الاستخدام الصحيح لآلة نفخ وحقن القوالب ذات الخطوة الواحدة
كثيرًا ما يتساءل المبتدئون عن كيفية إتقان تشغيل آلة حقن البلاستيك بالنفخ أحادية الخطوة. تُستخدم هذه الآلة لتشكيل البلاستيك إلى زجاجات تُستخدم للأدوية ومستحضرات التجميل ومنتجات التنظيف. يعتمد العديد من المصنّعين على هذه الآلة للحصول على أبعاد دقيقة للعنق واللولب، خاصةً للزجاجات الصغيرة. يتطلب تشغيلها خطوات دقيقة لضمان السلامة والجودة. مع التعليمات الواضحة، يمكن لأي شخص تعلّم كيفية استخدام آلة حقن البلاستيك بالنفخ أحادية الخطوة بأمان وكفاءة.
 |
 |
الميزات الرئيسية
- تجمع آلة التشكيل بالنفخ والحقن ذات الخطوة الواحدة بين عملية الحقن والنفخ في عملية واحدة، مما يوفر الوقت ويحسن جودة المنتج.
- يجب على المشغلين إجراء فحوصات السلامة وإعداد الآلة بشكل صحيح قبل الاستخدام لضمان التشغيل الآمن والفعال.
- يُعد اختيار الراتنج البلاستيكي المناسب وضبط درجة الحرارة والضغط الصحيحين أمراً بالغ الأهمية لإنتاج منتجات بلاستيكية عالية الجودة.
- اتباع الإجراءات خطوة بخطوة للتغذية والحقن والتسخين والنفخ والتبريد والإخراج يساعد على تجنب العيوب ويضمن نتائج متسقة.
- تساهم الصيانة الدورية واستكشاف الأعطال وإصلاحها في الحفاظ على تشغيل الجهاز بسلاسة ومنع المشاكل الشائعة، مما يدعم الإنتاجية على المدى الطويل.
نظرة عامة على آلة التشكيل بالنفخ والحقن أحادية الخطوة
المكونات الرئيسية
تتكون آلة التشكيل بالنفخ بالحقن أحادية الخطوة، والتي تُعرف غالبًا باسم آلة IBM، من عدة أجزاء أساسية. يؤدي كل مكون دورًا محددًا في عملية التشكيل بالنفخ بالحقن. يوضح الجدول أدناه المكونات الرئيسية ووظائفها:
| عنصر | وظيفة |
|---|---|
| وحدة التثبيت | يضمن استقرار القالب ويوفر قوة تثبيت أثناء الحقن. |
| وحدة الحقن | يقوم بصهر البلاستيك، وخلط الملونات، وحقن البلاستيك المنصهر في القالب. |
| الوحدة الإلكترونية | يعمل كنظام تحكم أو "عقل" الآلة. |
| النظام الهيدروليكي | يحول طاقة المحرك الكهربائي إلى حركات ميكانيكية، مما يوفر الطاقة اللازمة لعمل الآلة. |
| نظام الحماية | يحمي الآلة والمشغل من خلال ضمان السلامة أثناء تشغيل الآلة. |
تعمل هذه المكونات معًا لدعم عملية التشكيل بالحقن وعملية التشكيل بالنفخ داخل نفس الآلة.
كيف يعمل؟
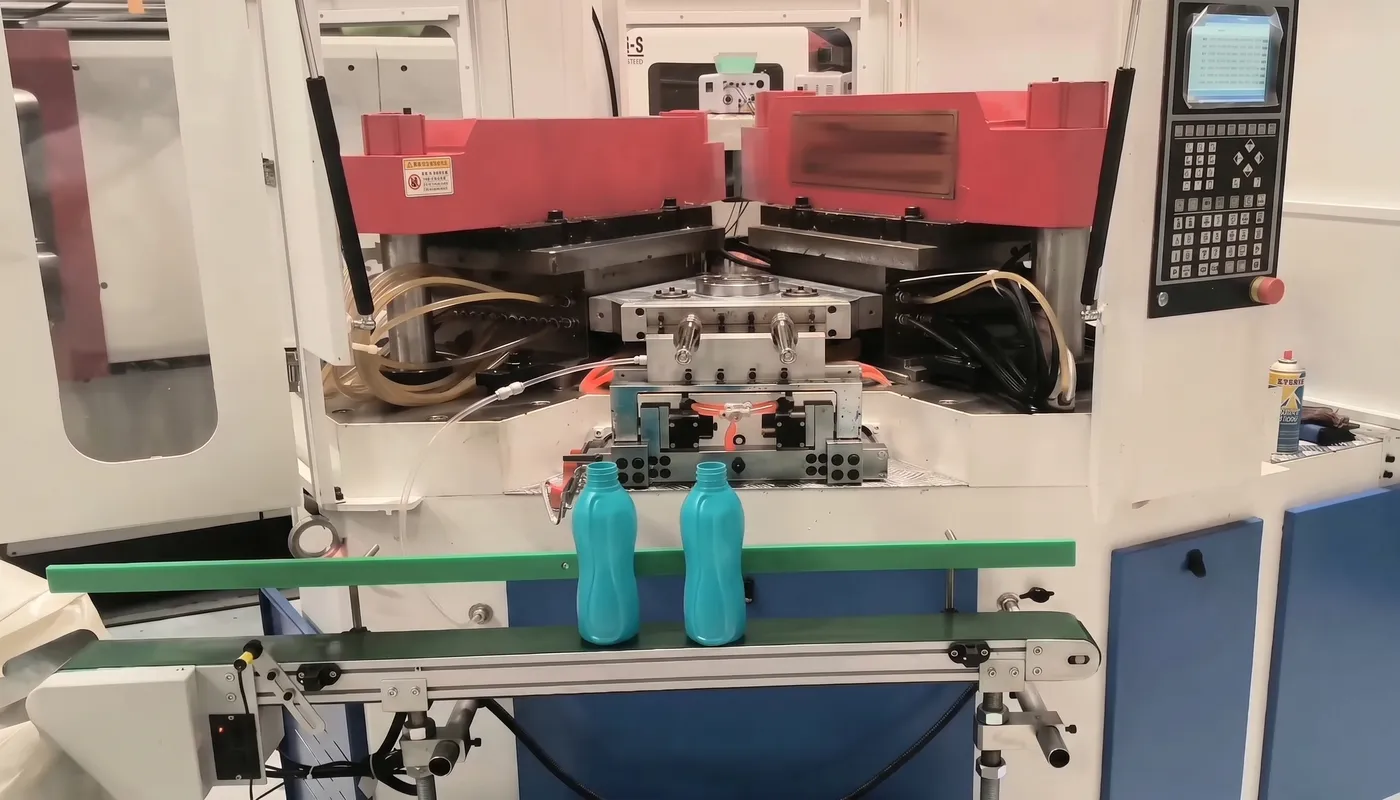
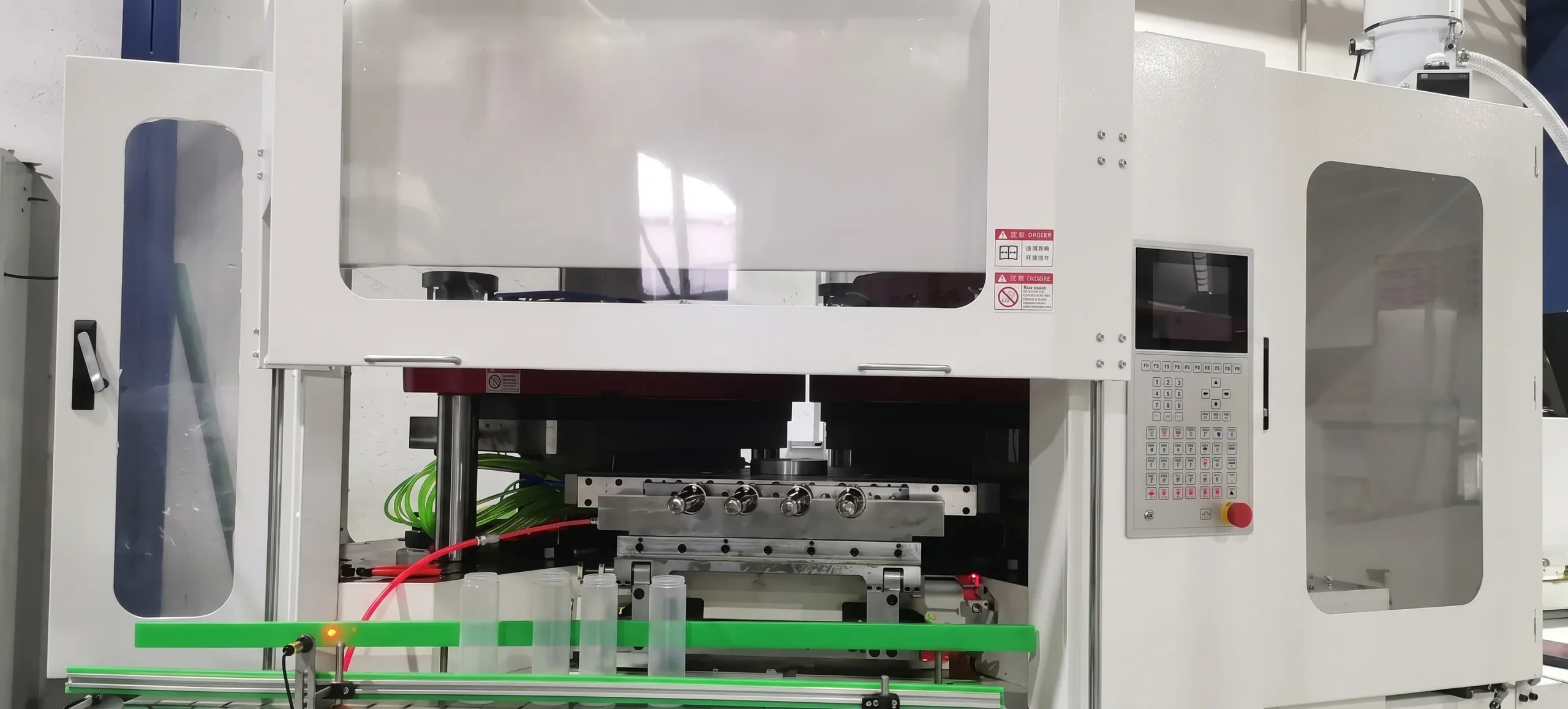
تدمج آلة IBM عمليتيّ التشكيل بالحقن والتشكيل بالنفخ في دورة واحدة متواصلة. تبدأ الآلة بصهر البلاستيك وحقنه في قالب لتشكيل قالب أولي. ثم تنقل المندريلات هذا القالب الأولي إلى وحدة التشكيل بالنفخ، حيث يُسخّن ويُنفخ ليطابق شكل المنتج النهائي. بعد ذلك، يدور الجزء المُشكّل بالنفخ داخل وحدة قفل القالب للتبريد. بعد التبريد، تتحرك المندريلات إلى موضع الإخراج، فيُفتح القالب، ويُخرج المنتج النهائي.
تختلف عملية التشكيل هذه عن الطرق الأخرى. ففي النظام ثنائي المراحل، تتم عملية التشكيل بالحقن وعملية التشكيل بالنفخ في آلات منفصلة. ماكينة نفخ القوالب بالحقن تجمع هذه الطريقة بين المرحلتين، مما يوفر الوقت ويقلل من عمليات المناولة. وعلى عكس عملية التشكيل بالنفخ بالبثق، التي تستخدم أسلوبًا مختلفًا لتشكيل القطعة الأولية، فإن طريقة الخطوة الواحدة تُبسط عملية الإنتاج وتُحسّن الكفاءة. كما أن دمج جميع الخطوات في آلة واحدة من IBM يُساعد المصنّعين على تحقيق جودة واتساق أفضل للمنتجات.
خطوات التحضير
فحوصات السلامة
قبل تشغيل جهاز IBM، يجب على المشغلين إكمال سلسلة من فحوصات السلامة. تساعد هذه الخطوات على منع الحوادث وضمان التشغيل السلس.
- افحص مكان العمل. أزل الحطام أو الزيت أو الماء من الأرضية ومنصة الآلة.
- تأكد من وجود جميع معدات السلامة وأنها تعمل بشكل صحيح. ويشمل ذلك طفايات الحريق، ومجموعات الإسعافات الأولية، ومعدات الحماية الشخصية مثل نظارات السلامة والقفازات وأحذية السلامة.
- تأكد من وجود جميع أجهزة السلامة الميكانيكية والهيدروليكية والكهربائية في مكانها. يجب تركيب الحواجز والأغطية وبوابات السلامة بشكل صحيح وأن تكون جاهزة للتشغيل.
- افحص الخراطيم والأسلاك والأدوات بحثًا عن أي تلف أو تآكل.
- افحص أزرار التوقف الطارئ وتأكد من أنها تعمل.
- التأكد من حصول المشغلين على التدريب اللازم في تشغيل الآلات، وإجراءات العزل والتحذير، وبروتوكولات السلامة.
- لا تقم بتجاوز أو تعديل أي جهاز أمان.
- نصيحة: يجب على المشغلين الإبلاغ فوراً عن أي مخاطر تتعلق بالسلامة أو مشاكل في المعدات لمنع الإصابة أو تلف الآلات.
إعداد الآلة
يُرسي الإعداد الصحيح للآلة الأساس لعملية ناجحة.
- نظف جهاز IBM جيداً. أزل أي بقايا مواد بلاستيكية وقم بتشحيم الأجزاء المتحركة.
- قم بتحضير المواد الخام والقوالب. تأكد من توفر الراتنجات البلاستيكية والمواد المضافة والملونات وتخزينها بشكل صحيح.
- قم بتركيب القالب الصحيح وثبته بإحكام. تحقق من موضع الفوهة ومحاذاة القالب للحفاظ على جودة المنتج.
- قم بتشغيل الجهاز، بما في ذلك المضخات والسخانات.
- اضبط إعدادات درجة الحرارة والضغط وفقًا لنوع البلاستيك ومتطلبات المشروع.
- قم بإعداد المعدات المساعدة، مثل أنظمة تبريد الهواء المضغوط والماء.
- قم بإجراء تجربة تشغيلية أو إنتاج عينة لضبط الإعدادات بدقة وتحديد أي مشاكل قبل التشغيل على نطاق واسع.
- ملاحظة: تقلل مساحة العمل النظيفة والمنظمة من مخاطر الانزلاق وتحسن الكفاءة أثناء التشغيل.

تحميل راتنج البلاستيك
اختيار الراتنج
يجب على المشغلين اختيار نوع الراتنج البلاستيكي المناسب قبل تشغيل آلة IBM. وتعتمد عملية الاختيار على الاستخدام النهائي للمنتجات البلاستيكية. تُعدّ معظم أنواع الراتنجات الحرارية، مثل PET وHDPE وLDPE وPP وPVC والبولي كربونات، مناسبةً لتقنية التشكيل بالنفخ والحقن. يوفر كل نوع من هذه الراتنجات مزايا فريدة لتطبيقات مختلفة. على سبيل المثال، يتميز PET بالشفافية والمتانة، مما يجعله مثاليًا لزجاجات المشروبات وعبوات الأدوية. يتميز HDPE بصلابته ومقاومته للمواد الكيميائية، مما يجعله مناسبًا لأباريق الحليب وزجاجات المنظفات. يتميز LDPE بمرونته، وهو مناسب لأنابيب مستحضرات التجميل. يقاوم البولي بروبيلين الحرارة، وهو مناسب لتطبيقات التعبئة الساخنة مثل زجاجات الشراب. يُعدّ PVC مفيدًا لتوافقه الكيميائي في الزجاجات الصيدلانية والصناعية. يوفر البولي كربونات مقاومة عالية للصدمات وشفافية بصرية عالية للاستخدامات الصعبة.
عند اختيار مادة الراتنج، ينبغي على المشغلين مراعاة عدة معايير:
- الغرض المقصود من الجزء، بما في ذلك القوة والمرونة والتعرض للمواد الكيميائية أو درجة الحرارة.
- الاحتياجات الجمالية، مثل اللون والشفافية وتشطيب السطح.
- المتطلبات التنظيمية، بما في ذلك معايير سلامة الأغذية أو سلامة الأطفال.
- خصائص المواد، مثل السلوك الحراري البلاستيكي وعائلة الراتنج.
- خصائص محددة مثل مقاومة الصدمات، ومقاومة الأشعة فوق البنفسجية، والتحمل الكيميائي.
تساعد هذه العوامل في ضمان توافق الراتنج مع احتياجات المكونات البلاستيكية المجوفة والحاويات البلاستيكية التي تستخدم لمرة واحدة.
ملء القادوس
بعد اختيار الراتنج المناسب، يجب على المشغلين ملء قادوس آلة IBM. يقوم القادوس بتخزين حبيبات البلاستيك وتغذيتها إلى الآلة لصهرها. ينبغي على المشغلين التأكد من نظافة القادوس وخلوه من أي بقايا. يجب عليهم صب حبيبات الراتنج المختارة في القادوس، مع الحرص على تجنب تلوثها بالغبار أو أي مواد أخرى. يساعد التغذية المنتظمة على الحفاظ على جودة المنتج ومنع الانسدادات. ينبغي على المشغلين مراقبة مستوى الراتنج في القادوس أثناء الإنتاج وإعادة تعبئته عند الحاجة لتجنب أي انقطاعات. تضمن المعالجة السليمة في هذه المرحلة كفاءة التشغيل وجودة المنتج العالية.
*نصيحة: ارتدِ دائمًا القفازات ونظارات السلامة عند التعامل مع الراتنج لمنع تهيج الجلد أو العين.
ضبط المعلمات
درجة الحرارة والضغط
يجب على المشغلين ضبط درجة الحرارة والضغط المناسبين قبل تشغيل آلة IBM. تلعب هذه المعايير دورًا أساسيًا في إنتاج منتجات بلاستيكية عالية الجودة. تضمن درجة حرارة التسخين المسبق جفاف الراتنج بشكل صحيح وانصهاره بالتساوي. تتطلب معظم أنواع الراتنج نسبة رطوبة تتراوح بين 0.04% و0.1% للحصول على أفضل النتائج. غالبًا ما يستخدم المشغلون التجفيف بالهواء الساخن عند درجة حرارة تتراوح بين 130 و150 درجة مئوية لمدة تتراوح بين ثلاث وخمس ساعات، أو التجفيف بالتفريغ عند درجة حرارة 150 درجة مئوية لمدة تتراوح بين أربع وخمس ساعات. تمنع هذه الخطوة حدوث عيوب ناتجة عن الرطوبة.
يجب أن تبقى درجة حرارة أسطوانة التشكيل أعلى من درجة انصهار الراتنج أو درجة تدفقه، ولكن أقل من درجة تحلله. على سبيل المثال، تتراوح درجات حرارة التشكيل للراتنجات الشائعة مثل SIVERAS™ بين 315 و350 درجة مئوية. يمكن للمشغلين تعديل درجة الحرارة بمقدار 10 إلى 20 درجة مئوية للفوهات الطويلة أو الضيقة. كما تؤثر درجة حرارة القالب على المنتج النهائي. فارتفاع درجة حرارة القالب، والذي يتراوح عادةً بين 90 و130 درجة مئوية، يُحسّن من قوة التعبئة واللحام، ولكنه قد يزيد من زمن دورة الإنتاج.
يجب أن يتناسب ضغط الحقن مع نوع الراتنج وتصميم القالب. تعمل معظم آلات IBM بضغوط حقن تتراوح بين 20 و90 ميجا باسكال. ينبغي على المشغلين البدء بضغط منخفض وزيادته تدريجيًا. يساعد هذا الأسلوب على تجنب عيوب مثل التدفق غير المرغوب فيه أو ظهور الفقاعات. يضمن ضغط التثبيت، الذي يُطبق بعد امتلاء التجويف، احتفاظ المنتج بشكله وكثافته. سرعة البرغي مهمة أيضًا؛ فالسرعات العالية تزيد من حرارة القص، ولكنها قد تتسبب في انصهار غير متساوٍ إذا تم ضبطها على سرعة عالية جدًا.
*نصيحة: ينبغي على المشغلين مراقبة درجة الحرارة والضغط طوال فترة الإنتاج. فالتعديلات البسيطة يمكن أن تمنع العيوب وتحسن جودة المنتج.
 |
 |
| مادة البولي إيثيلين تيريفثالات | مادة البولي بروبيلين |
 |
 |
| مادة البولي إيثيلين منخفض الكثافة | مادة البولي إيثيلين عالي الكثافة |
معايرة القالب
تضمن معايرة القالب إنتاج آلة IBM لأجزاء ذات أبعاد دقيقة وجودة ثابتة. يجب على المشغلين محاذاة القالب بشكل صحيح والتحقق من عدم وجود أي فجوات أو عدم محاذاة. كما يجب عليهم فحص سطح القالب بحثًا عن أي تآكل أو تلف قبل كل عملية تشغيل. تقلل المعايرة الصحيحة من مخاطر الزوائد، أو الحقن غير المكتمل، أو عدم انتظام سماكة الجدار.
يستخدم المشغلون عمليات اختبارية لضبط موضع القالب وقوة التثبيت بدقة. يقيسون عينات من الأجزاء ويقارنونها بمواصفات التصميم. إذا كانت القياسات خارج النطاق المقبول، يقومون بتعديل موضع القالب أو إعدادات الماكينة. تساعد عمليات فحص المعايرة الدورية في الحفاظ على اتساق المنتج وتقليل الفاقد.
يُحسّن القالب المُعاير بدقة كفاءة دورة الإنتاج. ويمكن لآلة IBM العمل لفترات أطول دون انقطاع عندما يكون القالب في حالة جيدة. ينبغي على المشغلين توثيق إعدادات المعايرة للرجوع إليها مستقبلاً. تُسهم هذه الممارسة في تسريع عملية الإعداد واستكشاف الأخطاء وإصلاحها أثناء عمليات الإنتاج اللاحقة.
*ملاحظة: يؤدي معايرة القالب بشكل متسق إلى تقليل العيوب وزيادة جودة المنتجات النهائية.
دليل الاستخدام خطوة بخطوة
يتطلب تشغيل آلة التشكيل بالنفخ بالحقن أحادية الخطوة سلسلة دقيقة من الإجراءات. يشرح دليل الاستخدام هذا كل مرحلة بالتفصيل، بدءًا من تغذية الراتنج وحتى إخراج الأجزاء المشكلة بالنفخ. يضمن الاهتمام الدقيق بدرجة الحرارة والتوقيت والفحص الحصول على نتائج عالية الجودة في عملية التشكيل بالنفخ.
التغذية والذوبان
يبدأ المشغلون بتغذية الراتنج البلاستيكي في القادوس. تستخدم آلة IBM درجة حرارة مضبوطة لفتحة التغذية لمنع تكتل الراتنج أو انسدادها. إذا ارتفعت درجة حرارة فتحة التغذية بشكل مفرط، فقد تذوب حبيبات الراتنج قبل الأوان، مما يتسبب في انسدادات وتوقف العملية. تستخدم معظم الآلات قنوات مائية للحفاظ على درجة حرارة فتحة التغذية عند المستوى الموصى به، وعادةً لا تقل عن 54 درجة مئوية (130 درجة فهرنهايت). بالنسبة للراتنجات المجففة قبل الاستخدام، يساعد ضبط درجة حرارة فتحة التغذية على حوالي 7 درجات مئوية (20 درجة فهرنهايت) أقل من درجة حرارة التجفيف على تجنب التكثيف والحفاظ على تدفق الراتنج بسلاسة. تضمن التغذية المنتظمة والإدارة الدقيقة لدرجة الحرارة انتقال الراتنج بكفاءة إلى البرغي والأسطوانة، حيث يذوب بالتساوي. تستخدم بعض الآلات المتقدمة تقنية التسخين بالتوصيل لتحسين كفاءة الذوبان، لكن معظمها يعتمد على آلات البثق اللولبية التقليدية.
*نصيحة: يجب على المشغلين مراقبة القادوس وفتحة التغذية بانتظام لمنع حدوث انقطاعات في عملية التشكيل بالنفخ.

حقن وتشكيل القوالب الأولية
بمجرد انصهار الراتنج، تبدأ آلة IBM عملية التشكيل بالحقن. يُغلق القالب ويُثبّت بقوة مُحددة مسبقًا. تدفع وحدة الحقن البلاستيك المنصهر إلى تجويف القالب، مُشكّلةً الشكل الأولي. وتؤثر عدة عوامل على جودة الشكل الأولي:
- يؤثر تصميم القالب ودقته على دقة الأبعاد.
- خصائص المادة، مثل الوزن الجزيئي وقوة الصدم والاستقرار.
- يضمن التحكم في درجة الحرارة في القادوس والأسطوانة والقالب ذوبانًا وتدفقًا مثاليين.
- يحدد ضغط الحقن وسرعة البرغي ووقت التثبيت مدى جودة ملء التجويف.
- تساعد أنظمة التبريد الموجودة في القالب على التحكم في الانكماش والتشوه.
يجب على المشغلين تحسين هذه المعايير لتقليل العيوب مثل التشوّه أو عدم انتظام السماكة. يُعدّ ضغط التعبئة ومدتها مهمين للغاية بالنسبة لقوالب البولي إيثيلين تيريفثالات (PET)، حيث يقللان من الانكماش ويحافظان على الشكل. تساعد فحوصات مراقبة الجودة خلال هذه المرحلة على اكتشاف المشكلات مبكرًا.
| عامل | التأثير على جودة القوالب الأولية |
|---|---|
| اختيار المواد | تؤثر درجة الراتنج على مقاومة الحرارة، ومقاومة المواد الكيميائية، والخواص الميكانيكية، مما يؤثر على الجودة النهائية. |
| تصميم القالب | تضمن الدقة تكوين الجنين بشكل سليم ودقة الأبعاد. |
| التحكم في درجة الحرارة | يحافظ نظام التحكم متعدد المناطق على المواد في أفضل حالة للتشكيل. |
| معلمات العملية | تؤثر سرعة البرغي وضغط الحقن والتوقيت على الانصهار والتجانس. |
| نظام التبريد | يؤدي التبريد الفعال إلى تقليل التشوه وتحسين جودة المنتج. |
تسخين القالب المسبق
بعد تشكيل القالب الأولي، تنقله آلة IBM إلى محطة التسخين. يُعد التسخين المتجانس ضروريًا للمرحلة التالية من عملية التشكيل بالنفخ. تُلفّ سخانات شريطية خزفية حول القالب الأولي، مما يوفر توزيعًا متساويًا للحرارة. يستخدم المشغلون أدوات تحكم دقيقة في درجة الحرارة لتجنب التسخين الزائد أو الناقص. تستخدم بعض الأنظمة سخانات شريطية خزفية لتسخين متجانس على طول القالب الأولي. قد تستخدم الآلات المتطورة التسخين الحثي لاستهداف مناطق محددة، مما يضمن وصول القالب الأولي بأكمله إلى درجة الحرارة الصحيحة. تساعد استراتيجيات التحكم ثنائية النقاط ووحدات التحكم PID في الحفاظ على التجانس، مما يقلل من خطر حدوث عيوب في الأجزاء النهائية المشكلة بالنفخ.
*ملاحظة: يؤدي التسخين الموحد للقوالب الأولية إلى تدفق أفضل للمواد وأشكال زجاجات أكثر اتساقًا.
 |
 |
عملية التشكيل بالنفخ
تنتقل القطعة الأولية الساخنة إلى وحدة التشكيل بالنفخ. يُغلق القالب حول القطعة الأولية، ويقوم الهواء المضغوط بنفخها باتجاه جدران القالب. تُشكّل هذه الخطوة البلاستيك إلى شكله النهائي. يجب على المشغلين مراقبة العديد من المعايير الهامة أثناء عملية التشكيل بالنفخ:
| المعلمة الحرجة | تأثير العيوب | أسباب تستدعي المراقبة | الضوابط الموصى بها |
|---|---|---|---|
| سمك الجدار | جدران غير مستوية، حجم غير متناسق | تقلبات تدفق الذوبان، وتآكل رأس القالب | اضبط معلمات البثق، وافحص رأس القالب |
| قوام انسياب الذوبان | انفجارات، عيوب سطحية | سرعة غير متناسقة، عيوب في التقريب | الحفاظ على ظروف مستقرة، وإجراء فحوصات دورية |
| تصميم قناة التبريد | عيوب سطحية، قواعد متأرجحة | تبريد غير متساوٍ، قنوات مسدودة | تحسين التصميم، والحفاظ على تدفق سائل التبريد |
| قوة التثبيت وضغط الهواء | لحامات رديئة، انفجارات | هواء منخفض الضغط وغير مستقر | معايرة الإعدادات وتثبيتها |
| درجة حرارة المادة | عيوب سطحية، لحامات رديئة | درجة حرارة المعالجة غير الصحيحة | اضبط ضمن النطاق الموصى به |
| تصميم القالب | مشاكل التشوه وسماكة الجدار | زوايا سحب سيئة، أبعاد تجويف | تحسين التوزيع والتبريد |
| صيانة المعدات | عيوب متعددة | مكونات بالية، تلوث | الفحص والتنظيف المنتظم |
ينبغي على المشغلين ضبط ضغط الهواء وقوة التثبيت لضمان تمدد القالب بشكل متساوٍ. كما تساعد مراقبة سمك الجدار ودرجة الحرارة على منع حدوث عيوب مثل المناطق الرقيقة أو الانفجارات. وتدعم بروتوكولات مراقبة الجودة، بما في ذلك فحوصات الأبعاد، الحصول على نتائج متسقة.
التبريد والطرد
تُعدّ عملية التبريد أطول مراحل دورة التشغيل. تستخدم آلة IBM قنوات مائية داخل القالب لإزالة الحرارة من الأجزاء المصنّعة بتقنية النفخ. بالنسبة للمنتجات ذات الجدران الرقيقة، يضمن التبريد الكامل قبل إخراجها من القالب احتفاظها بشكلها. أما بالنسبة للأجزاء السميكة، فيمكن للمشغلين إخراجها مبكرًا، بمجرد أن تتصلب الطبقة الخارجية بدرجة كافية لمقاومة التشوه. تزيد هذه الممارسة من الإنتاجية، ولكنها تتطلب مراقبة دقيقة لتجنب الالتواء أو الانكماش أثناء التبريد الهوائي. تقوم دبابيس الإخراج أو آليات أخرى بإزالة الجزء النهائي من القالب. يجب على المشغلين فحص كل جزء بحثًا عن أي عيوب قبل بدء الدورة التالية.
*نصيحة: يساعد تحسين تصميم نظام التبريد وتوقيته على تحقيق التوازن بين جودة المنتج وسرعة الإنتاج في عملية التشكيل بالنفخ.
يُقدّم دليل الاستخدام خطوة بخطوة مسارًا واضحًا لأي شخص يتعلم تشغيل آلة التشكيل بالنفخ بالحقن أحادية الخطوة. باتباع كل مرحلة بعناية ومراقبة المعايير الرئيسية، يمكن للمشغلين إنتاج قطع مصبوبة بالنفخ عالية الجودة بثقة.

استكشاف الأخطاء وإصلاحها ومراقبة الجودة
المشاكل الشائعة
يواجه المشغلون عادةً العديد من المشاكل عند استخدام آلة التشكيل بالنفخ والحقن أحادية الخطوة. تنشأ العديد من هذه المشاكل من دمج عمليتي الحقن والنفخ. قد تتسبب معايير الدورة غير الصحيحة، مثل درجة الحرارة غير المناسبة، أو مدة الدورة، أو وقت التبريد، في عيوب في المنتجات النهائية. كما أن القوالب المتسخة أو استخدام مواد فصل القوالب رديئة الجودة يؤدي إلى تدني جودة القطع. لذا، ينبغي على المشغلين ضبط معايير الدورة على الإعدادات المثلى وتنظيف القوالب جيدًا لإزالة الملوثات. ويؤدي استخدام مواد فصل القوالب عالية الجودة والمصممة خصيصًا للتشكيل بالنفخ إلى تحسين الكفاءة.
تتضمن بعض المشكلات الشائعة المتعلقة بالأجهزة ما يلي:
- الجهاز لا يعمل: يجب على المشغلين فحص مصدر الطاقة، وفحص الكابلات، والتحقق من مستويات درجة الحرارة داخل الحجرات. قد يلزم أيضًا ضبط إعدادات مفتاح الضغط.
- الآلة لا تتوقف: يمكن حل هذه المشكلة عن طريق فحص مفتاح الضغط، والتحقق من مستويات الزيت الهيدروليكي، والبحث عن تسريبات في الخراطيم.
- لا تستطيع الآلة الاحتفاظ بالضغط: غالبًا ما يؤدي فحص توصيلات الأسلاك، والكشف عن تسربات الهواء، واستبدال المرشحات المسدودة أو الأختام البالية إلى حل هذه المشكلة.
- الآلة صاخبة: يجب على المشغلين التحقق من التحكم في سرعة المحرك، والتحقق من وجود تسريبات، وفحص القوالب بحثًا عن الشقوق التي تسبب الاهتزازات.
ينبغي على المشغلين دائماً إعادة ضبط قواطع الدائرة الكهربائية والتحقق من وجود انسدادات في الخطوط قبل الاتصال بفني متخصص لطلب المساعدة.
نصائح للفحص
تضمن مراقبة الجودة أن كل قطعة تُنتجها آلات IBM تفي بالمعايير المطلوبة. ينبغي على المشغلين اتباع منهجية منظمة للحفاظ على الاتساق ومنع العيوب. تساعد الخطوات التالية في تحقيق نتائج موثوقة:
- تأهيل التثبيت (IQ): التحقق من تثبيت جهاز IBM والبنية التحتية بشكل صحيح.
- التأهيل التشغيلي (OQ): التأكد من أن المعدات تعمل ضمن نطاقات التشغيل المحددة.
- تأهيل الأداء (PQ): إثبات أن العملية تنتج باستمرار أجزاءً تلبي معايير الجودة.
- مراقبة المتغيرات الحرجة: تتبع درجة الحرارة والضغط وأوقات الدورة لتعزيز الاتساق واكتشاف الانحرافات مبكراً.
- الصيانة الدورية: تنظيف وتزييت وفحص مكونات الآلة بانتظام لمنع حدوث العيوب وإطالة عمرها الافتراضي.
- تدريب المشغلين: تزويد الموظفين بالمهارات اللازمة لتشغيل الآلات، واستكشاف الأعطال وإصلاحها، والسلامة.
- عمليات فحص مراقبة الجودة: فحص المنتجات المصنعة بشكل متكرر لاكتشاف العيوب مبكراً.
- تعديلات معلمات العملية: اضبط درجة حرارة البثق وافحص القوالب للحفاظ على سمك جدار ثابت ومنع عيوب السطح.
يُساعد الحفاظ على قيمة ثابتة لضغط الهواء أثناء عملية التشكيل بالحقن على تحقيق أبعاد موحدة للأجزاء ومنع تدهور الراتنج. كما ينبغي على المشغلين فحص موانع التسرب والصمامات لتجنب التسريبات وضبط ضغط الهواء حسب الحاجة. باتباع هذه الخطوات، يُمكنهم تحسين جودة المنتج وزيادة معدل إنتاج آلة IBM. يُساعد التحليل المنتظم للبيانات وتحسين العمليات على تحسين الكفاءة وضمان الامتثال للوائح.
 |
 |
 |
 |
السلامة والصيانة
العناية اليومية
يحافظ المشغلون على آلة IBM في أفضل حالاتها باتباع روتين صيانة يومي. يبدأون كل وردية بجولة تفقدية شاملة، بحثًا عن أي أعطال أو تسريبات. يستخدم أحد أعضاء الفريق قائمة فحص للتحقق من آلة قولبة الحقن واكتشاف المشاكل في مراحلها المبكرة. تنظيف الأسطوانة بإزالة بقايا البلاستيك يمنع التلوث. يقوم المشغلون بتصريف المياه من مبرد الزيت الهيدروليكي ومبرد القالب باستخدام ضواغط الهواء لمنع الصدأ. يضمن تزييت الأجزاء المتحركة، مثل المفصلات وأعمدة الدوران، التشغيل السلس.
كما يقومون بمراقبة فلاتر التجاوز وفلاتر شفط الزيت، وفحص مقاييس الضغط، وتنظيف الخراطيش أو استبدالها حسب الحاجة. يحتاج مروحة تبريد المحرك وصندوق الكهرباء إلى تنظيف منتظم لتجنب ارتفاع درجة الحرارة. يقوم المشغلون بإزالة المخلفات من طاولة الماكينة، ويحرصون على إبقاء منفذ إعادة الزيت مفتوحًا. تساعد كرات النفتالين الموجودة في صندوق الكهرباء على منع تلف القوارض. تشمل فحوصات السلامة التحقق من أزرار التوقف الطارئ، وفحص جميع واقيات السلامة، والتأكد من إحكام غلق الأغطية الكهربائية. لا يدخل المشغلون أبدًا إلى منطقة تثبيت القالب أو القادوس أثناء تشغيل ماكينة IBM. تساعد الصيانة اليومية المنتظمة على منع التآكل، والحفاظ على السلامة، وضمان جودة عالية للمنتج.
الصيانة طويلة الأجل
تضمن الصيانة الدورية تشغيل آلات IBM بكفاءة عالية لسنوات. يقوم المشغلون بفحص مستويات الزيت الهيدروليكي أسبوعيًا، ويرسلون عينات منه إلى المختبر لتحليلها كل أربعة أشهر. سنويًا، يقومون بفك البرغي لفحص ساقه وريشاته وقطره الداخلي. كما يتم فحص حلقات التسخين باستخدام مسبار حراري للكشف عن أي أسلاك تالفة. ويخضع المبادل الحراري لعملية غسل حمضي خفيف وفحص للملفات مرة واحدة سنويًا لمنع ارتفاع درجة حرارته.
تبقى لوحة التحكم الكهربائية نظيفة وخالية من الزيوت أو الشوائب. يتم فحص مراوح التبريد وإحكام توصيلاتها، ومعالجة أي تلف كهربائي. كما يتم فحص التجميعات الهيدروليكية، بما في ذلك المضخات والصمامات والخراطيم، للتأكد من عدم وجود تسريبات أو أصوات غير طبيعية. يتم فحص ثقوب الألواح للتأكد من عدم وجود تلف، وإعادة تشكيل الخيوط إذا لزم الأمر. يقوم المشغلون بصقل الألواح الحجرية بين تغييرات القوالب، ويفحصون البطانات وقضبان الربط وأنظمة التشحيم للتأكد من سلامة عملها.
تُقلل الصيانة الدورية من وقت التوقف غير المخطط له وتدعم الأداء الأمثل لآلة IBM. يتضمن تشغيل آلة قولبة النفخ بالحقن أحادية الخطوة عدة خطوات رئيسية:
1. تجهيز وتحميل مواد خام عالية الجودة. 2. ضبط درجة الحرارة وضغط الهواء بدقة. 3. مراقبة عملية التشكيل عن كثب. 4. ضمان التبريد المناسب وإخراج المنتج بسلاسة. 5. تشخيص الأعطال وصيانة الجهاز.
تُسهم السلامة والصيانة الدورية والمراقبة الدقيقة في تجنب الأخطاء الشائعة كالتشوه أو عدم اكتمال عملية التشكيل. يستفيد المبتدئون من الأدلة الإرشادية خطوة بخطوة، وجداول استكشاف الأخطاء وإصلاحها، ونصائح الخبراء. بالممارسة والتعلم المستمر، يُمكن لأي شخص إتقان عملية التشكيل بالنفخ وإنتاج منتجات بلاستيكية عالية الجودة.
مقارنة بين آلات IBM وآلات ISBM
في صناعة التغليف البلاستيكي، يُعدّ اختيار تقنية التشكيل المناسبة أمرًا بالغ الأهمية لضمان جودة المنتج النهائي وقوته وكفاءته. ومن بين أكثر التقنيات استخدامًا تقنية التشكيل بالنفخ بالحقن (IBM) وتقنية التشكيل بالنفخ بالتمديد بالحقن (ISBM). ورغم تشابه هاتين الطريقتين ظاهريًا، إلا أنهما تختلفان اختلافًا كبيرًا في العملية والتطبيق وخصائص المنتج.
1. لمحة عامة عن شركتي IBM وISBM
التشكيل بالحقن والنفخ (IBM) هو عملية تجمع بين التشكيل بالحقن والتشكيل بالنفخ لإنتاج منتجات بلاستيكية مجوفة في ثلاث مراحل: الحقن، والنفخ، والإخراج. ويُستخدم بشكل أساسي لإنتاج حاويات صغيرة عالية الدقة.
أما تقنية النفخ بالحقن والتمديد (ISBM)، فتعتمد على تمديد المادة البلاستيكية أثناء عملية النفخ لتحسين شفافيتها وقوتها الميكانيكية. وتُستخدم هذه التقنية على نطاق واسع في إنتاج زجاجات البولي إيثيلين تيريفثالات (PET) للمشروبات وغيرها من المنتجات الاستهلاكية.
2. مقارنة العمليات
خطوات عملية IBM:
يتم حقن البلاستيك في قالب لتشكيل قالب أولي أو قالب أولي.
يتم نقل الشكل الأولي إلى قالب النفخ.
يُستخدم الهواء المضغوط لنفخ القالب الأولي إلى شكل الحاوية النهائي.
يتم تبريد الحاوية ثم إخراجها.
خطوات عملية ISBM:
يتم تصنيع الشكل الأولي باستخدام تقنية قولبة الحقن.
يتم إعادة تسخين القالب الأولي ووضعه في قالب نفخ مطاطي.
يعمل قضيب التمديد على إطالة الشكل الأولي.
يتم استخدام الهواء المضغوط لنفخ الشكل الأولي إلى شكله النهائي، مما يؤدي إلى إنشاء حاوية ثنائية المحور.
3. ملاءمة المواد
تستخدم شركة IBM عادةً مواد مثل PP (البولي بروبيلين) و HDPE (البولي إيثيلين عالي الكثافة)، وهي مواد شائعة في التطبيقات الصيدلانية والتجميلية.
تم تحسين ISBM لمادة PET (بولي إيثيلين تيريفثالات)، وهي مادة معروفة بشفافيتها وقوتها الممتازة، وهي مثالية للمشروبات الغازية وزجاجات المياه.
4. استخدام المنتج
| ميزة | شركة آي بي إم | ISBM |
| المنتجات الشائعة | زجاجات قطرات العين، وعلب مستحضرات التجميل، والقوارير | زجاجات المياه، زجاجات المشروبات الغازية، العصير |
| حجم الزجاجة | صغير إلى متوسط | متوسط إلى كبير |
| سمك الجدار | متجانس لكن أكثر سمكًا | جدران رقيقة ذات بنية قوية |
| تشطيب السعر | سلس للغاية، ودقة عالية | شفافية ممتازة |
5. المزايا والعيوب
| شركة آي بي إم | ISBM | |
| المزايا | 1. دقة أبعاد عالية. 2. مناسب للإنتاج بكميات صغيرة. 3. فعال في عبوات الأدوية ومستحضرات التجميل. |
1. قوة ميكانيكية ممتازة بسبب التوجيه ثنائي المحور. 2. عبوات فائقة الوضوح وخفيفة الوزن. 3. مثالي للإنتاج بكميات كبيرة. |
| القيود | 1. خيارات مواد محدودة. 2. غير مناسب للحاويات الكبيرة. |
1. آلات أكثر تعقيداً. 2. زيادة استهلاك الطاقة. |
6. اعتبارات التكلفة والإنتاج
على الرغم من أن آلات IBM عموماً أقل تكلفة وأسهل تشغيلاً، إلا أنها ليست مثالية للإنتاج عالي السرعة. أما أنظمة ISBM، فرغم أنها أكثر تعقيداً وتكلفة، إلا أنها توفر كفاءة أكبر في الإنتاج الضخم، خاصةً للزجاجات المصنوعة من مادة PET.
بالنسبة للشركات التي تهدف إلى إنتاج عبوات شفافة بكميات كبيرة، آلات ISBM غالباً ما تكون هذه الاستثمارات أفضل. ومع ذلك، بالنسبة للشركات التي تركز على التغليف الدقيق في مجال الأدوية أو مستحضرات التجميل، توفر IBM تحكماً وتخصيصاً أفضل.
7. أيهما يجب أن تختار؟
اختر IBM إذا كان عملك ينتج زجاجات صغيرة ودقيقة ذات متطلبات قوة متوسطة، خاصةً في قطاعي الرعاية الصحية أو التجميل. اختر IBM إذا كنت بحاجة إلى زجاجات شفافة وخفيفة الوزن وقوية لتطبيقات الأغذية والمشروبات بكميات كبيرة. سيعتمد اختيارك في النهاية على متطلبات المواد، وحجم الإنتاج، ومدى تعقيد تصميم الزجاجة، والسوق المستهدف.
 |
 |
| آلة آي بي إم | آلة ISBM |
التعليمات
س: ما أنواع المنتجات التي يمكن لشركة IBM Machine تصنيعها؟
ج: تُنتج آلة IBM منتجات بلاستيكية مجوفة. تشمل المنتجات الشائعة زجاجات الأدوية ومستحضرات التجميل ومواد التنظيف. تستخدمها بعض المصانع لإنتاج البرطمانات والقوارير والعبوات الصغيرة. تُعدّ هذه الآلة مثالية للمنتجات التي تتطلب أشكالًا دقيقة للعنق واللولب.
س: كم مرة يجب على المشغلين إجراء الصيانة على أجهزة IBM؟
ج: ينبغي على المشغلين إجراء فحوصات وتنظيفات يومية. كما ينبغي عليهم إجراء فحص شامل وتزييت كل أسبوع. تشمل الصيانة السنوية فحص البرغي، وأحزمة التسخين، والنظام الهيدروليكي. تساعد العناية المنتظمة على منع الأعطال والحفاظ على تشغيل آلة IBM بسلاسة.
س: لماذا تحتاج آلة IBM إلى تحكم دقيق في درجة الحرارة؟
أ: يضمن التحكم الدقيق في درجة الحرارة ذوبان الراتنج بشكل متساوٍ، مما يمنع حدوث عيوب مثل التشوّه أو الفقاعات. تستخدم آلة IBM سخانات ومستشعرات للحفاظ على استقرار العملية. يؤدي التحكم الجيد في درجة الحرارة إلى جودة منتج أعلى وتقليل الفاقد.
س: هل يمكن للمبتدئين تشغيل جهاز IBM بأمان؟
ج: نعم، يمكن للمبتدئين تشغيل آلة IBM بأمان. يجب عليهم اتباع قواعد السلامة، وارتداء معدات الوقاية الشخصية، وإكمال التدريب. تحتوي الآلة على وسائل حماية وأزرار إيقاف طارئ. يساعد الإشراف والأدلة الإرشادية خطوة بخطوة المشغلين الجدد على تجنب الحوادث.
س: ماذا يجب على المشغلين فعله إذا توقفت آلة IBM فجأة؟
أ: يجب على المشغلين فحص مصدر الطاقة أولاً. عليهم فحص أزرار التوقف الطارئ، والصمامات، وقواطع الدائرة. إذا استمرت المشكلة، فعليهم مراجعة لوحة التحكم بحثًا عن رموز الأعطال. يجب على المشغلين إبلاغ المشرف أو الفني عن أي مشاكل خطيرة.





















