Différences entre le moulage par étirage-soufflage et les autres techniques de moulage par soufflage
Le moulage par étirage-soufflage se distingue des autres procédés de soufflage par la qualité supérieure de ses produits : clarté, résistance mécanique et précision de conception. Les données industrielles confirment que le choix du procédé a un impact direct sur la qualité du produit, son coût de fabrication et son adéquation à l’application. Par exemple, le moulage par extrusion-soufflage permet une production en grande série à moindre coût, tandis que la machine ISBM, utilisée en moulage par étirage-soufflage, produit des emballages légers et résistants pour les secteurs agroalimentaire et pharmaceutique. Chaque procédé offre un contrôle précis de l’épaisseur des parois et de la finition de surface, influençant ainsi les performances et l’aspect du produit final. Un choix judicieux du procédé garantit que le produit réponde aux exigences fonctionnelles et commerciales.

Principales différences
- Le moulage par soufflage-étirage permet de créer des bouteilles solides, transparentes et légères en étirant le plastique dans deux directions, ce qui le rend idéal pour les contenants de boissons en PET.
- La machine ISBM améliore l'utilisation des matériaux et la qualité du produit en contrôlant précisément l'étirage et l'épaisseur de la paroi, réduisant ainsi les déchets et la consommation d'énergie.
- Le moulage par extrusion-soufflage convient aux pièces grandes et simples, car il est moins coûteux mais offre moins de contrôle sur l'épaisseur et la clarté que le moulage par étirage-soufflage.
- Le moulage par injection-soufflage convient parfaitement aux petits contenants détaillés et offre une bonne précision, mais il est moins efficace pour les grands volumes.
- Le choix du procédé de moulage par soufflage approprié dépend des besoins du produit, tels que la résistance, la clarté, la forme et le volume de production, afin de garantir la meilleure qualité et la meilleure rentabilité.
Procédés de moulage par soufflage
Moulage par extrusion-soufflage
Le moulage par extrusion-soufflage est l'une des techniques de moulage par soufflage les plus courantes. Dans ce procédé, un tube de plastique fondu, appelé préforme ou paraison, est extrudé verticalement. Le moule se ferme ensuite autour de la préforme, et de l'air comprimé la gonfle contre les parois du moule. Cette méthode est particulièrement adaptée à la production de grandes pièces creuses simples, telles que des bouteilles et des conteneurs. Les fabricants privilégient souvent le moulage par extrusion-soufflage pour son coût réduit et sa cadence de production élevée. Cependant, ce procédé génère davantage de déchets et offre un contrôle moins précis de l'épaisseur des parois que d'autres techniques de moulage par soufflage.
moulage par injection-soufflage
Le moulage par injection-soufflage utilise un procédé en deux étapes. Dans un premier temps, une préforme est moulée par injection avec une épaisseur de paroi précise. Cette préforme est ensuite transférée dans un moule de soufflage, où de l'air la gonfle pour lui donner sa forme finale. Cette technique offre une meilleure précision dimensionnelle et convient aux pièces en plastique plus petites et plus complexes. Le moulage par injection-soufflage permet de créer des produits sans soudure au fond, ce qui améliore leur résistance et leur aspect. De nombreux secteurs industriels utilisent ce procédé pour la fabrication de flacons pharmaceutiques et de petits contenants.
Moulage par soufflage étiré
Le moulage par étirage-soufflage, également appelé moulage par injection-soufflage, modifie le procédé de moulage par injection-soufflage en y ajoutant une étape d'étirage axial. Après la création de la préforme, une tige l'étire longitudinalement avant le gonflage. Cet étirage aligne les chaînes polymères dans deux directions, ce qui donne un plastique biaxialement orienté. Le procédé permet de produire des contenants présentant une résistance mécanique, une transparence et des propriétés barrières améliorées. Le moulage par étirage-soufflage est la méthode de choix pour la fabrication de bouteilles ISBM destinées à l'emballage de boissons et de produits alimentaires.
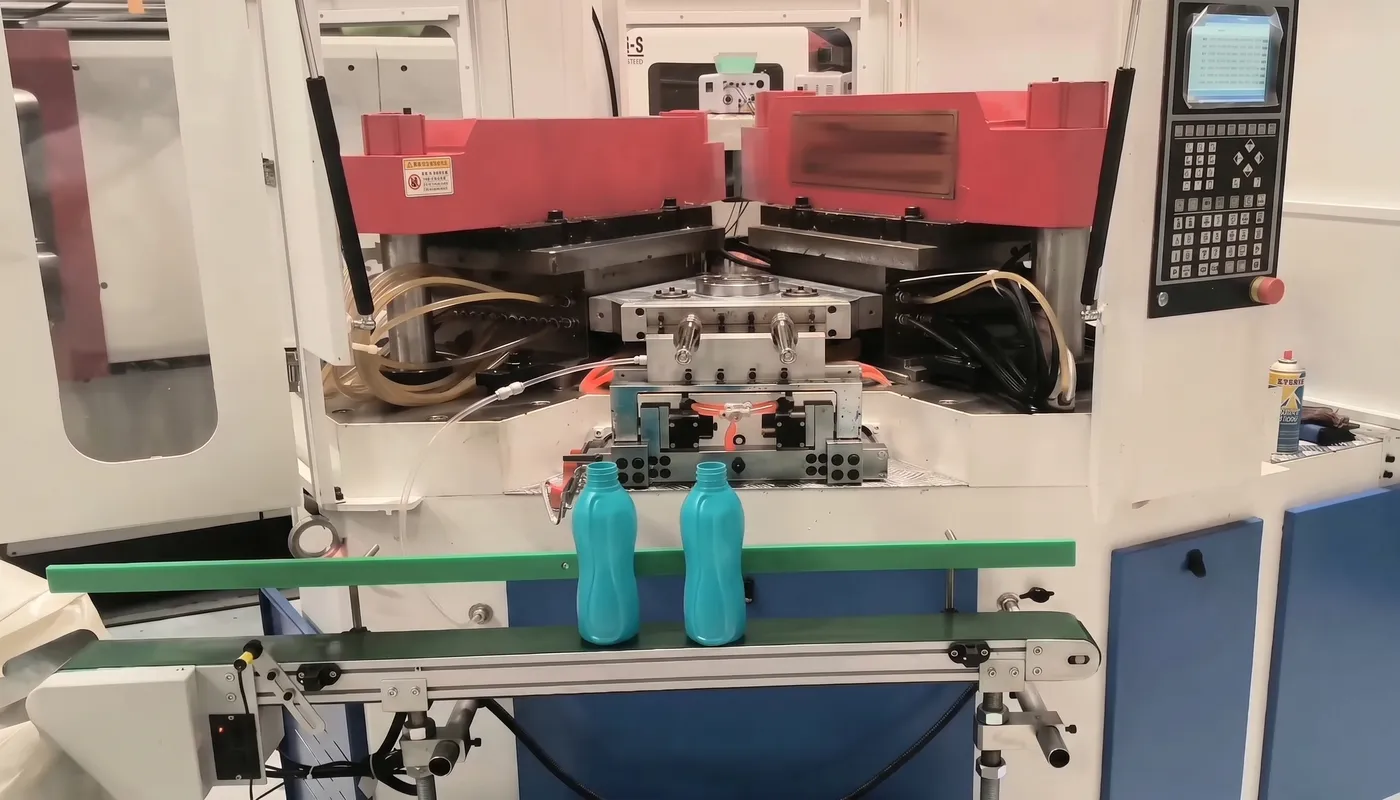
Tableau comparatif : Types de moulage par soufflage
| Processus | Caractéristiques déterminantes | Principes de fonctionnement | Applications et notes typiques |
|---|---|---|---|
| Moulage par extrusion-soufflage | Extrude un tube de plastique fondu (paraison), fixé dans un moule et gonflé. | La paraison est extrudée, le moule se serre et se ferme, et l'air gonfle la paraison contre les parois du moule. | Pièces creuses de grande taille et simples ; coût inférieur ; contrôle dimensionnel moindre ; plus de rebuts ; absence de contraintes internes. |
| moulage par injection-soufflage | Utilise une préforme moulée par injection, transférée dans un moule de soufflage pour le gonflage. | Moulées préformées avec une épaisseur de paroi contrôlée, transférées et gonflées pour obtenir la forme finale. | Meilleure précision dimensionnelle ; pièces plus petites et complexes ; coût d’investissement plus élevé ; absence de soudure inférieure ; fabrication en une ou deux étapes. |
| Moulage par soufflage étiré | Ajoute un étirement axial de la préforme avant le soufflage, créant une orientation biaxiale. | Préforme étirée axialement par la tige, puis gonflée, alignant les chaînes polymères. | Plastiques à orientation biaxiale ; résistance et transparence accrues ; couramment utilisés pour les bouteilles en PET. |
Machine ISBM
La machine ISBM, ou machine de moulage par injection-soufflage, se distingue parmi tous les types d'équipements de moulage par soufflage. Cette machine confère une orientation biaxiale au plastique pendant la phase d'étirage, ce qui augmente considérablement la résistance mécanique, la rigidité et les propriétés de barrière. Machine ISBM Ce procédé permet un contrôle précis de la répartition des matériaux, ce qui se traduit par des parois plus fines et une consommation de plastique réduite. Il permet de produire des contenants d'une grande précision dimensionnelle et d'une épaisseur de paroi uniforme, garantissant ainsi une qualité de produit supérieure.
- La machine ISBM peut fabriquer une large gamme de bouteilles de tailles et de formes uniques, y compris des contenants avec poignées intégrées ou cols rectangulaires.
- La machine permet la construction multicouche, utilisant des déchets post-consommation recyclés entre des couches de plastique vierge pour répondre aux normes d'emballage alimentaire.
- Les systèmes servo-hydrauliques hybrides améliorent l'efficacité énergétique et réduisent les pics de puissance.
- Un système breveté de régénération d'air récupère l'air de soufflage à haute pression, réduisant ainsi la consommation d'énergie.
- La machine ISBM crée des contenants légers, transparents et résistants, ce qui les rend idéaux pour les bouteilles d'eau, de soda et de jus.
Les machines ISBM nécessitent un investissement initial et des coûts de maintenance plus élevés en raison de leur technologie de pointe et de leur ingénierie de précision. Cependant, elles permettent une utilisation optimale des matières premières (près de 100%) et réduisent les coûts de main-d'œuvre grâce à l'automatisation. De nombreux fabricants optent pour les machines ISBM pour la production de produits haut de gamme où la qualité, la clarté et la résistance sont essentielles.
 |
 |
| Machine ISBM | Machine EBM |
Moulage par soufflage-étirage comparé aux autres procédés
Vitesse de production
La vitesse de production est un facteur crucial dans le choix d'un procédé de soufflage. Le soufflage par injection offre une efficacité élevée, notamment avec les moules multicavités. Par exemple, un système de soufflage par injection à 28 cavités peut atteindre des temps de cycle d'environ 25 secondes, surpassant ainsi le soufflage par extrusion, plus lent en raison de ses exigences continues d'extrusion et de refroidissement. Le soufflage par étirage, en particulier avec une machine ISBM, introduit des étapes supplémentaires telles que le chauffage et l'étirage de la préforme. Ces étapes peuvent allonger le temps de cycle par rapport au soufflage par injection, mais le procédé reste compatible avec une production en grande série de bouteilles. Des facteurs comme la vitesse de la vis, la conception du moule et le type de machine influencent le débit et le temps de cycle pour toutes les méthodes.
| Type de processus | Vitesse de production |
|---|---|
| moulage par injection-soufflage | Plus rapide (les préformes permettent des cycles plus courts) |
| Moulage par extrusion-soufflage | Plus lent (nécessite l'extrusion de la paraison, cycle plus long) |
| Moulage par soufflage étiré | Modéré (étapes d'étirement et de chauffage supplémentaires) |
Efficacité matérielle
L'efficacité des matériaux influe à la fois sur les coûts et la durabilité. Le soufflage-étirage, notamment avec une machine ISBM, permet d'utiliser près de 100 tonnes de matières premières. Ce procédé génère un minimum de déchets grâce à l'utilisation de préformes aux dimensions précises. Le soufflage-étirage par injection permet également d'obtenir des parois plus fines, réduisant ainsi la consommation de plastique sans compromettre la résistance du produit. À l'inverse, le soufflage-extrusion génère davantage de déchets en raison des excédents de matériau retirés de la paraison. Le soufflage-injection se situe entre les deux, offrant un bon contrôle des matériaux mais nécessitant des coûts d'outillage plus élevés.
*Conseil : La machine ISBM peut encore améliorer son efficacité en utilisant des préformes multicouches, incorporant des matériaux recyclés entre les couches de plastique vierge.
Épaisseur et clarté de la paroi
L'épaisseur et la transparence des parois déterminent l'attrait visuel et la fiabilité fonctionnelle d'un produit. Le moulage par injection-soufflage-étirage permet de produire des bouteilles aux parois d'épaisseur uniforme et d'une transparence exceptionnelle. L'étirage biaxial aligne les molécules de plastique, garantissant des dimensions stables et des surfaces lisses. Ce procédé est idéal pour les applications exigeant une transparence et un contrôle précis du volume, comme l'emballage des boissons. Le moulage par extrusion-soufflage, bien qu'économique, peine à garantir l'uniformité de l'épaisseur des parois et ne peut égaler la transparence du moulage par injection-soufflage-étirage. Ce dernier offre une grande précision pour les pièces petites et complexes, mais n'atteint pas le même niveau de transparence.
Moulage par soufflage étiré :
- Clarté et force élevées
- Contrôle précis de l'épaisseur de paroi
- Efficace pour la production à grande échelle de bouteilles PET
Moulage par extrusion-soufflage :
- Convient aux pièces grandes et complexes
- Précision limitée en ce qui concerne l'épaisseur et la clarté des parois
Moulage par injection-soufflage :
- Épaisseur de paroi constante pour les petits conteneurs
- Coûts d'outillage plus élevés
Résistance mécanique
La résistance mécanique est un avantage déterminant du moulage par étirage-soufflage. Ce procédé utilise un étirage biaxial qui oriente les chaînes polymères à la fois circonférentiellement et axialement. Cette orientation accroît significativement la résistance à la traction, la résistance aux chocs et la capacité de charge maximale. Les contenants produits par moulage par injection-soufflage-étirage peuvent peser de 10 à 15 % de moins que ceux fabriqués par d'autres méthodes, tout en présentant des propriétés mécaniques supérieures. La résistance des produits moulés par extrusion-soufflage dépend des paramètres de transformation, mais n'atteint généralement pas le même niveau de performance. Le moulage par injection-soufflage offre une bonne résistance pour les petites pièces de précision, mais ne bénéficie pas des propriétés améliorées apportées par l'orientation biaxiale.
| Aspect | Moulage par soufflage-étirage (ISBM) | Moulage par extrusion-soufflage | moulage par injection-soufflage |
|---|---|---|---|
| Résistance à la traction | Élevée (en raison de l'orientation biaxiale) | Modéré (dépend du processus) | Bon (pour les petites pièces) |
| Résistance aux chocs | Haut | Modéré | Bien |
| Réduction de poids | 10-15% briquet possible | Moins de réduction | Moins de réduction |

Précision de conception
La précision de conception influe sur la capacité à créer des produits complexes et fiables. Le moulage par injection-soufflage, notamment avec une machine ISBM, offre une précision dimensionnelle supérieure et des tolérances serrées. L'utilisation de barres à noyau métallique et un contrôle précis du moule permettent la production de flacons aux formes complexes et à l'épaisseur de paroi constante. Le moulage par extrusion-soufflage offre une grande flexibilité de forme, mais présente des difficultés en termes de tolérances de diamètre intérieur et de précision globale. Le moulage par injection-soufflage garantit également une haute précision, ce qui le rend adapté aux emballages pharmaceutiques et cosmétiques. La conception du moule, les systèmes de refroidissement et les paramètres de processus contribuent tous à la stabilité dimensionnelle du produit final.
- Moulage par injection-soufflage étiré : Idéal pour les conceptions complexes et précises et les tolérances serrées
- Moulage par extrusion-soufflage : formes flexibles, moins précis
- Moulage par injection-soufflage : Haute précision pour les produits petits et détaillés
Compatibilité des matériaux
La compatibilité des matériaux détermine les polymères utilisables pour chaque procédé. Le soufflage-étirage, et plus particulièrement le soufflage-étirage par injection, utilise principalement le PET en raison de sa transparence, de sa résistance et de sa tenue à la pression. Cette limitation restreint le choix des matériaux. Le soufflage-extrusion, quant à lui, est compatible avec une large gamme de plastiques, notamment le PE, le PP, l'ABS, le PETG, l'EVOH, le PVC, le TPE, le TPV et le nylon, ce qui le rend adapté à diverses applications telles que les réservoirs de carburant et les flacons de détergent. Le soufflage-injection permet également d'utiliser différents polymères, notamment pour les petits flacons de haute précision.
| Type de moulage par soufflage | Polymères et applications les plus compatibles | Caractéristiques clés / Raisonnement relatif à la compatibilité des polymères |
|---|---|---|
| Moulage par soufflage étiré (SBM) | Principalement du PET (polyéthylène téréphtalate) | Principalement utilisé pour les bouteilles de boissons ; l’étirage améliore la résistance et la transparence ; le PET est le polymère privilégié. |
| Moulage par extrusion-soufflage | Divers polymères adaptés aux grands conteneurs creux | Utilisé pour les articles volumineux comme les réservoirs de carburant et les bouteilles de détergent ; le choix du polymère varie en fonction de la taille et des besoins en matière de durabilité. |
| moulage par injection-soufflage | Polymères adaptés aux petites bouteilles de haute précision | Utilisé dans les secteurs pharmaceutique et cosmétique ; le choix du polymère dépend des exigences de précision et de détail. |
*Remarque : Le moulage par soufflage-étirage peut ne pas convenir aux polymères spéciaux ou à ceux nécessitant des températures de traitement plus élevées, ce qui restreint encore davantage sa gamme de matériaux par rapport au moulage par extrusion-soufflage.
 |
 |
| Matériau PET | Matériau PE |
 |
 |
| Matériau PP | Matériau ABS |
Avantages et inconvénients
Avantages et inconvénients du moulage par soufflage étiré
Le moulage par étirage-soufflage offre plusieurs avantages aux fabricants recherchant des emballages de haute qualité. Ce procédé utilise une étape d'étirage qui oriente le plastique dans deux directions, ce qui accroît sa résistance aux chocs, sa résistance à la traction et sa transparence. Il permet ainsi la fabrication de bouteilles et de contenants aux parois plus fines tout en préservant leur durabilité. La machine ISBM permet des cadences de production modulables, allant de petits lots à plus de 70 000 bouteilles par heure. Les fabricants peuvent produire et stocker les préformes séparément, ce qui leur confère flexibilité et rapidité de changement de format. Le procédé garantit également une excellente répartition de l'épaisseur des parois, notamment pour les bouteilles rondes, et permet de réduire la consommation de matière.
Le moulage par soufflage-étirage en deux étapes domine la production de bouteilles de boissons grâce à sa flexibilité et à ses avantages économiques. Les systèmes en une seule étape sont privilégiés pour obtenir des surfaces sans défaut ou des formes uniques.
Le moulage par soufflage-étirage présente toutefois certains inconvénients. Ce procédé exige des résines de haute qualité, telles que le PET, le PP ou le PVC, afin d'éviter les défauts. Les préformes peuvent s'endommager lors de la manipulation et du stockage, ce qui peut entraîner des entailles ou des rayures. La variabilité du chauffage des préformes peut engendrer des températures incohérentes, notamment sur les machines à indexation. L'utilisation d'une machine ISBM implique des coûts d'investissement plus élevés, en particulier pour les petites séries. Les fabricants doivent sélectionner avec soin les préformes, surtout lorsqu'elles ne sont pas fabriquées sur mesure. La documentation technique indique que si le chauffage par infrarouge proche permet de réaliser des économies d'énergie, il complexifie le processus et augmente les coûts. De nouvelles technologies de chauffage par micro-ondes pourraient améliorer l'efficacité à l'avenir.
Avantages et inconvénients de l'extrusion et du moulage par injection-soufflage
Le moulage par extrusion-soufflage demeure une option populaire pour les grandes pièces creuses simples, comme les conduits de ventilation et les sièges de tondeuses à gazon. Ce procédé est compatible avec une large gamme de polymères et offre des coûts d'outillage réduits. Les fabricants bénéficient de cadences de production élevées et de la possibilité de créer des formes complexes. Cependant, le moulage par extrusion-soufflage entraîne souvent des épaisseurs de paroi irrégulières et une quantité importante de rebuts. Des défauts de surface et des fonds bombés peuvent apparaître en raison de problèmes de refroidissement ou de conception du moule.
Le moulage par injection-soufflage excelle dans la production de petits flacons, pots et contenants aux formes simples. Il garantit une épaisseur de paroi constante et une bonne précision dimensionnelle. Ce procédé convient aux emballages pharmaceutiques et cosmétiques. Cependant, il engendre des coûts d'outillage plus élevés et est moins performant pour la production à grande échelle.

| Processus | Principaux avantages | Principaux inconvénients |
|---|---|---|
| Moulage par extrusion-soufflage | Polyvalent, rapide, faible coût d'outillage, formes complexes | Épaisseur de paroi irrégulière, plus de rebuts, défauts de surface |
| moulage par injection-soufflage | Précis, idéal pour les petits produits, qualité constante | Coût d'outillage élevé, moins adapté aux grands volumes |
| Moulage par soufflage-étirage (ISBM) | Solide, transparent, à parois minces, modulable, flexible | Coût d'investissement élevé, qualité de la résine critique, problèmes de manutention |
Les mesures préventives telles que la formation des opérateurs, le nettoyage des moules et l'ajustement des paramètres de cycle contribuent à réduire les défauts courants dans tous les processus de moulage par soufflage.
Choisir le bon processus
Adéquation de l'application
Le choix du procédé de soufflage optimal dépend de l'application prévue et des exigences spécifiques du produit. Le soufflage par étirage est particulièrement adapté à la fabrication de bouteilles en PET, notamment pour l'industrie des boissons. Ce procédé permet de créer des contenants d'une grande transparence et d'une résistance mécanique élevée, ce qui le rend idéal pour les produits exigeant à la fois esthétique et durabilité. Des secteurs tels que l'emballage, l'automobile, les dispositifs médicaux et les biens de consommation font appel au soufflage pour de nombreuses applications. Le tableau ci-dessous présente les produits courants et leur adéquation à chaque secteur :
 |
 |
 |
 |
| Produit/Secteur | Produits/Pièces courants | Preuves d'adéquation et d'application |
|---|---|---|
| Conditionnement | Bouteilles, bocaux, récipients pour aliments, boissons, cosmétiques, médicaments | Bouteilles légères, incassables et économiques, avec un contrôle précis de l'épaisseur des parois. L'utilisation du PET améliore la transparence et les performances. |
| Automobile | Réservoirs de carburant, pare-chocs, conteneurs de fluides, conduits | Pièces sans joint, étanches, aux formes complexes et aux fonctionnalités intégrées. |
| Dispositifs médicaux | Matériel médical à usage unique, poches de perfusion, tubulures | Dispositifs stériles de forme complexe, munis d'orifices et de valves. |
| Produits de consommation | Jouets, articles de sport, articles ménagers | Des motifs creux et complexes, dotés d'une intégrité structurelle. |
| Produits industriels | Fûts, réservoirs, grands conteneurs | Conteneurs durables et légers avec des fonctionnalités personnalisées. |
| Équipements de terrain de jeux | structures de jeux extérieures | Équipement résistant aux intempéries et durable, avec des surfaces texturées. |
Quand utiliser le moulage par soufflage-étirage ?
Les fabricants privilégient le moulage par soufflage-étirage lorsque le produit exige une transparence, une résistance et une légèreté supérieures. Ce procédé est la norme dans l'industrie pour la production de bouteilles PET, notamment les bouteilles de soda de deux litres, grâce à sa capacité à aligner les chaînes polymères et à améliorer les propriétés physiques. La machine ISBM permet une production à grande vitesse et prend en charge les formes complexes, ce qui la rend idéale pour l'emballage alimentaire, les cosmétiques et d'autres applications où l'apparence et la performance sont essentielles. Les entreprises bénéficient du processus en deux étapes, qui permet l'expédition et le stockage des préformes avant le moulage final, réduisant ainsi les coûts logistiques. Le moulage par soufflage-étirage excelle dans les environnements de production à grand volume, en particulier lorsque le produit doit répondre à des normes de qualité strictes.
Le moulage par soufflage-étirage est idéal pour :
- Bouteilles de boissons nécessitant clarté et résistance
- Produits aux formes complexes ou aux parois fines
- Lignes de production à haut rendement
- Applications où un emballage léger et durable est essentiel
 |
 |
| Machine ISBM | Machine IBM |
Facteurs clés de sélection
Plusieurs facteurs influencent le choix entre le moulage par étirage-soufflage et une autre technique de moulage par soufflage. Les exigences relatives au produit, telles que la forme, la transparence et la résistance mécanique, sont primordiales. Le moulage par étirage-soufflage, notamment avec une machine ISBM, permet de produire des bouteilles d'une excellente transparence et d'une grande durabilité, ce qui en fait le choix privilégié pour des produits comme les bouteilles d'eau et les bouteilles de soda de deux litres. Le volume de production et les coûts ont également un impact sur le choix du procédé. Le moulage par soufflage offre une rentabilité accrue pour les grandes séries de produits creux simples, tandis que… Machine ISBM Elle offre précision et adaptabilité aux applications exigeantes. Les fabricants doivent évaluer la complexité de la conception, la vitesse de production, le nombre d'empreintes de moule et le budget afin de s'assurer que le procédé choisi corresponde aux objectifs commerciaux et aux spécifications du produit.
*Conseil : Lorsque le produit exige une grande clarté, une construction légère et une résistance supérieure, le moulage par soufflage-étirage avec une machine ISBM offre des résultats optimaux.
Le choix du procédé de soufflage approprié dépend des besoins du produit et des objectifs commerciaux. Le tableau ci-dessous met en évidence les principales différences :
| Processus | Étapes clés | Cas d'utilisation typiques | Caractéristiques uniques |
|---|---|---|---|
| Moulage par extrusion-soufflage | Extrusion, soufflage, refroidissement, éjection de la paraison | Grandes bouteilles en PEHD, PEBD et PP | Formes simples, consommation d'énergie modérée |
| moulage par injection-soufflage | Moulage par injection, soufflage, éjection | flacons de petite et moyenne taille, produits pharmaceutiques | Tolérances de cou strictes, sans étirement |
| Moulage par injection-soufflage (machine ISBM) | Moulage par injection, étirage, soufflage, refroidissement, éjection | Bouteilles PET pour boissons, huiles et produits de soins personnels | étirement mécanique, barrière renforcée |
Pour obtenir des bouteilles PET transparentes, résistantes et légères, le soufflage-étirage avec une machine ISBM offre les meilleurs résultats. Les fabricants doivent adapter les caractéristiques du procédé aux exigences de l'application pour une performance optimale.

FAQ
Q : Quels produits bénéficient le plus du moulage par soufflage-étirage ?
A: Le soufflage-étirage est idéal pour les bouteilles PET qui exigent une grande transparence et une forte résistance. Les industries des boissons, de l'alimentation et des produits cosmétiques privilégient souvent ce procédé. La machine ISBM produit des contenants légers et durables aux formes précises.
Q : Comment une machine ISBM améliore-t-elle l'efficacité des matériaux ?
A : La machine ISBM utilise des préformes aux dimensions précises. Cette approche réduit les déchets et garantit que la quasi-totalité de la matière première est intégrée au produit final. Les fabricants réalisent ainsi des économies et contribuent aux objectifs de développement durable.
Q : Le moulage par soufflage étiré peut-il utiliser des matériaux autres que le PET ?
A: La plupart des applications de moulage par soufflage-étirage utilisent du PET. Certaines machines ISBM peuvent traiter d'autres résines comme le PP ou le PVC. Cependant, le PET reste le matériau de choix en raison de sa transparence et de sa résistance.
Q : Quels sont les principaux besoins de maintenance d'une machine ISBM ?
A: Les opérateurs doivent nettoyer régulièrement les moules, vérifier les systèmes de chauffage et inspecter les pièces mobiles. La maintenance préventive permet d'éviter les arrêts de production et garantit une qualité de produit constante. Une formation adéquate améliore la fiabilité des machines.
Q : Pourquoi choisir le moulage par soufflage-étirage plutôt que le moulage par extrusion-soufflage ?
A : Le soufflage-étirage permet de créer des bouteilles plus transparentes, aux parois plus fines et plus résistantes. La machine ISBM offre un contrôle précis de l'épaisseur et de la forme des parois. Les fabricants privilégient ce procédé pour les emballages haut de gamme et les applications exigeantes.





















