precisa, estável e fácil de operar. |
| Válvula de controle de pressão hidráulica: | Utilizando uma válvula de controle de pressão hidráulica da YUKEN, de Taiwan, China. |
| Parafuso aquecido: | O parafuso duplo é aquecido por um anel de aquecimento nano-infravermelho distante de baixo consumo de energia (10 kW). |
| Estrutura de Moldagem por Sopro: | A estrutura de moldagem por sopro adota um sistema de fechamento do molde com cilindro hidráulico ou servomotor duplo com função de compensação de alta pressão. |
| Unidade de Injeção: | A unidade de dupla injeção é controlada por um único cilindro. O motor de fusão pode ser controlado hidraulicamente ou por um servomotor. |
| Tubo de óleo: | O tubo de óleo é feito de material importado da Itália. |
| Potência total da máquina: | Potência total da máquina: 53,2 kW. |
Características da máquina de moldagem por injeção e sopro Y280-V6
1. Configuração rotativa de 6 estações
O Y280-V6 de um passo máquina de moldagem por injeção, estiramento e sopro Utiliza um sistema rotativo de seis estações que coordena a injeção para a formação da pré-forma, o ajuste preciso da temperatura, o estiramento e sopro em dois eixos, além de estágios rápidos de resfriamento e remoção. Essa configuração mantém todas as estações ativas durante todo o ciclo, aumentando a produtividade e reduzindo os períodos ociosos comuns em equipamentos mais antigos de estágio único, o que é vital para a expansão das operações em fábricas movimentadas focadas na fabricação de embalagens.
2. Integração Avançada de Servomotores
Equipada com dez unidades de controle de servomotores dedicadas, a Y280-V6 garante o fluxo fluido entre suas seis estações, suportando altas taxas de produção sem sacrificar a precisão. Componentes confiáveis, como os servomotores Yaskawa, asseguram desempenho consistente sob carga, tornando-a ideal para operações contínuas em ambientes onde o tempo de inatividade impacta a lucratividade na fabricação de garrafas plásticas.
3. Válvulas de Alta Pressão e Componentes de Confiabilidade
Incorporando válvulas de alta pressão Parker juntamente com elementos mecânicos robustos, esta máquina mantém a dinâmica estável de ar e fluido durante a fase de estiramento e sopro. Tais componentes aumentam a durabilidade geral, permitindo que os operadores lidem com cronogramas exigentes com menos interrupções, o que é particularmente benéfico para empresas que estão migrando de sistemas convencionais de injeção, estiramento e sopro para alternativas mais eficientes.
4. Sistema de gerenciamento de temperatura por zonas
O mecanismo de aquecimento integrado utiliza anéis nano-infravermelhos para fornecer calor preciso e específico a cada seção das pré-formas, mantendo as áreas do corpo flexíveis e protegendo as roscas do gargalo. Essa abordagem direcionada refina o fluxo de material e a integridade do produto final, resultando em garrafas com uniformidade superior que atendem aos rigorosos padrões de setores como o de embalagens de bebidas.
5. Mecanismo de Fixação Servo Duplo
Com um sistema de fixação de moldes com servoacionamento duplo, a Y280-V6 aplica pressão uniforme para fixar as pré-formas durante a expansão, minimizando irregularidades na espessura e formato das paredes. Os operadores valorizam essa característica por produzir recipientes sem defeitos em larga escala, o que agiliza os controles de qualidade e reduz o desperdício em ambientes de alto volume dedicados a embalagens plásticas personalizadas.
6. Compatibilidade com múltiplos materiais
Projetada para processar uma variedade de termoplásticos, incluindo PET, PETG, PP, PC e Tritan, a Y280-V6 adapta-se perfeitamente a diversas necessidades de produção em diferentes setores. Essa flexibilidade amplia sua aplicação, desde potes cosméticos até frascos para uso médico, permitindo que os fabricantes diversifiquem a produção sem investir em múltiplas unidades especializadas.
7. Sistemas aprimorados de refrigeração e lubrificação
Com tanques de óleo fabricados com materiais duráveis importados e circuitos de refrigeração eficientes, a máquina promove uma vida útil prolongada, gerenciando o acúmulo de calor de forma eficaz. Esses recursos previnem o desgaste dos componentes durante o uso prolongado, apoiando práticas sustentáveis em oficinas onde a confiabilidade a longo prazo é fundamental para manter processos de moldagem economicamente viáveis.

Seleção de materiais para moldagem por injeção e sopro
BICHO DE ESTIMAÇÃO
O tereftalato de polietileno (PET) destaca-se na moldagem por injeção e sopro por sua excepcional transparência e qualidades de barreira a gases, tornando-o ideal para embalagens de bebidas carbonatadas que exigem maior prazo de validade. Os fabricantes escolhem o PET devido à sua capacidade de sofrer orientação biaxial durante a fase de estiramento, o que aumenta a resistência à tração em até 30%, permitindo designs leves que reduzem os custos de material sem comprometer a durabilidade em aplicações de alta pressão.
PETG
O tereftalato de polietileno modificado com glicol oferece resistência química e tenacidade ao impacto superiores em comparação ao PET padrão, posicionando-o como uma excelente opção para embalagens de cosméticos e produtos de higiene pessoal, onde a exposição a óleos ou loções é comum. Sua escolha se deve à maior flexibilidade pós-moldagem, reduzindo os riscos de rachaduras durante o manuseio, e ao seu processamento suave em temperaturas mais baixas, resultando em acabamentos brilhantes que atendem às necessidades de marcas premium em produtos de uso diário.
PP
O polipropileno se destaca em cenários que exigem tolerância ao calor, como potes para envase a quente de molhos ou sucos, graças à sua capacidade de suportar temperaturas acima de 120 graus Celsius sem deformar. Os operadores preferem o PP por sua baixa densidade, que permite a produção de volumes maiores de forma econômica, combinada com boas barreiras contra umidade que preservam o frescor do conteúdo, embora exija controle preciso durante o estiramento para evitar distribuição irregular da parede em formatos complexos.
PC
O policarbonato oferece resistência incomparável a impactos e transparência óptica, sendo frequentemente escolhido para mamadeiras ou recipientes de água reutilizáveis que precisam suportar quedas repetidas e ciclos de esterilização. Seu alto ponto de deflexão térmica permite o uso seguro em micro-ondas ou lava-louças, mas a secagem cuidadosa antes do processamento é essencial para evitar a hidrólise, garantindo que as peças finais mantenham a integridade estrutural por longos períodos de uso.
PE
O polietileno, particularmente as variantes de alta densidade, encontra uso limitado, porém específico, na moldagem por injeção e sopro para a produção de frascos opacos de produtos químicos domésticos, sendo valorizado por sua inércia química e baixo custo. A escolha do material geralmente se baseia em sua flexibilidade para formar dispensadores do tipo squeeze, embora não possua a mesma transparência dos poliésteres, e os processadores precisem lidar com taxas de cristalização mais lentas para obter uma espessura uniforme que garanta um desempenho confiável contra perfurações ou vazamentos.
PCT
O poli(ciclohexilenodimetileno) tereftalato glicol (PCT) surge como uma alternativa robusta para aplicações que exigem composições livres de BPA, como frascos médicos ou recipientes para armazenamento de alimentos, com propriedades semelhantes às do PET, porém oferecendo maior estabilidade hidrolítica. Escolhido por seu equilíbrio entre rigidez e resistência à quebra, o PCT facilita designs complexos por meio de um fluxo de fusão consistente, auxiliando os produtores a atenderem às normas regulatórias e, ao mesmo tempo, fornecendo produtos resistentes a fissuras por tensão ambiental em condições de umidade.
PS
O poliestireno é adequado para embalagens rígidas de baixo custo, como copos ou bandejas descartáveis, moldadas por injeção e sopro, sendo escolhido por seu brilho superficial intenso e facilidade de coloração para aprimorar o apelo visual. No entanto, sua fragilidade limita as aplicações a cenários sem impacto, e os moldadores apreciam seus tempos de resfriamento rápidos, que aceleram os ciclos de produção, embora ajustes cuidadosos dos parâmetros sejam necessários para mitigar a deformação em formatos maiores.
 |
 |
 |
| PP | PC | PE |
 |
 |
 |
| BICHO DE ESTIMAÇÃO | PETG | PCT |
Etapas do processo de moldagem por sopro com estiramento por injeção em estágio único
A máquina de moldagem por injeção e estiramento por sopro de estágio único é dividida em quatro processos principais: injeção, estiramento, sopro e moldagem. Todo o processo é realizado continuamente em uma única máquina, caracterizada por alta automação, alta precisão e boa consistência no formato das garrafas.
Etapa 1: Processo de Injeção
O processo de injeção é a etapa inicial de todo o processo. O plástico fundido (como partículas de PET) é injetado no molde da pré-forma e derretido, transformando-se em um plástico fluido sob alta temperatura e pressão. Durante esse processo, é necessário controlar parâmetros como velocidade de injeção, pressão de injeção e temperatura do molde para garantir que o plástico fundido tenha boa fluidez e capacidade de preenchimento, de modo que possa preencher de forma uniforme e completa a cavidade do molde, obtendo-se a forma e o tamanho desejados.
Etapa 2: Processo de alongamento
O plástico moldado por injeção é removido do molde e passa por um resfriamento e conformação iniciais. Em seguida, a pré-forma é enviada para a zona de aquecimento e reaquecida a uma temperatura adequada para o estiramento. Após o aquecimento, a haste de estiramento alonga a pré-forma longitudinalmente, preparando-a para o processo de sopro. Durante esse processo, é necessário controlar o tempo de resfriamento e a temperatura de aquecimento para garantir a estabilidade dimensional e a qualidade da superfície dos produtos plásticos.
Etapa 3: Processo de sopro
Após o estiramento, o produto plástico é colocado no molde de sopro, onde ar comprimido é utilizado para expandi-lo. Dessa forma, a pré-forma amolecida adere à parede interna do molde, formando o contorno predeterminado da garrafa. Este processo é crucial para a forma e estrutura final das garrafas plásticas. Durante a moldagem por sopro, é necessário controlar parâmetros como a pressão e a temperatura do molde para garantir que a forma e o tamanho dos produtos plásticos obtidos atendam aos requisitos.
Etapa 4: Processo de Moldagem
Após o sopro, a garrafa precisa ser resfriada e moldada. Através do fluido refrigerante no canal de resfriamento do molde, o calor do corpo da garrafa é rapidamente dissipado, permitindo que o material plástico solidifique e mantenha sua forma precisa, atingindo o acabamento superficial e a precisão dimensional desejados. Durante esse processo, é necessário controlar a uniformidade, a velocidade e a duração do resfriamento. Além disso, a temperatura do molde deve ser controlada para melhorar a qualidade da garrafa e a eficiência da produção.
Aplicações da Máquina de Moldagem por Injeção e Sopro
1. Garrafas de alimentos e bebidas
As máquinas de moldagem por injeção e sopro se destacam na fabricação de recipientes leves de PET para água, sucos, refrigerantes e óleos, garantindo alta transparência e propriedades de barreira que prolongam a vida útil, além de suportar processos de envase a quente para molhos sem deformação. Esses sistemas permitem volumes que variam de 5 mililitros a 20 litros, com espessura de parede uniforme que aumenta a durabilidade durante o transporte e armazenamento em ambientes comerciais.
2. Mamadeiras para Bebê
Para produtos de nutrição infantil, essas máquinas produzem mamadeiras de policarbonato ou Tritan que resistem a esterilizações repetidas e impactos, oferecendo transparência para facilitar o monitoramento do conteúdo e opções livres de BPA para atender aos padrões de segurança em aplicações de cuidados infantis. O processo resulta em superfícies lisas e designs de gargalo precisos, compatíveis com diversos bicos, promovendo higiene e facilidade de uso para os pais.
3. Frascos de cosméticos
No setor de beleza, a moldagem por injeção e sopro cria embalagens elegantes em PETG ou PP para loções, séruns e removedores de maquiagem, oferecendo resistência química às formulações e, ao mesmo tempo, um acabamento brilhante que atende aos requisitos de marcas premium. Formatos e cores personalizados permitem embalagens diferenciadas, com vedação hermética que evita vazamentos em opções para viagem.
4. Frascos de desinfetante
Essas máquinas fabricam recipientes duráveis de HDPE ou PET para desinfetantes e álcool em gel, incorporando mecanismos de pulverização ou bomba que exigem roscas precisas e paredes resistentes para suportar soluções à base de álcool sem rachar sob pressão. A produção higiênica em estágio único minimiza os riscos de contaminação, sendo ideal para distribuição em saúde e higiene pública.
5. Frascos de temperos para alimentos
Potes de boca larga para especiarias, condimentos e molhos se beneficiam dessa tecnologia, que utiliza materiais de PP resistentes ao calor e à umidade, garantindo lacres invioláveis e designs ergonômicos para facilitar o uso em ambientes de cozinha. O método também permite a reciclagem, alinhando-se às tendências de embalagens sustentáveis na indústria culinária.
6. Frascos para produtos de higiene pessoal
Os dispensadores de xampu, sabonete líquido e loção são fabricados de forma eficiente com PET ou ABS por meio de moldagem por injeção e sopro, oferecendo resistência a impactos e apelo visual com paredes translúcidas que exibem as cores e os níveis do produto. Os tamanhos versáteis, desde pequenas amostras até embalagens familiares, atendem às diversas preferências dos consumidores em suas rotinas diárias.
7. Frascos de reagentes
Nos setores laboratorial e médico, essas máquinas são utilizadas para a fabricação de recipientes de PC ou PET de alta precisão para o armazenamento de produtos químicos e amostras, com sistemas de dosagem por gotejamento e acabamentos estéreis que atendem às exigências regulatórias de precisão em tarefas de diagnóstico e pesquisa. O processo controlado garante volumes consistentes e fechamentos herméticos, essenciais para o manuseio seguro.

Dicas de manutenção para máquina de moldagem por injeção e sopro
(1) Limpeza regular
Os operadores devem realizar limpezas diárias dos moldes de injeção e sopro utilizando solventes suaves e ar comprimido para eliminar o acúmulo de poeira, detritos e resíduos de óleo que possam prejudicar o funcionamento mecânico e a qualidade do produto. Essa prática não só mantém as operações em pleno funcionamento, como também evita a contaminação em áreas sensíveis, como as cavidades das pré-formas, prolongando a vida útil dos equipamentos em ambientes de alta produção.
(2) Manutenção da Lubrificação
Aplique óleos ou graxas recomendados pelo fabricante em guias, rolamentos, colunas e outros elementos móveis em intervalos programados, geralmente semanais ou com base nas horas de uso, para reduzir o atrito e evitar o desgaste prematuro. Monitorar os níveis de lubrificante e substituir os fluidos degradados ajuda a manter a eficiência durante longos períodos de produção.
(3) Verificação de todo o sistema elétrico
Examine a estabilidade de servomotores, inversores e unidades de controle em configurações totalmente elétricas, verificando a consistência da tensão e os tempos de resposta durante os ciclos de teste para confirmar a operação contínua. Avaliações de rotina detectam sinais precoces de instabilidade, como movimentos erráticos, garantindo um desempenho confiável sem paradas inesperadas.
(4) Manutenção do Sistema Elétrico
Examine a fiação interna, os conectores e os painéis em busca de sinais de corrosão, conexões soltas ou danos no isolamento que possam causar curtos-circuitos. Realize essas inspeções mensalmente ou após picos de energia. A substituição imediata de termopares e resistências de aquecimento defeituosas protege contra superaquecimento e falhas elétricas em ambientes exigentes.
(5) Manutenção de Mofo
Examine os moldes cuidadosamente em busca de abrasões, rachaduras ou problemas de alinhamento após cada ciclo ou semanalmente, limpando-os com agentes apropriados e substituindo imediatamente as seções desgastadas para manter a precisão dimensional. Essa abordagem minimiza defeitos nos recipientes acabados e prolonga a vida útil do molde na fabricação repetitiva.
(6) Ajuste da máquina
Ajuste parâmetros como pressão de injeção, níveis de ar comprimido e perfis de temperatura, juntamente com o alinhamento dos componentes, para garantir resultados precisos, realizando calibrações após trocas de molde ou trimestralmente. Esses ajustes otimizam os tempos de ciclo e reduzem as variações, garantindo qualidade consistente em diversas produções de garrafas.

México Ever-Power - Fabricante profissional de máquinas ISBM
A Mexico Ever-Power ISBM Machinery Co., Ltd. se destaca como fabricante líder no setor de moldagem por injeção e sopro, com mais de duas décadas de experiência especializada desde sua fundação em 2003. Inicialmente criada para atender à crescente demanda por equipamentos avançados de embalagem, a empresa expandiu suas operações e agora conta com uma moderna unidade de produção com mais de 20.000 metros quadrados, estrategicamente localizada no México para facilitar a distribuição global. Essa base incorpora cadeias de suprimentos robustas que garantem a confiabilidade dos componentes, possibilitando a criação de máquinas reconhecidas por sua durabilidade, estabilidade operacional e eficiência energética.
Nossos principais pontos fortes residem em tecnologias pioneiras de moldagem por injeção e sopro em uma única etapa, protegidas por inúmeras patentes nacionais que enfatizam a inovação no manuseio de diversos materiais, como PET, PETG, PC, PCTG e PP. Somos especializados em aplicações de alta qualidade para cosméticos, bebidas, embalagens de alimentos, produtos farmacêuticos e produtos infantis, oferecendo soluções que alcançam baixo consumo de energia — muitas vezes reduzindo o consumo em até 40% — além de exigirem mão de obra mínima e apresentarem designs compactos adequados para diversos layouts de fábrica. Parcerias com marcas de prestígio como Estée Lauder, Walmart, PROYA, Liby e Blue Moon validam nosso compromisso com a qualidade e o desempenho superiores.
O que nos diferencia é um modelo de serviço holístico que abrange desde consultas iniciais e projetos personalizados de máquinas até assistência pós-venda completa, incluindo diagnóstico remoto e fornecimento de peças. Guiados por princípios de profissionalismo, desenvolvimento focado, inovações criativas e sucesso mútuo, investimos em uma equipe qualificada que oferece suporte ágil, minimizando o tempo de inatividade para nossos clientes.
 |
 |
 |
 |
Perguntas frequentes
P: Qual é a principal diferença entre máquinas de moldagem por injeção e sopro de uma etapa e de duas etapas?
A: A principal distinção reside na integração: uma máquina de moldagem por injeção e sopro de etapa única, como a Y280-V6, combina injeção, estiramento e sopro em uma única unidade, reduzindo os custos de energia ao eliminar o reaquecimento e o transporte da pré-forma, enquanto os sistemas de duas etapas utilizam máquinas separadas para a criação da pré-forma e o sopro subsequente, aumentando o manuseio e os riscos potenciais de contaminação nas linhas de produção.
P: Como a máquina de moldagem por injeção e sopro de estágio único Y280-V6 lida com diferentes materiais?
A: Esta máquina ISBM é compatível com uma variedade de termoplásticos, incluindo PET, PETG, PP, PC, Tritan e outros, através de aquecimento zonal personalizável e controles servo precisos, otimizando o fluxo e a orientação da massa fundida para resultados consistentes em diversas aplicações, como recipientes para bebidas ou cosméticos.
P: Que economia de energia posso esperar ao usar uma máquina ISBM como a Y280-V6?
A: Os operadores geralmente conseguem um consumo 30-40% menor com esta máquina de moldagem por injeção e sopro de estágio único em comparação com alternativas de múltiplos estágios, pois ela retém o calor da injeção diretamente para estiramento e sopro, minimizando as necessidades de reaquecimento e apoiando operações ecologicamente corretas em ambientes de alto volume.
P: A Y280-V6 é uma boa substituta para as máquinas de moldagem por injeção e sopro da Aoki?
A: Sem dúvida, a Y280-V6 representa uma atualização eficaz em relação aos modelos Aoki na categoria de moldagem por sopro com injeção e estiramento em uma única etapa, oferecendo precisão equivalente aprimorada por mecanismos servo avançados e menor consumo de energia, ideal para fabricantes preocupados com custos que buscam alternativas confiáveis às máquinas de moldagem por sopro ISBM.
P: Como manter o diâmetro da rosca em uma máquina de moldagem por injeção e sopro de uma etapa?
A: Após cada turno, realize inspeções visuais para detectar erosão ou acúmulo de material, remova qualquer material acumulado com as ferramentas apropriadas e programe substituições a cada dois ou três anos, dependendo das horas de operação, para preservar os volumes de injeção precisos na configuração da sua máquina ISBM.
P: Quais os tamanhos de garrafa que a máquina de moldagem por sopro Y280-V6 ISBM pode produzir?
A: Capaz de processar volumes de 20 mililitros a 2500 mililitros, esta máquina de moldagem por injeção e sopro de estágio único suporta diâmetros de garrafa de até 118 milímetros e alturas de até 210 milímetros, com flexibilidade para uma a oito cavidades para atender a diversas demandas de embalagem.
P: Com que frequência devo calibrar os sistemas servo em máquinas de moldagem por injeção e sopro de estágio único?
A: Realize verificações de rotina mensais para avaliar o alinhamento e a resposta, seguidas de recalibrações abrangentes anuais, garantindo que a força de fechamento de 200 kilonewtons permaneça estável para um desempenho ideal nas operações da sua máquina de moldagem por injeção e sopro.
P: Quais são os recursos de segurança incluídos na máquina de moldagem por injeção e sopro Y280-V6 em uma única etapa?
A: Equipada com botões de parada imediata, manômetros em tempo real e estações de trabalho totalmente protegidas, esta máquina ISBM atende aos protocolos globais de segurança, mitigando riscos durante ciclos de alta velocidade e protegendo o pessoal em ambientes industriais.
P: A Y280-V6 consegue trabalhar com moldes personalizados para formatos de garrafa únicos?
A: Sim, sua estrutura adaptável permite trocas rápidas de moldes em menos de uma hora, tornando esta máquina de moldagem por injeção e sopro de estágio único perfeita para designs personalizados que exigem contornos especializados em setores como cuidados pessoais ou farmacêuticos.
P: Como solucionar problemas comuns em máquinas ISBM como a Y280-V6?
A: Resolva problemas de inflação inconsistente verificando os níveis de suprimento de ar entre 2,0 e 3,5 megapascals e, em seguida, revise os registros do controlador lógico programável para identificar falhas instantaneamente e restaurar o funcionamento adequado da sua máquina de moldagem por injeção e sopro o mais rápido possível.
P: Como funciona o controle de temperatura em máquinas de moldagem por injeção e sopro de estágio único?
A: Os sensores segmentados proporcionam precisão de um grau Celsius em todas as zonas, evitando distorções de forma na fase de condicionamento e permitindo um comportamento preciso do material durante a fase de estiramento da sua máquina de moldagem por injeção e sopro em uma única etapa.
Avaliações de clientes
Maria Gonzalez, Supervisora de Produção, México
"Estamos utilizando a máquina de moldagem por injeção e sopro Y280-V6 em nossa fábrica de cosméticos há oito meses, produzindo frascos de loção PETG de 300 ml com transparência perfeita. Os controles servo reduziram nosso consumo de energia em aproximadamente 321 TPM, e a equipe de instalação da Mexico Ever-Power respondeu a todas as nossas perguntas rapidamente — foram extremamente prestativos. Até o momento, não encontramos nenhum problema."
David Thompson, Gerente de Operações, Estados Unidos
"Substituímos nosso antigo equipamento por esta máquina de moldagem por injeção e sopro de estágio único no outono passado, e isso aumentou nossa produção de garrafas de refrigerante de 750 ml em 251 toneladas em 10 meses. O design de seis estações garante estabilidade em alta velocidade com moldes de 6 cavidades, e o envio da Ever-Power do México levou apenas 10 dias. Uma excelente escolha em termos de eficiência."
Elena Ramirez, Líder de Controle de Qualidade, Canadá
"Esta máquina ISBM transformou nossa linha farmacêutica; usamos a Y280-V6 por 11 meses para fabricar frascos PET de 100 ml com variações na espessura da parede, em conformidade com a norma 4%. Ajustes remotos da equipe de suporte resolveram um pequeno problema de aquecimento durante a noite. Totalmente confiável para atender às rigorosas necessidades de conformidade."
Carlos Mendoza, Proprietário de Fábrica, Brasil
"Adquirimos a máquina de moldagem por injeção e sopro Y280-V6 há quatro meses para produzir mamadeiras de policarbonato de 400 ml — o tempo de inatividade é praticamente zero graças aos servomotores robustos. Reduzimos nossa equipe em 401 funcionários e a Mexico Ever-Power ainda nos forneceu peças de reposição gratuitamente. O atendimento deles é imbatível."
Sophia Lee, Especialista em Compras, Austrália
"Optei por esta máquina de moldagem por injeção e sopro em uma única etapa devido à sua capacidade de processar PP; ela tem funcionado perfeitamente por 14 meses, produzindo potes de condimentos de boca larga de 1200ml em operação ininterrupta. Sem falhas, e os guias detalhados facilitaram muito a configuração. A entrega foi rápida, em três semanas."
Ahmed Khalil, Engenheiro Técnico, Emirados Árabes Unidos
"A máquina de moldagem por sopro Y280-V6 ISBM tem se destacado em nossa fábrica para tambores de óleo de 1800 ml com barreiras de alta qualidade após 16 meses de uso. O desperdício caiu para 5% e os tutoriais em vídeo para manutenção nos mantêm em pleno funcionamento. Os contatos de acompanhamento da Mexico Ever-Power mostram que eles realmente se importam com o tempo de atividade."
Raj Patel, Engenheiro de Fábrica, Índia
"Utilizamos a máquina de moldagem por injeção e sopro Y280-V6 em uma única etapa por sete meses para fabricar dispensadores de álcool em gel de 250 ml em ABS — seu sistema de fechamento preciso garante que não haja vazamentos. Reduzimos as contas de energia com o modelo 38%, e o suporte técnico resolveu um problema de calibração por e-mail em um dia. Excelente custo-benefício no geral."
Hans Müller, Técnico de Produção, Alemanha
"Atualizei para esta máquina ISBM há cinco meses para potes de alimentos de PP de 1000ml; o aquecimento por zonas garante espessura uniforme sempre. Reduzi o desperdício em 22% e o treinamento completo da Mexico Ever-Power tornou a transição tranquila. Fiquei impressionado com a qualidade de construção e a entrega pontual das peças."
Informação adicional
| Editado por | Yjx |
|---|
Produtos relacionados
-

Máquina de moldagem por sopro e estiramento por injeção em uma etapa Y250-V4-B (4 estações)
-

Máquina de moldagem por sopro e estiramento por injeção em uma etapa Y50-V3-EV (3 estações)
-

Máquina de moldagem por sopro e estiramento por injeção em uma etapa Y200-V4 (4 estações)
-

Máquina de moldagem por sopro e estiramento por injeção em uma etapa Y250-V4 (4 estações)













