इंजेक्शन ब्लो मोल्डिंग मशीन में साइकिल टाइम को अनुकूलित करने के लिए शीर्ष सुझाव
इंजेक्शन ब्लो मोल्डिंग मशीन में चक्र समय को अनुकूलित करने के लिए प्रत्येक उत्पादन चरण का सावधानीपूर्वक विश्लेषण और सुधार आवश्यक है। चक्र समय उत्पादकता और लागत को सीधे प्रभावित करता है। उदाहरण के लिए, चक्र को 24 से 28 सेकंड तक बढ़ाने से दैनिक उत्पादन 6000 से घटकर लगभग 5143 पीस हो सकता है और विनिर्माण लागत 141 TP3T से अधिक बढ़ सकती है। छोटे चक्र दक्षता और प्रतिस्पर्धात्मकता को बढ़ाते हैं। जो ऑपरेटर पिघलने के तापमान, मोल्ड डिजाइन, दीवार की मोटाई और शीतलन विधियों जैसे क्षेत्रों पर ध्यान केंद्रित करते हैं, वे अक्सर महत्वपूर्ण लाभ प्राप्त करते हैं। नियमित मूल्यांकन और समायोजन से उच्चतम प्रदर्शन बनाए रखने में मदद मिलती है।
मुख्य विधियाँ
- उत्पादन चक्र की अवधि कम करने से उत्पादकता बढ़ती है और लागत घटती है। यहाँ तक कि उत्पादन चक्र की अवधि में थोड़ी सी वृद्धि भी दैनिक उत्पादन को काफी हद तक कम कर सकती है।
- शीतलन समय को अनुकूलित करने पर ध्यान केंद्रित करें, क्योंकि आमतौर पर चक्र में सबसे अधिक समय इसी में लगता है। कुशल शीतलन प्रणालियाँ समग्र चक्र समय को काफी हद तक कम कर सकती हैं।
- गति और उत्पाद की गुणवत्ता में संतुलन बनाए रखने के लिए गति, दबाव और तापमान जैसे इंजेक्शन मापदंडों की नियमित रूप से निगरानी करें और उन्हें समायोजित करें।
- निरंतर प्रदर्शन सुनिश्चित करने और मशीन के बंद रहने के समय को कम करने के लिए ऑपरेटरों के प्रशिक्षण और मशीन के रखरखाव में निवेश करें।
- सटीकता और दक्षता बढ़ाने के लिए स्वचालन प्रौद्योगिकियों का उपयोग करें, जिससे चक्र तेज हो और उत्पादन में सुधार हो।
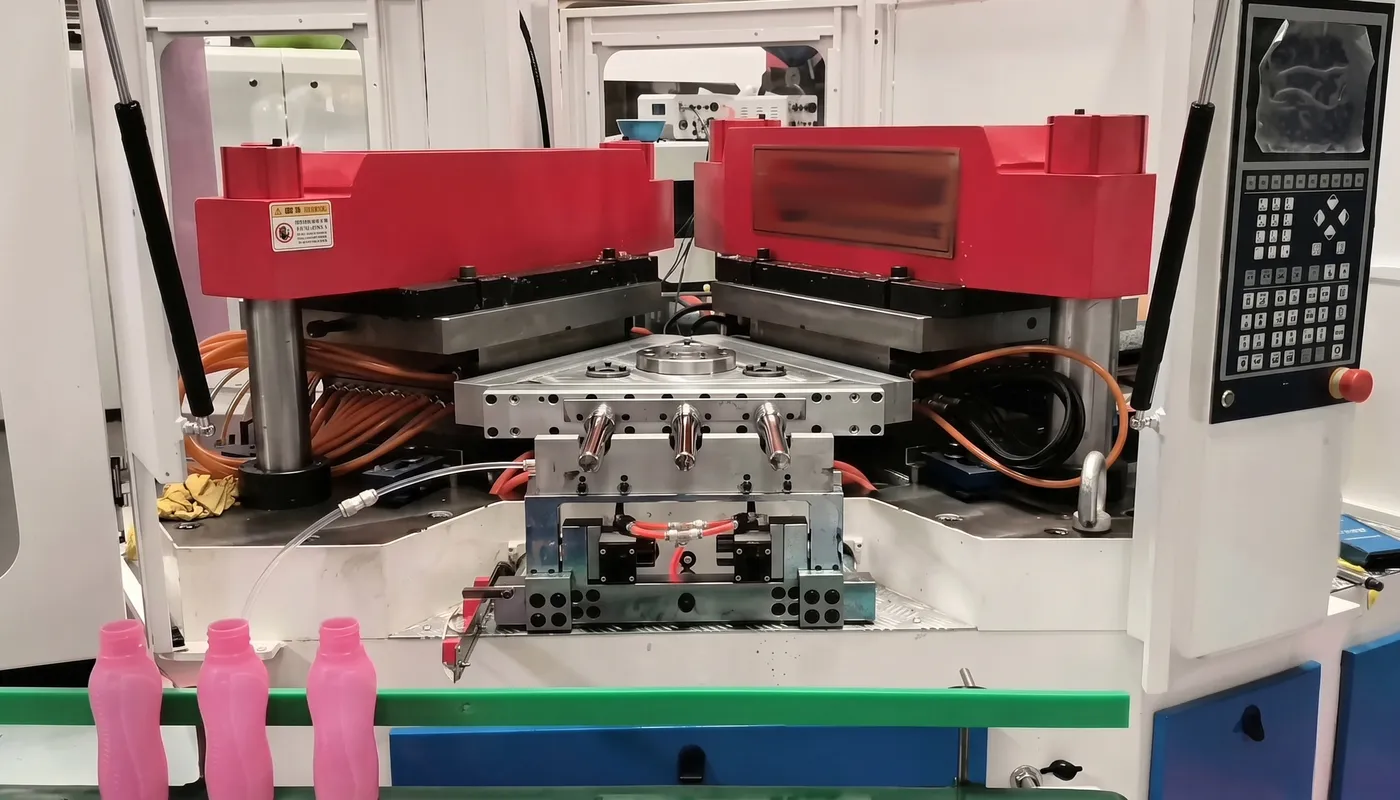
इंजेक्शन ब्लो मोल्डिंग मशीन चक्र
प्रमुख चरणों का अवलोकन
एक आईबीएम मशीन कई सुस्पष्ट चरणों से होकर गुजरती है। प्रत्येक चरण कुल चक्र समय निर्धारित करने में महत्वपूर्ण भूमिका निभाता है। प्रक्रिया क्लैम्पिंग से शुरू होती है, जहाँ मोल्ड के दोनों हिस्से मजबूती से बंद हो जाते हैं। इसके बाद, इंजेक्शन चरण में प्लास्टिक को पिघलाकर मोल्ड में इंजेक्ट किया जाता है। फिर शीतलन होता है, जिससे मोल्ड के अंदर पार्ट सख्त हो जाता है। अंत में, इजेक्शन चरण में तैयार पार्ट को मोल्ड से बाहर निकाल लिया जाता है। नीचे दी गई तालिका इन चरणों का सारांश प्रस्तुत करती है:
| अवस्था | विवरण | सामान्य समय सीमा |
|---|---|---|
| क्लैम्पिंग | मोल्ड के दोनों हिस्सों को एक क्लैम्पिंग यूनिट द्वारा बंद किया जाता है। | लागू नहीं |
| इंजेक्शन | प्लास्टिक के दानों को पिघलाकर सांचे में डाला जाता है। | लागू नहीं |
| शीतलक | सांचे में ही पुर्जे के ठंडा होने और सख्त होने की प्रक्रिया चलती है, जिसमें सबसे अधिक समय लगता है। | लागू नहीं |
| बेदख़ल | भाग को सांचे से बाहर निकाला जाता है, जिसके लिए इजेक्शन सिस्टम की आवश्यकता हो सकती है। | लागू नहीं |
ऑपरेटरों को चक्र समय में सुधार की गुंजाइश पहचानने के लिए प्रत्येक चरण को समझना आवश्यक है। शीतलन में आमतौर पर सबसे अधिक समय लगता है, इसलिए इस चरण को अनुकूलित करने से अक्सर सबसे अधिक लाभ मिलता है।

चक्र समय क्यों मायने रखता है?
चक्र समय, आईबीएम मशीन के एक पूर्ण अनुक्रम को पूरा करने में लगने वाली अवधि को मापता है। कम चक्र समय का अर्थ है समान अवधि में अधिक पुर्जों का उत्पादन, जो उत्पादन क्षमता और लागत दक्षता को सीधे प्रभावित करता है। चक्र समय बढ़ने पर, तैयार पुर्जों की संख्या घट जाती है और लागत बढ़ जाती है। उदाहरण के लिए, चक्र समय में थोड़ी सी वृद्धि से दैनिक उत्पादन सैकड़ों पुर्जों तक कम हो सकता है।
*सुझाव: शटल मोल्ड सिस्टम दो मोल्डों में एक साथ इंजेक्शन की सुविधा देकर चक्र समय को कम करने में मदद कर सकता है। यह विधि शीतलन समय का अधिक प्रभावी ढंग से उपयोग करती है और 30 सेकंड या उससे अधिक के चक्र समय में दक्षता को 200% तक बढ़ा सकती है।
उत्पादन चक्र में लगने वाले समय को कम करने पर ध्यान केंद्रित करने वाले निर्माताओं को प्रतिस्पर्धात्मक लाभ मिलता है। वे उच्च उत्पादन लक्ष्यों को प्राप्त कर सकते हैं और परिचालन लागत को कम कर सकते हैं। आईबीएम मशीन चक्र में बचाया गया प्रत्येक सेकंड उत्पादन और लाभप्रदता में महत्वपूर्ण वृद्धि दर्शाता है।
इंजेक्शन चरण का अनुकूलन
इंजेक्शन पैरामीटर
इंजेक्शन ब्लो मोल्डिंग कई महत्वपूर्ण मापदंडों पर निर्भर करती है जो उत्पाद की गुणवत्ता और प्रभावी चक्र समय दोनों को सीधे प्रभावित करते हैं। ऑपरेटरों को इंजेक्शन की गति, दबाव सेटिंग्स और मोल्ड के तापमान पर विशेष ध्यान देना चाहिए। ये कारक निर्धारित करते हैं कि आईबीएम मशीन कितनी जल्दी और कुशलता से मोल्ड को भरती है और प्लास्टिक सामग्री कितनी अच्छी तरह प्रवाहित होती है।
| पैरामीटर | गुणवत्ता और गति पर प्रभाव |
|---|---|
| इंजेक्शन गति | प्रवाह क्षमता को प्रभावित करता है; मध्यम श्यानता वाले प्लास्टिक के लिए मध्यम गति; दोषों से बचने के लिए इंजीनियरिंग प्लास्टिक के लिए उच्च गति। |
| इंजेक्शन दबाव | यह भरने की प्रक्रिया और अंतिम उत्पाद की गुणवत्ता को प्रभावित करता है; कम तरलता वाली सामग्रियों के लिए उच्च दबाव की आवश्यकता हो सकती है। |
| मोल्ड तापमान | कम प्रवाह क्षमता पर काबू पाने के लिए यह महत्वपूर्ण है; पीसी और पीए+जीएफ जैसी सामग्रियों के लिए उच्च तापमान की आवश्यकता हो सकती है। |
ऑपरेटरों को गति और गुणवत्ता के बीच सर्वोत्तम संतुलन प्राप्त करने के लिए इन मापदंडों को ठीक से समायोजित करना चाहिए। उदाहरण के लिए, इंजेक्शन की गति बढ़ाने से मोल्ड को तेजी से भरने में मदद मिल सकती है, लेकिन अत्यधिक गति से दोष उत्पन्न हो सकते हैं। दबाव को समायोजित करने से मोल्ड पूरी तरह से भर जाता है, जबकि मोल्ड का उचित तापमान सामग्री के सुचारू प्रवाह में सहायक होता है। उत्पाद की गुणवत्ता में उतार-चढ़ाव से बचने के लिए आईबीएम मशीन की सेटिंग्स को स्थिर रखना आवश्यक है।
*सुझाव: इंजेक्शन मापदंडों की नियमित निगरानी और समायोजन से इष्टतम मोल्डिंग चक्र समय बनाए रखने और अनावश्यक देरी को रोकने में मदद मिल सकती है।

सामग्री चयन
सामग्री का चयन चक्र समय और उत्पाद प्रदर्शन को अनुकूलित करने में महत्वपूर्ण भूमिका निभाता है। विभिन्न प्लास्टिक में अद्वितीय गुण होते हैं जो इंजेक्शन मोल्डिंग में उनकी प्रक्रिया की गति को प्रभावित करते हैं। नीचे दी गई तालिका सामान्य सामग्रियों और चक्र समय पर उनके प्रभाव को दर्शाती है:
| सामग्री प्रकार | चक्र समय पर प्रभाव |
|---|---|
| क्रिस्टल पॉलीस्टाइरीन | इसके ऊष्मीय गुणों के कारण शीतलन समय प्रभावित होता है |
| एलडीपीई | कम श्यानता के कारण आमतौर पर इसका चक्र समय तेज़ होता है। |
| polypropylene | यह अच्छी मेल्ट स्ट्रेंथ प्रदान करता है, जिससे इंजेक्शन की गति प्रभावित होती है। |
| पालतू | इसके लिए अधिक शीतलन समय की आवश्यकता होती है, जिससे समग्र चक्र समय प्रभावित होता है। |
| polysulfone | उच्च ताप स्थिरता चक्र दक्षता को प्रभावित कर सकती है। |
सही सामग्री का चयन करना आईबीएम मशीन इससे चक्र समय को कम करने और समग्र दक्षता में सुधार करने में मदद मिल सकती है। उदाहरण के लिए, LDPE अपनी कम चिपचिपाहट के कारण तेज़ चक्रों की अनुमति देता है, जबकि PET को ठंडा करने में अधिक समय लग सकता है। मोल्ड में ठंडा होने पर पॉलिमर का मापांक व्यवहार भी बदल जाता है, जिससे भाग को बाहर निकालने का समय प्रभावित होता है। अनाकार और अर्ध-क्रिस्टलीय पॉलिमर तापमान के साथ अलग-अलग व्यवहार करते हैं, इसलिए इन अंतरों को समझने से ऑपरेटरों को बेहतर सामग्री चुनने में मदद मिलती है।
*नोट: दीवार की मोटाई भी ऊष्मा स्थानांतरण दर और निष्कासन तापमान को प्रभावित करती है। पतली दीवारें जल्दी ठंडी होती हैं, जिससे आपके चक्र समय में कमी आ सकती है और मोल्डिंग चक्र समय में सुधार हो सकता है।
 |
 |
| पीईटी सामग्री | एलडीपीई सामग्री |
इंजेक्शन में चक्र समय कम करें
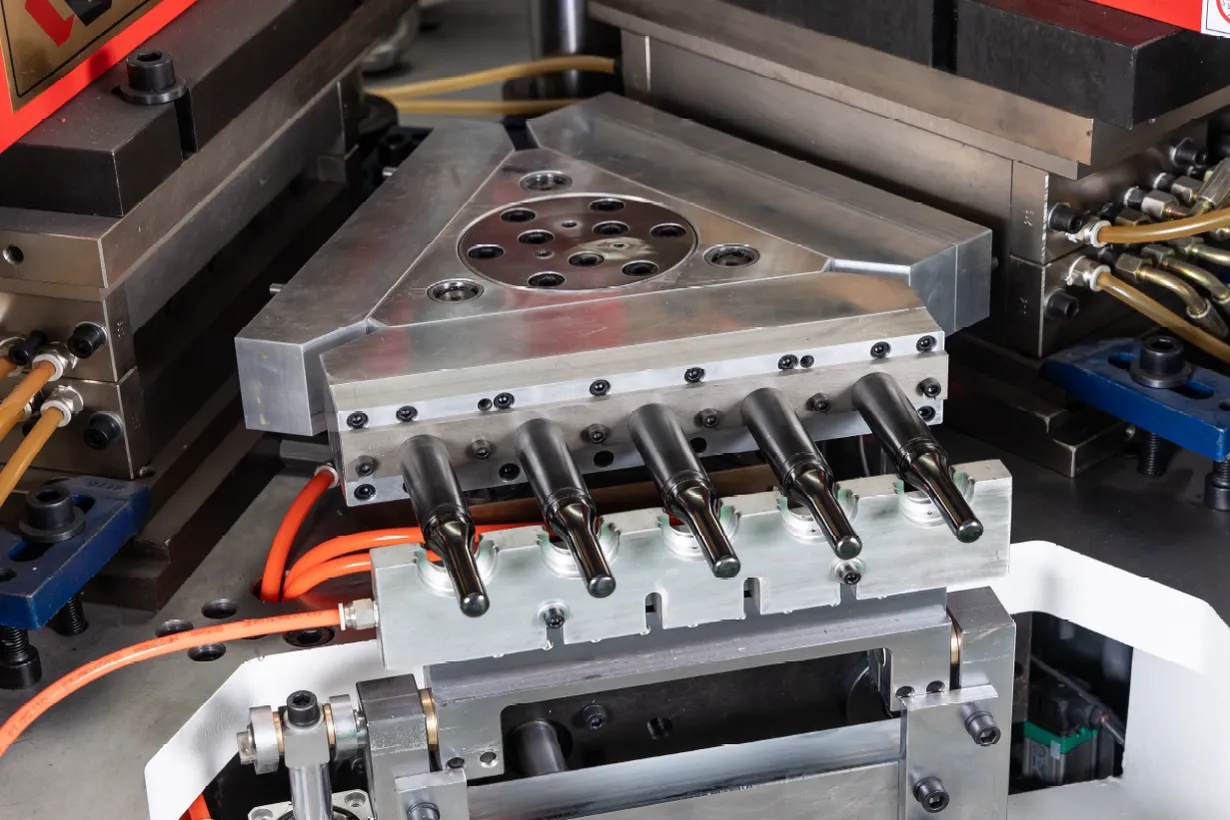
इंजेक्शन चरण के दौरान चक्र समय को कम करने के लिए ऑपरेटर कई कदम उठा सकते हैं। सबसे पहले, उन्हें पुर्जे के प्रभावी ढंग से कार्य करने के लिए आवश्यक न्यूनतम मोटाई बनाए रखनी चाहिए। पतली दीवारें तेजी से शीतलन और कम मोल्डिंग चक्र की अनुमति देती हैं। दूसरे, आईबीएम मशीन को उचित इंजेक्शन दबाव और गति के लिए ठीक से समायोजित किया जाना चाहिए। नियमित रखरखाव यह सुनिश्चित करता है कि मशीन सर्वोत्तम प्रदर्शन पर कार्य करे।
एक अच्छी तरह से डिज़ाइन किया गया इजेक्शन सिस्टम भी चक्र समय को कम करने में महत्वपूर्ण भूमिका निभाता है। यदि इजेक्शन बल बहुत अधिक हो, तो यह प्रीफॉर्म को विकृत कर सकता है। यदि यह बहुत कम हो, तो पुर्जे चिपक सकते हैं और उन्हें मैन्युअल हस्तक्षेप की आवश्यकता हो सकती है। अनुकूलित इजेक्शन सिस्टम कोमल लेकिन मजबूत रिलीज की अनुमति देते हैं, जिससे क्षति को रोका जा सकता है और तेजी से इजेक्शन संभव हो पाता है। पॉलिश की हुई सतहें, अच्छे ड्राफ्ट कोण और वायु सहायता सुविधाएँ रुकावटों से बचने और न्यूनतम शीतलन समय सुनिश्चित करने में मदद करती हैं।
हॉट रनर सिस्टम का प्रदर्शन भी एक महत्वपूर्ण कारक है। सिस्टम में असमान ताप या खराब संतुलन के कारण भरने में अनियमितता और चक्रों में अधिक समय लग सकता है। तापमान की एकरूपता और रनर का उचित संतुलन सुनिश्चित करने से चक्र का प्रभावी समय बनाए रखने में मदद मिलती है।
ऑपरेटरों को संभव होने पर पिघलने के तापमान को कम करने पर भी विचार करना चाहिए। मोल्ड का तापमान कम होने से ऊष्मा का स्थानांतरण बेहतर होता है, जिससे मोल्डिंग का समय कम हो सकता है। बाहरी परत के तेजी से जमने से कठोरता बढ़ती है और सिंक मार्क्स जैसे दोष कम होते हैं। हालांकि, पिघलने के तापमान को बहुत ज्यादा कम करने से उत्पाद की गुणवत्ता प्रभावित हो सकती है, इसलिए ऑपरेटरों को सही संतुलन बनाए रखना आवश्यक है।
मुख्य बिंदु: ऑपरेटरों के प्रशिक्षण और मशीनों के नियमित रखरखाव में निवेश करने से चक्र समय को अनुकूलित करने में मदद मिलती है और इंजेक्शन मोल्डिंग में लगातार परिणाम सुनिश्चित होते हैं।
इन रणनीतियों पर ध्यान केंद्रित करके, निर्माता चक्र समय को कम करने और इंजेक्शन चरण को अनुकूलित करने में महत्वपूर्ण लाभ प्राप्त कर सकते हैं। इन सुधारों से उच्च उत्पादकता, बेहतर उत्पाद गुणवत्ता और कम उत्पादन लागत प्राप्त होती है।
होल्डिंग और पैकिंग अनुकूलन
दबाव बनाए रखना
इंजेक्शन ब्लो मोल्डिंग प्रक्रिया में होल्डिंग प्रेशर एक महत्वपूर्ण भूमिका निभाता है। ऑपरेटर प्रारंभिक इंजेक्शन के बाद पार्ट के आकार को बनाए रखने के लिए इस प्रेशर का उपयोग करते हैं। होल्डिंग प्रेशर का उचित नियंत्रण यह सुनिश्चित करता है कि प्लास्टिक बिना किसी दोष के मोल्ड के हर हिस्से को भर दे। यदि प्रेशर बहुत अधिक हो, तो पार्ट बहुत घना हो सकता है या विकृत भी हो सकता है। यदि प्रेशर बहुत कम हो, तो पार्ट सही आकार में नहीं बन पाएगा। सर्वोत्तम परिणाम प्राप्त करने के लिए ऑपरेटरों को होल्डिंग प्रेशर पर, विशेष रूप से शीतलन चरण के दौरान, बारीकी से नज़र रखनी चाहिए। सही समय पर प्रेशर को समायोजित करने से आंतरिक तनाव कम होता है और अगले शीतलन चरण में सुचारू रूप से आगे बढ़ने में मदद मिलती है।
 |
 |
पैकिंग का समय
पैकिंग समय से तात्पर्य उस अवधि से है जब सांचा भरने के बाद भी मशीन दबाव बनाए रखती है। इस चरण से सामग्री को ठंडा होने पर होने वाले संकुचन की भरपाई करने का समय मिलता है। कम पैकिंग समय चक्र को गति दे सकता है, लेकिन इससे अपूर्ण पुर्जे बन सकते हैं। अधिक पैकिंग समय प्रक्रिया को धीमा कर सकता है और लागत बढ़ा सकता है। ऑपरेटरों को पुर्जे की बनावट और वजन को देखकर इष्टतम पैकिंग समय का पता लगाना चाहिए। उन्हें शीतलन चरण पर भी विचार करना चाहिए, क्योंकि सही पैकिंग समय पुर्जे को तेजी से ठोस बनाने और निष्कासन के लिए तैयार करने में मदद कर सकता है। संतुलित पैकिंग समय दोषों के जोखिम को कम करता है और समग्र दक्षता में सुधार करता है।
अधिक सामान भरने से बचें
इंजेक्शन ब्लो मोल्डिंग में अत्यधिक पैकिंग से कई समस्याएं उत्पन्न हो सकती हैं। अत्यधिक पैकिंग से बचने के लिए, ऑपरेटरों को उपकरण और प्रसंस्करण मापदंडों को अनुकूलित करना होगा। उन्हें पिघले हुए धातु के तापमान को नियंत्रित करना चाहिए और शॉट के आकार में एकरूपता सुनिश्चित करनी चाहिए। उपकरण की गुणवत्ता भी महत्वपूर्ण है। खराब स्क्रू और वाल्व अत्यधिक पैकिंग का कारण बन सकते हैं, जिससे पुर्जों की गुणवत्ता प्रभावित होती है और अपशिष्ट बढ़ता है। सटीक प्रसंस्करण तकनीकों पर ध्यान केंद्रित करके और उपकरणों का रखरखाव करके, निर्माता इन समस्याओं से बच सकते हैं।
| अधिक सामान भरने का प्रभाव | नतीजे |
|---|---|
| समूह की गति में वृद्धि | संभावित मोल्ड फ्लैशिंग |
| अकुशल प्रक्रिया | चक्र समय में वृद्धि |
| अत्यधिक सामग्री का उपयोग | उच्च लागत और अपव्यय |
अत्यधिक पैकिंग से शीतलन प्रक्रिया भी प्रभावित होती है। इससे शीतलन प्रक्रिया लंबी हो सकती है, जिसके परिणामस्वरूप चक्र का समय बढ़ जाता है और सामग्री की खपत भी अधिक होती है। संचालकों को शीतलन प्रक्रिया के दौरान हमेशा अत्यधिक पैकिंग के संकेतों की जांच करनी चाहिए और आवश्यकतानुसार समायोजन करना चाहिए। अत्यधिक पैकिंग को रोककर वे शीतलन प्रक्रिया को प्रभावी बनाए रख सकते हैं और उच्च गुणवत्ता वाला उत्पादन सुनिश्चित कर सकते हैं।
*सुझाव: पार्ट की गुणवत्ता से समझौता किए बिना शीतलन चरण को यथासंभव छोटा रखने के लिए होल्डिंग प्रेशर और पैकिंग टाइम सेटिंग्स की नियमित रूप से समीक्षा करें।
शीतलन दक्षता
ठंड का समय
इंजेक्शन ब्लो मोल्डिंग चक्र में शीतलन समय सबसे लंबा चरण होता है। कुशल शीतलन प्रणालियाँ इस चरण को काफी कम कर सकती हैं, जिससे कुल चक्र समय में कमी आती है। आईबीएम मशीन एकसमान शीतलन से लाभान्वित होती है, जो उत्पाद के विरूपण और आंतरिक तनाव को रोकने में सहायक होती है। शीतलन समय को अनुकूलित करने वाले ऑपरेटर उत्पादन समय और उत्पाद की गुणवत्ता दोनों में सुधार देखते हैं। एकसमान शीतलन यह सुनिश्चित करता है कि प्रत्येक भाग अपना आकार और गुणवत्ता बनाए रखे, जिससे दोषों का जोखिम कम होता है। जब शीतलन समय बहुत लंबा होता है, तो उत्पादन समय बढ़ जाता है, जिससे उत्पादन कम होता है और लागत बढ़ जाती है। भाग की गुणवत्ता बनाए रखते हुए शीतलन समय को कम करने से निर्माता कम समय में अधिक भाग बना सकते हैं।
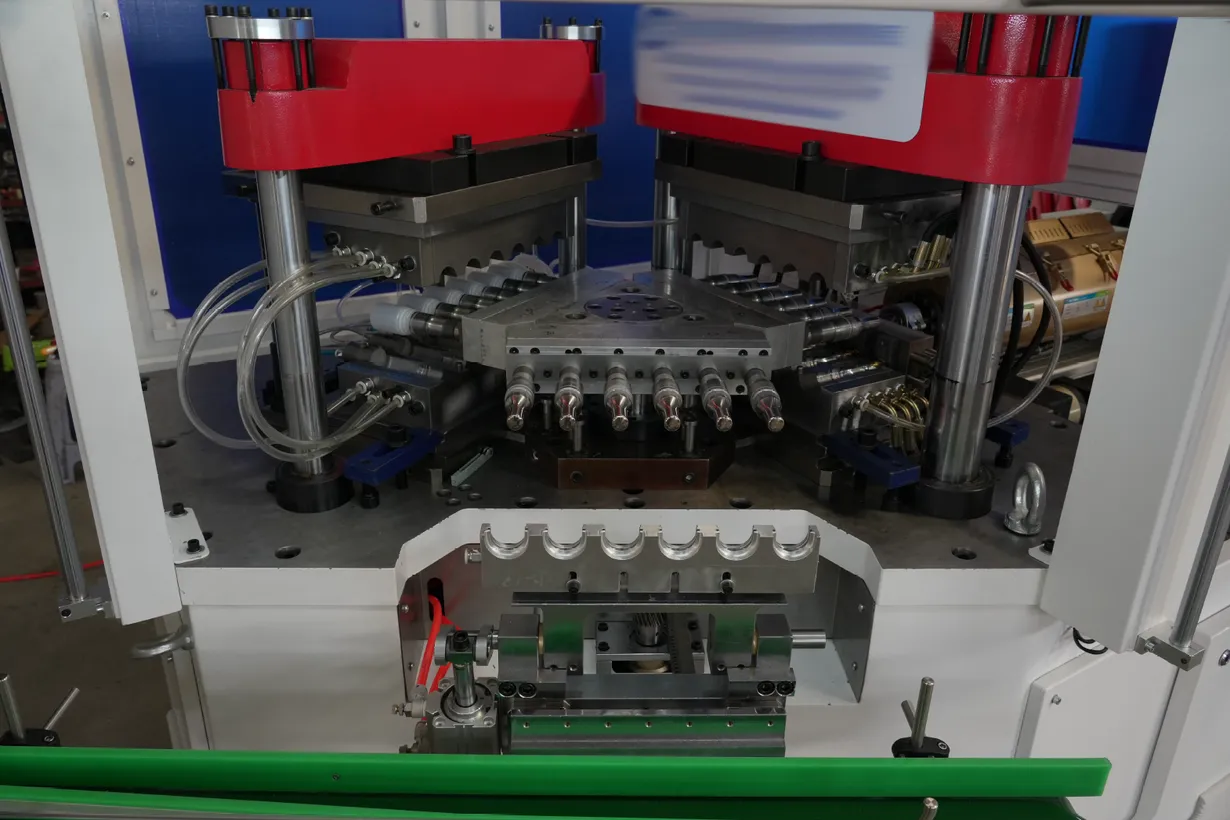
मोल्ड डिजाइन
शीतलन दक्षता में मोल्ड डिज़ाइन की महत्वपूर्ण भूमिका होती है। बैफल, बब्लर और थर्मल पिन जैसी विशेषताएं ऊष्मा स्थानांतरण को बढ़ाती हैं और शीतलन की गति को तेज करती हैं। आईबीएम मशीन उन्नत शीतलन चैनल डिज़ाइन का उपयोग करके प्रदर्शन में सुधार कर सकती है। नीचे दी गई तालिका उन मोल्ड डिज़ाइन विशेषताओं को दर्शाती है जो कुशल शीतलन और चक्र समय में कमी लाने में योगदान करती हैं:
| विशेषता | विवरण |
|---|---|
| बाधकों | ब्लेड जैसी प्लेटें जो शीतलक को मोड़ती हैं, जिससे बेहतर ऊष्मा स्थानांतरण के लिए अशांति उत्पन्न होती है। |
| बुलबुलर | कूलेंट चैनलों को जोड़ने वाली ट्यूबें, जो प्रभावी कूलेंट प्रवाह और ऊष्मा निष्कासन की अनुमति देती हैं। |
| थर्मल पिन | द्रव से भरे सिलेंडर जो गैस और तरल को चक्रित करके ऊष्मा चालन और शीतलन दक्षता को बढ़ाते हैं। |
| सरल रेखा | सरल ज्यामितियों के लिए उपयुक्त, सीधी नलिकाओं वाली पारंपरिक शीतलन विधि। |
| कोन्फोर्मल | मोल्ड के आकार के अनुरूप उन्नत शीतलन विधि, जटिल भागों के लिए आदर्श है, जिससे शीतलन दक्षता बढ़ती है। |
विशेष रूप से, अनुरूप शीतलन चैनल मोल्ड के आकार से मेल खाते हैं और अधिक एकसमान शीतलन प्रदान करते हैं। यह डिज़ाइन पार्ट के आर-पार तापमान के अंतर को कम करता है, जिससे गुणवत्ता में सुधार होता है और चक्र समय कम हो जाता है। ऑपरेटरों को पार्ट की जटिलता और वांछित शीतलन क्षमता के आधार पर सबसे उपयुक्त मोल्ड विशेषताओं का चयन करना चाहिए।
 |
 |
वाटर चिलर
इंजेक्शन ब्लो मोल्डिंग के शीतलन चरण में वाटर चिलर कई लाभ प्रदान करते हैं। वे औद्योगिक प्रक्रिया को स्थिर तापमान और दबाव प्रदान करते हैं, जिससे प्रक्रिया विकास और अनुकूलन सरल हो जाता है। आईएसबीएम मशीन वाटर चिलर से लैस मशीनें उच्चतम गुणवत्ता वाले उत्पाद को बनाए रख सकती हैं। वाटर चिलर उचित तापमान पर विश्वसनीय शीतलन प्रदान करके स्क्रैप की मात्रा को भी कम करते हैं। चूंकि चिलर एक बंद जल चक्र का उपयोग करते हैं, इसलिए वे बेहतर ऊष्मा स्थानांतरण दर प्रदान करते हैं और कम रखरखाव और डाउनटाइम की आवश्यकता होती है। चिलर अन्य शीतलन विकल्पों की तुलना में बहुत ठंडा पानी उत्पन्न कर सकते हैं, जो कुछ स्थितियों में फायदेमंद होता है। अतिरिक्त लाभों में शामिल हैं:
- अंगों की विकृति को रोकना।
- तेजी से शीतलन सुनिश्चित करना।
- परिणामी भागों की गुणवत्ता में सुधार करना।
उन्नत जल शीतलक प्रणालियाँ उत्पादन प्रक्रियाओं के साथ तालमेल बिठाती हैं और आवश्यकता पड़ने पर ही प्रभावी शीतलन प्रदान करती हैं। इस दृष्टिकोण से चक्र समय में उल्लेखनीय कमी आती है और उत्पादन में 50% तक की वृद्धि हो सकती है। अनुकूलित मोल्ड तापमान नियंत्रण पैरामीटर पुर्जों की गुणवत्ता और दक्षता को और भी बेहतर बनाते हैं।
| साक्ष्य विवरण | चक्र समय में कमी पर प्रभाव |
|---|---|
| उत्पादन प्रक्रियाओं के साथ तालमेल बिठाने से आवश्यकता पड़ने पर ही तीव्र शीतलन संभव हो पाता है। | चक्र समय में महत्वपूर्ण कमी |
| शीतलन समय में भारी कमी के कारण उत्पादन में 50% तक की वृद्धि हुई। | चक्र समय के साथ सीधा सहसंबंध रखता है |
| मोल्ड के तापमान नियंत्रण मापदंडों को अनुकूलित करने से मोल्ड के ठंडा होने का समय कम हो जाता है। | पुर्जों की गुणवत्ता और कार्यक्षमता को बढ़ाता है |
शीतलन में चक्र समय कम करें
ऑपरेटर कूलिंग चैनलों को अनुकूलित करके, वॉटर चिलर का उपयोग करके और दीवार की मोटाई को कम करके कूलिंग चक्र के समय को कम कर सकते हैं। पतली दीवारें तेजी से ठंडी होती हैं, जिससे कूलिंग का समय कम हो जाता है और उत्पादन समय में सुधार होता है। नीचे दी गई तालिका दर्शाती है कि दीवार की मोटाई कूलिंग दक्षता को कैसे प्रभावित करती है:

| दीवार की मोटाई | शीतलन समय का प्रभाव |
|---|---|
| मोटी दीवारें | ठंडा होने में अधिक समय लगता है |
| पतली दीवारें | कम शीतलन समय |
पार्ट की गुणवत्ता के साथ कूलिंग टाइम को संतुलित करना अत्यंत आवश्यक है। कूलिंग टाइम का सीधा संबंध उत्पादन दर और पार्ट की गुणवत्ता से है। पार्ट के तापमान और मोल्ड की सतह के तापमान में अंतर कूलिंग दक्षता और मोल्ड किए गए पार्ट की अंतिम गुणवत्ता को प्रभावित करता है। 4, 6 और 8 मिमी जैसे अनुरूप कूलिंग चैनलों के लिए इष्टतम डिज़ाइन पैरामीटर सर्वोत्तम परिणाम प्राप्त करने में सहायक होते हैं। मोल्ड को अधिक देर तक खुला रखने से अधिक कूलिंग संभव होती है, जिससे प्लास्टिक के प्रवाह के दौरान स्टील का तापमान बदल सकता है। इससे पार्ट अलग-अलग तरीके से सिकुड़ सकते हैं, जिससे अंतिम आयाम प्रभावित हो सकते हैं। बैरल में सामग्री के अधिक समय तक रहने से पिघले हुए पदार्थ का तापमान बढ़ जाता है, जो पार्ट की गुणवत्ता को प्रभावित करता है।
*सुझाव: ऑपरेटरों को हमेशा शीतलन समय और पुर्जे की गुणवत्ता के बीच संतुलन बनाए रखना चाहिए। कम शीतलन समय से उत्पादन बढ़ता है, लेकिन अपर्याप्त शीतलन से पुर्जों में विकृति या आंतरिक तनाव उत्पन्न हो सकता है। आईएसबीएम मशीन तब सर्वोत्तम प्रदर्शन करती है जब शीतलन चैनल, मोल्ड डिज़ाइन और वाटर चिलर एक साथ मिलकर एकसमान शीतलन और उच्च गुणवत्ता वाले पुर्जे सुनिश्चित करते हैं।
शीतलन दक्षता पर ध्यान केंद्रित करके, निर्माता चक्र समय को अनुकूलित कर सकते हैं, उत्पादन बढ़ा सकते हैं और उत्पाद की गुणवत्ता को स्थिर बनाए रख सकते हैं।
मशीन रखरखाव और उन्नयन
नियमित रखरखाव
नियमित रखरखाव से इंजेक्शन ब्लो मोल्डिंग मशीनें सुचारू रूप से चलती रहती हैं और चक्र समय में स्थिरता बनी रहती है। ऑपरेटरों को कई प्रमुख बातों पर ध्यान देना चाहिए:
- घर्षण को कम करने और ऊष्मा को दूर करने के लिए गतिशील भागों को चिकनाई दें। इससे मशीन का प्रदर्शन और विश्वसनीयता बेहतर होती है।
- घर्षण को रोकने के लिए दूषित स्नेहक को बदलें, क्योंकि इससे ऊर्जा की खपत बढ़ सकती है और उत्पादन कम हो सकता है।
- मोल्ड और मशीन के पुर्जों की नियमित जांच करवाएं। इन जांचों से उपकरणों का जीवनकाल बढ़ता है और अप्रत्याशित खराबी से बचाव होता है।
- उच्च गुणवत्ता वाले उत्पादन को सुनिश्चित करने के लिए सांचों और पुर्जों को साफ और सूखा रखें।
- सुरक्षा जांच करें और सुनिश्चित करें कि मशीन समतल और समानांतर बनी रहे।
निरंतर निगरानी और देखभाल से अनियोजित डाउनटाइम से बचा जा सकता है। मशीनों पर नियमित ध्यान देने से वे स्थिर चक्र समय और विश्वसनीय परिणाम प्रदान करती हैं।

स्वचालन
स्वचालन से इंजेक्शन ब्लो मोल्डिंग प्रक्रियाओं में उन्नत तकनीक आती है। आधुनिक प्रणालियाँ उत्पादकता बढ़ाने के लिए सर्वो ड्राइव, रोबोटिक्स और प्रक्रिया निगरानी उपकरणों का उपयोग करती हैं। नीचे दी गई तालिका दर्शाती है कि प्रत्येक तकनीक चक्र समय अनुकूलन में कैसे सहायक है:
| तकनीकी | चक्र समय अनुकूलन में योगदान |
|---|---|
| सर्वो ड्राइव | गतिविधियों पर सटीक नियंत्रण प्रदान करें, जिससे प्रदर्शन में सुधार हो और ऊर्जा की खपत कम हो। |
| रोबोटिक | पुर्जों की हैंडलिंग और निरीक्षण को स्वचालित करके उत्पादकता बढ़ाएं और श्रम लागत कम करें। |
| प्रक्रिया निगरानी प्रणाली | वास्तविक समय में समायोजन की अनुमति दें, जिससे स्थिर और सुसंगत उत्पादन सुनिश्चित हो सके। |
| उन्नत मोल्ड डिजाइन | मोल्ड की ज्यामिति और शीतलन को बेहतर बनाने से चक्र तेज होते हैं और पुर्जों की गुणवत्ता बेहतर होती है। |
स्वचालन से मैन्युअल त्रुटियां कम होती हैं और उत्पादन में वृद्धि होती है। ये प्रणालियां संचालकों को उत्पादन प्रक्रिया के दौरान दक्षता बनाए रखने में मदद करती हैं।
ऑपरेटर प्रशिक्षण
अच्छी तरह से प्रशिक्षित ऑपरेटर उत्पादन चक्र को कम करने में महत्वपूर्ण भूमिका निभाते हैं। प्रशिक्षण कार्यक्रम कर्मचारियों के कौशल और आत्मविश्वास को बढ़ाते हैं, जिससे बेहतर निर्णय लेने में मदद मिलती है। मानक प्रक्रियाओं का पालन करने वाले ऑपरेटर कम स्क्रैप उत्पन्न करते हैं और उत्पादन चक्र को छोटा करते हैं। उन्नत प्रक्रियाओं से लगातार उच्च गुणवत्ता वाले पुर्जे प्राप्त होते हैं। प्रशिक्षण प्रक्रिया में होने वाले बदलावों को कम करने में भी सहायक होता है, जिससे स्थिर और पूर्वानुमानित उत्पादन सुनिश्चित होता है।
*सुझाव: नियमित प्रशिक्षण सत्र ऑपरेटरों को सर्वोत्तम कार्यप्रणालियों और नई तकनीकों से अवगत रखते हैं, जिससे चक्र समय और उत्पाद की गुणवत्ता में निरंतर सुधार सुनिश्चित होता है।
निर्माता इंजेक्शन मापदंडों को अनुकूलित करके, शीतलन दक्षता में सुधार करके और मशीनों का रखरखाव करके उत्पादन चक्र को तेज करते हैं। स्वचालन और ऑपरेटरों का प्रशिक्षण भी बेहतर परिणाम सुनिश्चित करने में सहायक होते हैं। निरंतर मूल्यांकन से दीर्घकालिक सुधार सुनिश्चित होते हैं।
- कर्मचारी प्रक्रिया संबंधी कमियों के बारे में बहुमूल्य प्रतिक्रिया प्रदान करते हैं।
- छोटे-मोटे बदलाव या शोध परियोजनाएं अक्सर बेहतर कार्यकुशलता की ओर ले जाती हैं।
- मानकीकृत प्रतिक्रिया विधियां निरंतर अनुकूलन को प्रोत्साहित करती हैं।
नियमित निगरानी और अनुकूलन से कंपनियों को प्रौद्योगिकी के विकास के साथ प्रतिस्पर्धा में बने रहने में मदद मिलती है।
 |
 |
अक्सर पूछे जाने वाले प्रश्न
प्रश्न: इंजेक्शन ब्लो मोल्डिंग मशीन में चक्र समय को सबसे अधिक प्रभावित करने वाले कारक कौन से हैं?
ए: उत्पादन चक्र का समय कई कारकों पर निर्भर करता है। मोल्ड का डिज़ाइन, शीतलन क्षमता और सामग्री का चयन महत्वपूर्ण भूमिका निभाते हैं। इंजेक्शन ब्लो मोल्डिंग मशीन में इन क्षेत्रों को अनुकूलित करने वाले ऑपरेटर तेज़ उत्पादन और बेहतर गुणवत्ता वाले पुर्जे प्राप्त कर सकते हैं।
प्रश्न: इंजेक्शन ब्लो मोल्डिंग मशीन उत्पादन में ऑपरेटर दोषों को कैसे कम कर सकते हैं?
ए: ऑपरेटरों को इंजेक्शन मापदंडों की निगरानी करनी चाहिए और सांचे का उचित तापमान बनाए रखना चाहिए। इंजेक्शन ब्लो मोल्डिंग मशीन का नियमित रखरखाव दोषों को रोकने में सहायक होता है। प्रशिक्षण यह भी सुनिश्चित करता है कि ऑपरेटर बेहतर परिणामों के लिए सर्वोत्तम प्रक्रियाओं का पालन करें।
प्रश्न: इंजेक्शन ब्लो मोल्डिंग मशीन के चक्र में शीतलन में सबसे अधिक समय क्यों लगता है?
ए: शीतलन प्रक्रिया से ढाले गए भाग से ऊष्मा निकलती है। इंजेक्शन ब्लो मोल्डिंग मशीन को यह सुनिश्चित करना चाहिए कि भाग को बाहर निकालने से पहले वह पूरी तरह से ठोस हो जाए। मोटी दीवारें और खराब शीतलन चैनल डिज़ाइन शीतलन समय को बढ़ा देते हैं, जिससे उत्पादन धीमा हो जाता है।
प्रश्न: इंजेक्शन ब्लो मोल्डिंग मशीन की दक्षता बढ़ाने के लिए रखरखाव के कौन से उपाय किए जा सकते हैं?
ए: नियमित रूप से लुब्रिकेशन, सफाई और निरीक्षण से इंजेक्शन ब्लो मोल्डिंग मशीन सुचारू रूप से चलती रहती है। ऑपरेटरों को घिसे हुए पुर्जों को बदलना चाहिए और रिसाव की जांच करनी चाहिए। ये कदम स्थिर चक्र समय बनाए रखने और डाउनटाइम को कम करने में सहायक होते हैं।
प्रश्न: क्या स्वचालन इंजेक्शन ब्लो मोल्डिंग मशीन को अनुकूलित करने में मदद कर सकता है?
ए: स्वचालन से कार्य में स्थिरता आती है और मैन्युअल त्रुटियाँ कम होती हैं। इंजेक्शन ब्लो मोल्डिंग मशीन में रोबोट और प्रक्रिया निगरानी प्रणाली तेज़ चक्र और उच्च उत्पादन में सहायक होते हैं। स्वचालन से उत्पादन के दौरान वास्तविक समय में समायोजन भी संभव हो पाता है।





















