أهم النصائح لتحسين وقت دورة الإنتاج في ماكينة قولبة النفخ بالحقن
يتطلب تحسين زمن دورة الإنتاج في آلة التشكيل بالنفخ والحقن تحليلًا دقيقًا وتحسينًا مستمرًا لكل مرحلة من مراحل الإنتاج. يؤثر زمن الدورة بشكل مباشر على الإنتاجية والتكلفة. على سبيل المثال، يمكن أن يؤدي زيادة زمن الدورة من 24 إلى 28 ثانية إلى خفض الإنتاج اليومي من 6000 إلى حوالي 5143 قطعة، ورفع تكاليف التصنيع بأكثر من 141 طنًا. تساهم الدورات الأقصر في تعزيز الكفاءة والقدرة التنافسية. غالبًا ما يحقق المشغلون الذين يركزون على جوانب مثل درجة حرارة الصهر، وتصميم القالب، وسماكة الجدار، وطرق التبريد مكاسب كبيرة. يساعد التقييم والتعديل المنتظمان في الحفاظ على أعلى مستويات الأداء.
الأساليب الرئيسية
- يؤدي تقصير زمن الدورة إلى زيادة الإنتاجية وخفض التكاليف. حتى الزيادة الطفيفة في زمن الدورة يمكن أن تقلل الإنتاج اليومي بشكل ملحوظ.
- ركز على تحسين وقت التبريد، لأنه عادةً ما يستغرق أطول وقت في الدورة. يمكن لأنظمة التبريد الفعالة أن تقلل بشكل كبير من إجمالي وقت الدورة.
- قم بمراقبة وضبط معايير الحقن بانتظام، مثل السرعة والضغط ودرجة الحرارة، لتحقيق التوازن بين السرعة وجودة المنتج.
- استثمر في تدريب المشغلين وصيانة الآلات لضمان الأداء المتسق وتقليل وقت التوقف.
- استخدم تقنيات الأتمتة لتعزيز الدقة والكفاءة، مما يؤدي إلى دورات أسرع وإنتاجية محسّنة.
دورة ماكينة حقن ونفخ القوالب
نظرة عامة على المراحل الرئيسية
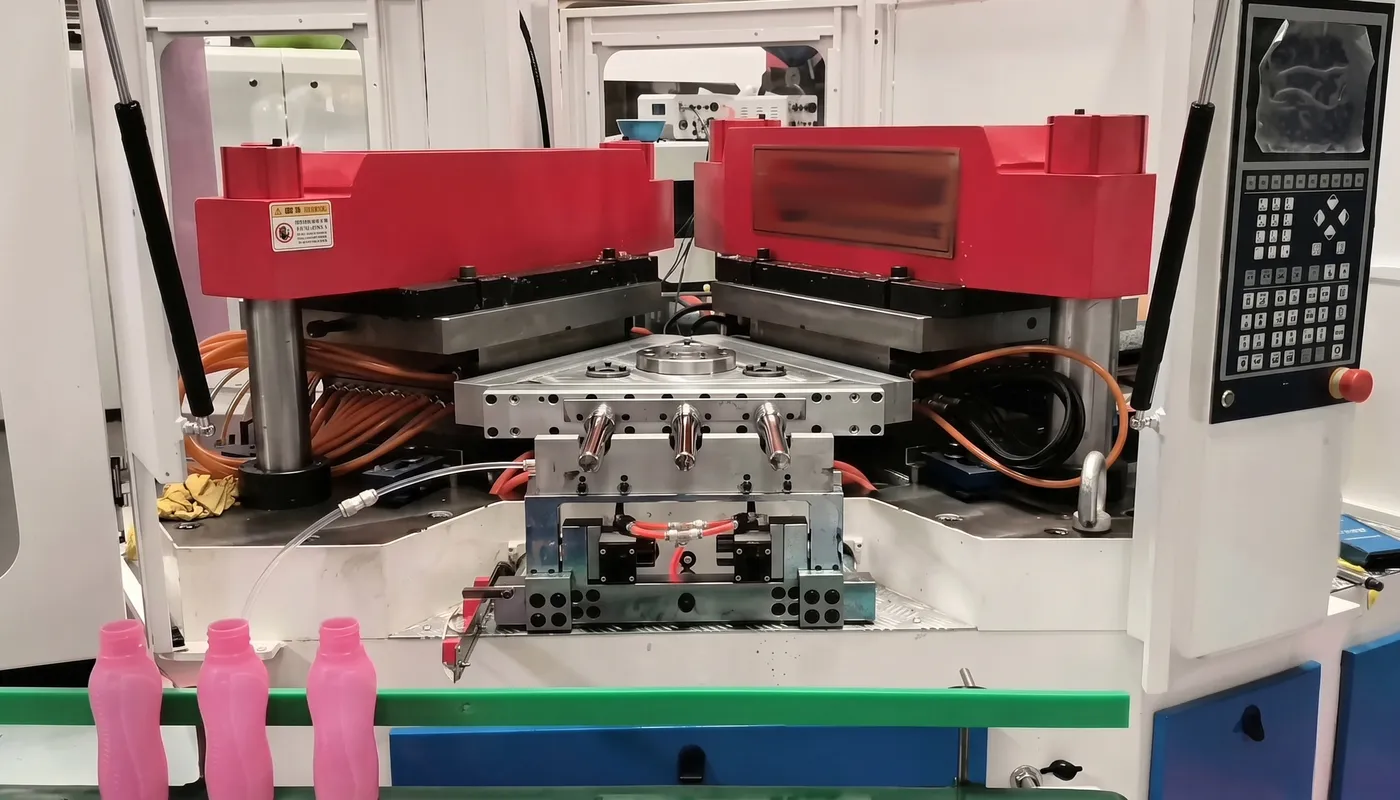
تعمل آلة IBM عبر سلسلة من المراحل المحددة بدقة. وتلعب كل مرحلة دورًا حاسمًا في تحديد زمن الدورة الإجمالي. تبدأ العملية بالتثبيت، حيث ينقسم القالب إلى نصفين ليُغلق بإحكام. بعد ذلك، تقوم مرحلة الحقن بصهر البلاستيك وحقنه في القالب. ثم تأتي مرحلة التبريد، مما يسمح للقطعة بالتصلب داخل القالب. وأخيرًا، تقوم مرحلة الإخراج بإخراج القطعة النهائية. يلخص الجدول أدناه هذه المراحل:
| منصة | وصف | الإطار الزمني النموذجي |
|---|---|---|
| التثبيت | يتم إغلاق نصفي القالب بواسطة وحدة تثبيت. | غير متوفر |
| حقن | يتم صهر حبيبات البلاستيك وحقنها في القالب. | غير متوفر |
| تبريد | تبرد القطعة وتتصلب في القالب، وهو ما يستغرق أطول وقت. | غير متوفر |
| طرد | يتم إخراج الجزء من القالب، الأمر الذي قد يتطلب نظام إخراج. | غير متوفر |
يجب على المشغلين فهم كل خطوة لتحديد مواطن التحسين الممكنة في زمن الدورة. عادةً ما تستغرق عملية التبريد معظم الوقت، لذا فإن تحسين هذه المرحلة غالبًا ما يحقق أكبر الأثر.

لماذا يُعدّ وقت الدورة مهمًا؟
يقيس زمن الدورة المدة اللازمة لإتمام دورة كاملة واحدة على آلة IBM. تقليل زمن الدورة يعني إنتاج المزيد من الأجزاء في نفس الفترة، مما يؤثر بشكل مباشر على الإنتاجية وكفاءة التكلفة. عند زيادة زمن الدورة، ينخفض عدد الأجزاء المُصنّعة وترتفع التكاليف. على سبيل المثال، قد تؤدي زيادة طفيفة في زمن الدورة إلى تقليل الإنتاج اليومي بمئات القطع.
*نصيحة: يُمكن لنظام القوالب المكوكية أن يُساعد في تقليل زمن الدورة من خلال السماح بالحقن المتزامن في قالبين. يُحسّن هذا الأسلوب استخدام وقت التبريد، ويُمكنه رفع الكفاءة بنسبة تصل إلى 200% عندما تصل أزمنة الدورة إلى 30 ثانية أو أكثر.
يكتسب المصنّعون الذين يركزون على تقليل زمن دورة الإنتاج ميزة تنافسية، إذ يمكنهم تحقيق أهداف إنتاجية أعلى وخفض تكاليف التشغيل. كل ثانية يتم توفيرها في دورة إنتاج آلات IBM تُترجم إلى مكاسب كبيرة في الإنتاج والربحية.
تحسين مرحلة الحقن
معايير الحقن
تعتمد عملية التشكيل بالنفخ بالحقن على عدة معايير أساسية تؤثر بشكل مباشر على جودة المنتج ووقت دورة الإنتاج. يجب على المشغلين الانتباه جيدًا لسرعة الحقن، وضبط الضغط، ودرجة حرارة القالب. تحدد هذه العوامل مدى سرعة وكفاءة آلة التشكيل بالنفخ بالحقن في ملء القالب، ومدى انسيابية تدفق المادة البلاستيكية.
| المعلمة | التأثير على الجودة والسرعة |
|---|---|
| حقنة سريعة | يؤثر على قابلية التدفق؛ سرعة متوسطة للبلاستيك متوسط اللزوجة؛ سرعة عالية للبلاستيك الهندسي لتجنب العيوب. |
| ضغط الحقن | يؤثر على عملية التعبئة وجودة المنتج النهائي؛ وقد تكون هناك حاجة إلى ضغط أعلى للمواد ذات السيولة الضعيفة. |
| درجة حرارة القالب | مفتاح التغلب على ضعف السيولة؛ قد تكون هناك حاجة إلى درجات حرارة أعلى للمواد مثل البولي كربونات والبولي أميد المدعم بالألياف الزجاجية. |
ينبغي على المشغلين ضبط هذه المعايير بدقة لتحقيق التوازن الأمثل بين السرعة والجودة. فعلى سبيل المثال، يمكن أن تساعد زيادة سرعة الحقن في ملء القالب بشكل أسرع، ولكن السرعة المفرطة قد تتسبب في عيوب. ويضمن ضبط الضغط ملء القالب بالكامل، بينما تدعم درجة حرارة القالب المناسبة تدفق المواد بسلاسة. ويجب أن تحافظ آلة IBM على إعدادات ثابتة لتجنب أي تقلبات في جودة المنتج.
*نصيحة: يمكن أن تساعد مراقبة وتعديل معايير الحقن بانتظام في الحفاظ على وقت دورة التشكيل الأمثل ومنع التأخيرات غير الضرورية.

اختيار المواد
يلعب اختيار المواد دورًا هامًا في تحسين وقت دورة الإنتاج وأداء المنتج. تتميز أنواع البلاستيك المختلفة بخصائص فريدة تؤثر على سرعة معالجتها في عملية التشكيل بالحقن. يوضح الجدول أدناه المواد الشائعة وتأثيرها على وقت دورة الإنتاج:
| نوع المادة | التأثير على زمن الدورة |
|---|---|
| البوليسترين البلوري | يؤثر على وقت التبريد بسبب خصائصه الحرارية |
| البولي إيثيلين منخفض الكثافة | يتميز عموماً بدورة زمنية أسرع نظراً لانخفاض لزوجته |
| البولي بروبيلين | يتميز بقوة انصهار جيدة، مما يؤثر على سرعة الحقن |
| حيوان أليف | يتطلب وقت تبريد أطول، مما يؤثر على وقت الدورة الإجمالي |
| بوليسلفون | يمكن أن يؤثر الاستقرار الحراري العالي على كفاءة الدورة |
اختيار المادة المناسبة لـ جهاز IBM يمكن أن يُسهم ذلك في تقليل زمن دورة الإنتاج وتحسين الكفاءة الإجمالية. فعلى سبيل المثال، يسمح البولي إيثيلين منخفض الكثافة (LDPE) بدورات إنتاج أسرع نظرًا لانخفاض لزوجته، بينما قد يتطلب البولي إيثيلين تيريفثالات (PET) فترات تبريد أطول. كما يتغير سلوك معامل المرونة للبوليمرات أثناء تبريدها في القالب، مما يؤثر على وقت إخراج القطعة. وتختلف سلوكيات البوليمرات غير المتبلورة وشبه المتبلورة باختلاف درجة الحرارة، لذا فإن فهم هذه الاختلافات يُساعد المشغلين على اختيار المواد الأنسب.
ملاحظة: يؤثر سُمك الجدار أيضًا على معدلات انتقال الحرارة ودرجة حرارة الإخراج. تبرد الجدران الرقيقة بشكل أسرع، مما قد يقلل من أوقات دورة الإنتاج ويدعم تحسين وقت دورة التشكيل.
 |
 |
| مادة البولي إيثيلين تيريفثالات | مادة البولي إيثيلين منخفض الكثافة |
تقليل وقت الدورة في الحقن
يمكن للمشغلين اتخاذ عدة خطوات لتقليل زمن دورة الحقن. أولًا، عليهم الحفاظ على سُمك الجدار عند الحد الأدنى المطلوب لضمان فعالية عمل القطعة. فالجدران الرقيقة تسمح بتبريد أسرع ودورات تشكيل أقصر. ثانيًا، يجب ضبط آلة IBM بدقة لضمان ضغط وسرعة الحقن المناسبين. وتضمن الصيانة الدورية تشغيل الآلة بأعلى كفاءة.
يلعب نظام الإخراج المصمم جيدًا دورًا محوريًا في تقليل زمن دورة الإنتاج. فإذا كانت قوة الإخراج عالية جدًا، فقد تُشوه القطع الأولية. أما إذا كانت منخفضة جدًا، فقد تلتصق القطع وتتطلب تدخلًا يدويًا. تتيح أنظمة الإخراج المُحسّنة إخراجًا سلسًا وثابتًا، مما يمنع التلف ويُسرّع عملية الإخراج. كما تُساعد الأسطح المصقولة وزوايا السحب المناسبة وميزات دعم الهواء على تجنب الانقطاعات وتقليل وقت التبريد إلى أدنى حد.
يُعدّ أداء أنظمة القنوات الساخنة عاملاً مهماً آخر. فالتسخين غير المتساوي أو عدم توازن النظام قد يؤديان إلى عدم انتظام التعبئة وإطالة مدة الدورة. ويساهم ضمان توحيد درجة الحرارة وتوازن القنوات بشكل صحيح في الحفاظ على وقت دورة فعال.
ينبغي على المشغلين أيضًا مراعاة خفض درجة حرارة الصهر كلما أمكن ذلك. فخفض درجة حرارة القالب يُحسّن انتقال الحرارة، مما يُقلل من وقت التشكيل. كما أن التصلب الأسرع للطبقة الخارجية يُحسّن الصلابة ويُقلل من العيوب مثل علامات الانكماش. مع ذلك، قد يؤثر خفض درجة حرارة الصهر بشكل مفرط على جودة المنتج، لذا يجب على المشغلين إيجاد التوازن الأمثل.
ملاحظة هامة: إن الاستثمار في تدريب المشغلين والصيانة الدورية للآلات يدعم تحسين وقت الدورة ويضمن نتائج متسقة في قولبة الحقن.
من خلال التركيز على هذه الاستراتيجيات، يمكن للمصنعين تحقيق مكاسب كبيرة في تقليل زمن دورة الإنتاج وتحسين مرحلة الحقن. وتؤدي هذه التحسينات إلى زيادة الإنتاجية، وتحسين جودة المنتج، وخفض تكاليف الإنتاج.
تحسين التخزين والتعبئة
الممتلكات
يلعب ضغط التثبيت دورًا حيويًا في عملية التشكيل بالنفخ والحقن. يستخدم المشغلون هذا الضغط للحفاظ على شكل القطعة بعد الحقن الأولي. يضمن التحكم الدقيق في ضغط التثبيت ملء البلاستيك لكل تفاصيل القالب دون حدوث عيوب. إذا كان الضغط مرتفعًا جدًا، فقد تصبح القطعة كثيفة للغاية أو حتى تتشوه. أما إذا كان الضغط منخفضًا جدًا، فقد لا تتشكل القطعة بشكل صحيح. يجب على المشغلين مراقبة ضغط التثبيت عن كثب، خاصة أثناء مرحلة التبريد، لتحقيق أفضل النتائج. يساعد ضبط الضغط في الوقت المناسب على تقليل الإجهادات الداخلية ويدعم الانتقال السلس إلى مرحلة التبريد التالية.
 |
 |
وقت التعبئة
يشير وقت التعبئة إلى الفترة التي تستمر فيها الآلة بالضغط بعد امتلاء القالب. تسمح هذه الخطوة للمادة بتعويض الانكماش أثناء التبريد. قد يؤدي تقليل وقت التعبئة إلى تسريع دورة الإنتاج، ولكنه قد ينتج عنه أجزاء غير مكتملة. أما زيادة وقت التعبئة فقد تبطئ العملية وتزيد التكاليف. ينبغي على المشغلين تحديد وقت التعبئة الأمثل من خلال مراقبة مظهر القطعة وقياس وزنها. كما ينبغي عليهم مراعاة مرحلة التبريد، حيث يساعد وقت التعبئة المناسب على تصلب القطعة بشكل أسرع وتجهيزها للإخراج. يقلل وقت التعبئة المتوازن من مخاطر العيوب ويحسن الكفاءة العامة.
تجنب التعبئة الزائدة
قد يتسبب التعبئة الزائدة في العديد من المشاكل في عملية التشكيل بالنفخ بالحقن. ولمنع ذلك، يجب على المشغلين تحسين أداء المعدات ومعايير التشغيل، والتحكم في درجة حرارة المادة المنصهرة، وضمان أحجام حقن متناسقة. كما أن جودة المعدات مهمة أيضاً، إذ يمكن أن تؤدي البراغي والصمامات الرديئة إلى التعبئة الزائدة، مما يؤثر على جودة المنتج ويزيد من الهدر. ومن خلال التركيز على تقنيات التشغيل الدقيقة وصيانة المعدات، يمكن للمصنعين تجنب هذه المشاكل.
| تأثير التعبئة الزائدة | عواقب |
|---|---|
| زيادة سرعة الحزمة | احتمالية ظهور العفن |
| عملية غير فعالة | زيادة وقت الدورة |
| الاستخدام المفرط للمواد | ارتفاع التكاليف والنفايات |
يؤثر التعبئة الزائدة أيضًا على مرحلة التبريد، إذ قد تُطيل مدتها، مما يؤدي إلى زيادة وقت الدورة واستهلاك المواد. لذا، ينبغي على المشغلين التحقق باستمرار من علامات التعبئة الزائدة خلال مرحلة التبريد وإجراء التعديلات اللازمة. ومن خلال منع التعبئة الزائدة، يمكنهم الحفاظ على كفاءة مرحلة التبريد وضمان جودة الإنتاج العالية.
*نصيحة: راجع بانتظام إعدادات ضغط التثبيت ووقت التعبئة لضمان بقاء مرحلة التبريد قصيرة قدر الإمكان دون التضحية بجودة القطعة.
كفاءة التبريد
وقت التبريد
يمثل وقت التبريد أطول مراحل دورة قولبة النفخ بالحقن. يمكن لأنظمة التبريد الفعالة تقصير هذه المرحلة بشكل ملحوظ، مما يؤدي إلى تقليل زمن الدورة الإجمالي. تستفيد آلة IBM من التبريد المنتظم، الذي يساعد على منع تشوهات المنتج والإجهادات الداخلية. يلاحظ المشغلون الذين يُحسّنون وقت التبريد تحسناً في كلٍ من وقت الإنتاج واتساق المنتج. يضمن التبريد المنتظم احتفاظ كل قطعة بشكلها وجودتها، مما يقلل من خطر العيوب. عندما يكون وقت التبريد طويلاً جداً، يزداد وقت الإنتاج، مما يقلل من الإنتاج ويرفع التكاليف. يسمح تقصير وقت التبريد، مع الحفاظ على جودة القطعة، للمصنعين بإنتاج المزيد من القطع في وقت أقل.
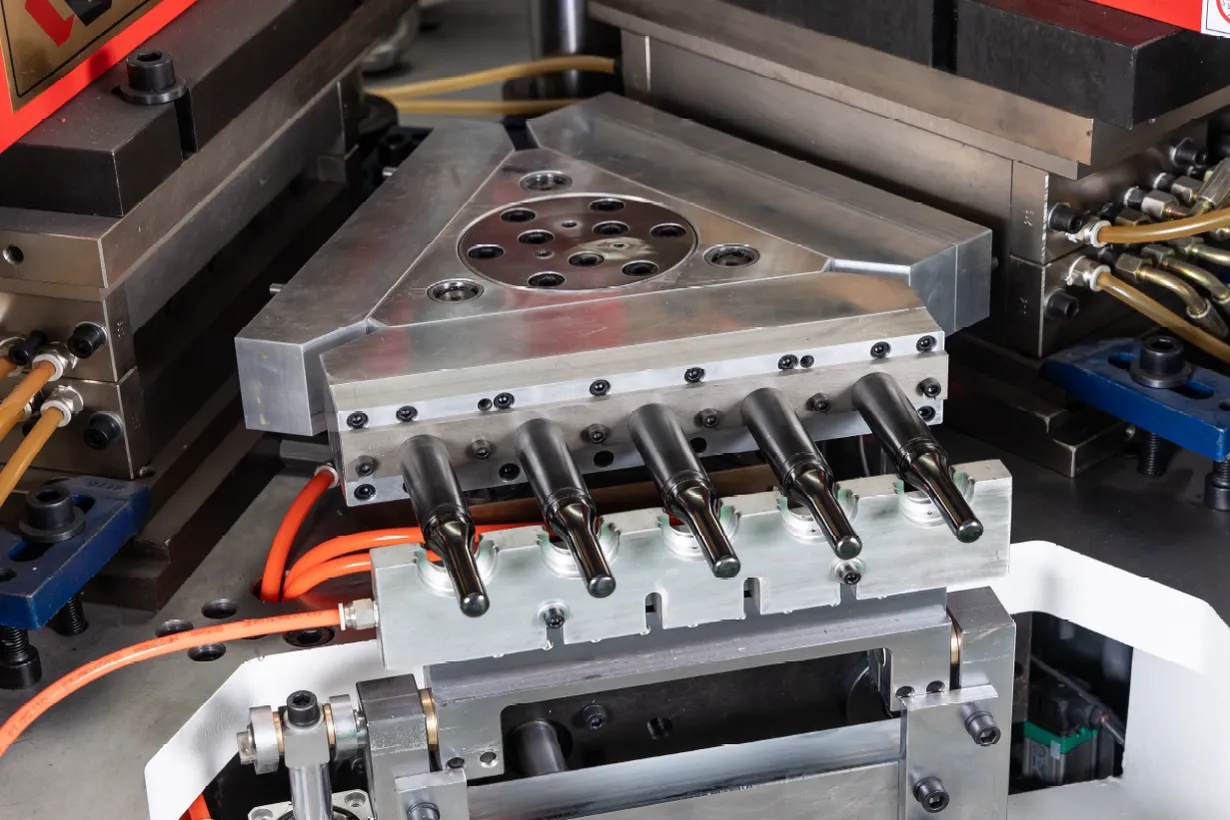
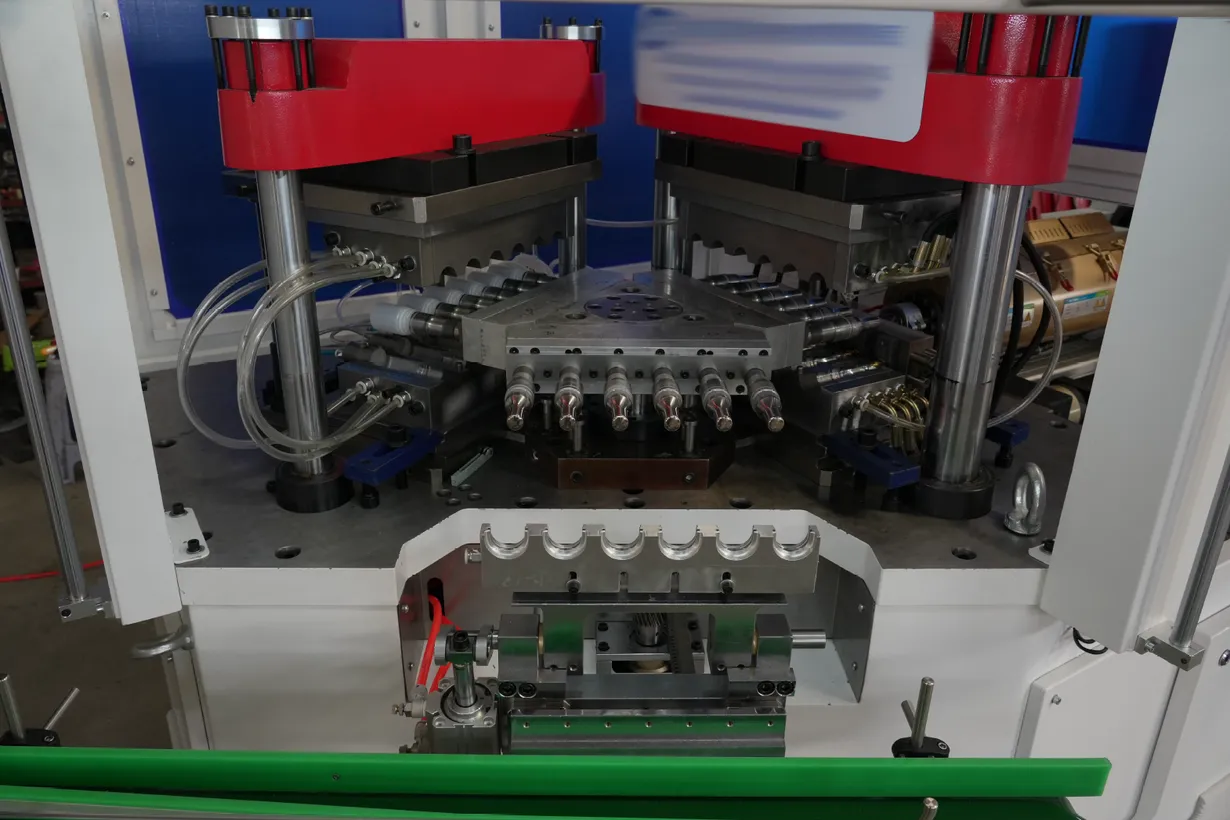
تصميم القالب
يلعب تصميم القالب دورًا حاسمًا في كفاءة التبريد. تعمل ميزات مثل الحواجز، والفقاعات، والدبابيس الحرارية على تحسين نقل الحرارة وتسريع عملية التبريد. يمكن لآلة IBM استخدام تصميمات قنوات تبريد متطورة لتحسين الأداء. يوضح الجدول أدناه ميزات تصميم القالب التي تُسهم في التبريد الفعال وتقليل زمن الدورة:
| ميزة | وصف |
|---|---|
| الحواجز | ألواح تشبه الشفرات تعمل على تحويل سائل التبريد، مما يخلق اضطرابًا لتحسين نقل الحرارة. |
| نوافير | أنابيب تربط قنوات سائل التبريد، مما يسمح بتدفق سائل التبريد وإزالة الحرارة بشكل فعال. |
| دبابيس حرارية | أسطوانات مملوءة بسائل تعمل على تحسين توصيل الحرارة وكفاءة التبريد عن طريق تدوير الغاز والسائل. |
| خط مستقيم | طريقة التبريد التقليدية ذات القنوات المستقيمة، وهي مناسبة للأشكال الهندسية البسيطة. |
| متطابق | طريقة تبريد متطورة تتبع شكل القالب، مثالية للأجزاء المعقدة، مما يعزز كفاءة التبريد. |
تُصمَّم قنوات التبريد المطابقة، على وجه الخصوص، لتتوافق مع شكل القالب وتوفر تبريدًا أكثر تجانسًا. يقلل هذا التصميم من فروق درجات الحرارة عبر القطعة، مما يُحسِّن الجودة ويُقلِّل زمن دورة الإنتاج. ينبغي على المشغلين اختيار خصائص القالب الأنسب بناءً على مدى تعقيد القطعة وأداء التبريد المطلوب.
 |
 |
مبردات المياه
توفر مبردات المياه العديد من المزايا في مرحلة التبريد من عملية التشكيل بالنفخ والحقن. فهي توفر درجة حرارة وضغطًا ثابتين للعملية الصناعية، مما يبسط عملية التطوير والتحسين. آلة ISBM يمكن للمنشآت المجهزة بمبردات المياه الحفاظ على أعلى مستويات جودة المنتج. كما تُقلل مبردات المياه من كمية النفايات بتوفير تبريد موثوق عند درجة الحرارة المناسبة. ولأن المبردات تستخدم دائرة مياه مغلقة، فإنها توفر معدلات نقل حرارة أفضل وتتطلب صيانة أقل وفترات توقف أقصر. وتستطيع المبردات إنتاج مياه أكثر برودة بكثير من بدائل التبريد الأخرى، وهو أمر مفيد في بعض الحالات. تشمل المزايا الإضافية ما يلي:
- منع تشوه الأجزاء.
- ضمان التبريد السريع.
- تحسين جودة الأجزاء الناتجة.
تتزامن أنظمة تبريد المياه المتطورة مع عمليات الإنتاج، موفرةً تبريدًا قويًا عند الحاجة فقط. يؤدي هذا النهج إلى تقليل زمن الدورة بشكل ملحوظ، ويمكن أن يزيد الإنتاج بنسبة تصل إلى 50%. كما تُحسّن معايير التحكم المُحسّنة في درجة حرارة القالب جودة القطع وكفاءتها.
| وصف الأدلة | التأثير على تقليل وقت الدورة |
|---|---|
| تتيح المزامنة مع عمليات الإنتاج التبريد القوي فقط عند الحاجة. | انخفاض كبير في وقت الدورة |
| زيادة الإنتاج بما يصل إلى 50% نتيجة لانخفاض كبير في وقت التبريد | يرتبط ارتباطًا مباشرًا بوقت الدورة |
| تعمل معايير التحكم المُحسّنة في درجة حرارة القالب على تقليل وقت تبريد القالب | يعزز جودة وكفاءة الأجزاء |
تقليل زمن دورة التبريد
يمكن للمشغلين تقليل زمن دورة التبريد من خلال تحسين قنوات التبريد، واستخدام مبردات المياه، وتقليل سماكة الجدران. تبرد الجدران الرقيقة بشكل أسرع، مما يقلل زمن التبريد ويحسن وقت الإنتاج. يوضح الجدول أدناه كيف تؤثر سماكة الجدار على كفاءة التبريد:

| سمك الجدار | تأثير وقت التبريد |
|---|---|
| جدران أكثر سمكًا | أوقات تبريد أطول |
| جدران أرق | أوقات تبريد أقصر |
يُعدّ تحقيق التوازن بين وقت التبريد وجودة القطعة أمرًا بالغ الأهمية. يرتبط وقت التبريد ارتباطًا مباشرًا بمعدل الإنتاج وجودة القطعة. تؤثر الاختلافات في درجة حرارة القطعة ودرجة حرارة سطح القالب على كفاءة التبريد والجودة النهائية للقطعة المصبوبة. تساعد معايير التصميم المثلى لقنوات التبريد المطابقة، مثل 4 و6 و8 مم، على تحقيق أفضل النتائج. يسمح إطالة وقت فتح القالب بتبريد أكبر، مما قد يُغيّر درجة حرارة الفولاذ عند تدفق البلاستيك. قد يتسبب ذلك في انكماش القطع بشكل مختلف، مما يؤثر على أبعادها النهائية. كما أن زيادة مدة بقاء المادة في الأسطوانة ترفع درجة حرارة الانصهار، مما يؤثر على جودة القطعة.
*نصيحة: يجب على المشغلين دائمًا الموازنة بين وقت التبريد وجودة القطع. فترات التبريد القصيرة تزيد الإنتاجية، لكن التبريد غير الكافي قد يؤدي إلى تشوه القطع أو إجهادها الداخلي. تعمل آلة ISBM بأفضل كفاءة عندما تتكامل قنوات التبريد وتصميم القالب ومبردات المياه للحفاظ على تبريد متجانس وجودة عالية للقطع.
من خلال التركيز على كفاءة التبريد، يمكن للمصنعين تحسين وقت الدورة، وزيادة الإنتاج، والحفاظ على جودة المنتج بشكل متسق.
صيانة الآلات وتحديثها
الصيانة الدورية
تضمن الصيانة الدورية تشغيل آلات التشكيل بالنفخ والحقن بسلاسة وتساعد في الحفاظ على أوقات دورة ثابتة. ينبغي على المشغلين التركيز على عدة ممارسات أساسية:
- قم بتشحيم الأجزاء المتحركة لتقليل الاحتكاك وتبديد الحرارة. هذا الإجراء يحسن أداء الآلة وموثوقيتها.
- استبدل مواد التشحيم الملوثة لمنع زيادة الاحتكاك، مما قد يؤدي إلى زيادة استهلاك الطاقة وانخفاض الإنتاج.
- قم بجدولة عمليات فحص دورية للقوالب ومكونات الآلات. تساهم هذه الفحوصات في إطالة عمر المعدات ومنع الأعطال غير المتوقعة.
- حافظ على نظافة وجفاف القوالب والأجزاء لضمان إنتاج عالي الجودة.
- قم بإجراء فحوصات السلامة وتأكد من أن الآلة لا تزال مستوية ومتوازية.
تساعد المراقبة والصيانة المستمرة على تجنب التوقفات غير المجدولة. وعندما تحظى الآلات باهتمام منتظم، فإنها توفر أوقات دورة ثابتة ونتائج موثوقة.

الأتمتة
تُدخل الأتمتة تقنيات متطورة إلى عمليات قولبة النفخ بالحقن. تستخدم الأنظمة الحديثة محركات مؤازرة، وروبوتات، وأدوات مراقبة العمليات لتحسين الإنتاجية. يوضح الجدول أدناه كيف تدعم كل تقنية تحسين زمن الدورة:
| تكنولوجيا | المساهمة في تحسين وقت الدورة |
|---|---|
| محركات سيرفو | توفير تحكم دقيق في الحركات، مما يحسن الأداء ويقلل من استهلاك الطاقة. |
| الروبوتات | أتمتة عمليات مناولة وفحص الأجزاء، مما يزيد الإنتاجية ويقلل تكاليف العمالة. |
| أنظمة مراقبة العمليات | تتيح هذه الميزة إجراء تعديلات في الوقت الفعلي، مما يضمن إنتاجًا مستقرًا ومتسقًا. |
| تصميم القوالب المتقدم | تحسين هندسة القالب والتبريد، مما يؤدي إلى دورات أسرع وجودة أفضل للأجزاء. |
تساهم الأتمتة في تقليل الأخطاء اليدوية ودعم زيادة الإنتاج. وتساعد هذه الأنظمة المشغلين على الحفاظ على الكفاءة طوال عملية الإنتاج.
تدريب المشغلين
يلعب المشغلون المدربون تدريباً جيداً دوراً حاسماً في تقليل زمن دورة الإنتاج. تُحسّن برامج التدريب مهارات الموظفين وثقتهم بأنفسهم، مما يؤدي إلى اتخاذ قرارات أفضل. يُنتج المشغلون الذين يتبعون الإجراءات القياسية كميات أقل من الخردة ويحققون دورات إنتاج أقصر. تُؤدي العمليات المُحسّنة إلى إنتاج قطع غيار متسقة وعالية الجودة. كما يُساعد التدريب على تقليل تباين العمليات، مما يدعم إنتاجاً مستقراً وقابلاً للتنبؤ.
*نصيحة: تساعد الدورات التدريبية المنتظمة المشغلين على البقاء على اطلاع بأفضل الممارسات والتقنيات الجديدة، مما يضمن التحسينات المستمرة في وقت الدورة وجودة المنتج.
يحقق المصنّعون أوقات دورة أسرع من خلال تحسين معايير الحقن، ورفع كفاءة التبريد، وصيانة الآلات. كما يدعم التشغيل الآلي وتدريب المشغلين تحقيق نتائج متسقة. ويساهم التقييم المستمر في استدامة التحسينات على المدى الطويل.
- يقدم الموظفون ملاحظات قيّمة حول أوجه القصور في العمليات.
- غالباً ما تؤدي التعديلات الصغيرة أو المشاريع البحثية إلى تحسين الكفاءة.
- تشجع أساليب التغذية الراجعة الموحدة على التكيف المستمر.
تساعد المراقبة والتكيف المنتظمين الشركات على الحفاظ على قدرتها التنافسية مع تطور التكنولوجيا.
 |
 |
التعليمات
س: ما هي العوامل الأكثر تأثيراً على وقت الدورة في آلة التشكيل بالنفخ والحقن؟
ج: يعتمد زمن الدورة على عدة عوامل. يلعب تصميم القالب وكفاءة التبريد واختيار المواد أدوارًا رئيسية. يمكن للمشغلين الذين يحسنون هذه الجوانب في آلة قولبة النفخ بالحقن تحقيق إنتاج أسرع وجودة أفضل للأجزاء.
س: كيف يمكن للمشغلين تقليل العيوب في إنتاج آلات التشكيل بالنفخ والحقن؟
ج: يجب على المشغلين مراقبة معايير الحقن والحفاظ على درجة حرارة القالب المناسبة. تساعد الصيانة الدورية لآلة حقن القوالب بالنفخ على منع العيوب. كما يضمن التدريب اتباع المشغلين لأفضل الممارسات للحصول على نتائج متسقة.
س: لماذا تستغرق عملية التبريد أطول وقت في دورة آلة التشكيل بالنفخ والحقن؟
أ: تعمل عملية التبريد على إزالة الحرارة من القطعة المصبوبة. يجب أن تضمن آلة التشكيل بالنفخ والحقن تصلب القطعة قبل إخراجها. يؤدي استخدام جدران سميكة وتصميم غير مناسب لقناة التبريد إلى زيادة وقت التبريد، مما يبطئ عملية الإنتاج.
س: ما هي خطوات الصيانة التي تُحسّن كفاءة آلة التشكيل بالنفخ والحقن؟
ج: تضمن عمليات التشحيم والتنظيف والفحص الدورية استمرار تشغيل آلة التشكيل بالنفخ بالحقن بسلاسة. ينبغي على المشغلين استبدال الأجزاء البالية والتحقق من عدم وجود تسريبات. تساعد هذه الخطوات في الحفاظ على استقرار أوقات الدورة وتقليل وقت التوقف.
س: هل يمكن للأتمتة أن تساعد في تحسين أداء آلة قولبة النفخ بالحقن؟
ج: تعمل الأتمتة على تحسين الاتساق وتقليل الأخطاء البشرية. تدعم الروبوتات وأنظمة مراقبة العمليات في آلة قولبة النفخ بالحقن دورات أسرع وإنتاجية أعلى. كما تتيح الأتمتة إجراء تعديلات فورية أثناء الإنتاج.





















