ความแตกต่างระหว่างการขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) และการขึ้นรูปด้วยการเป่าแบบอื่นๆ (Blow Molding)
การขึ้นรูปด้วยการเป่าแบบยืด (Stretch blow molding) แตกต่างจากกระบวนการขึ้นรูปด้วยการเป่าแบบอื่นๆ ตรงที่สร้างผลิตภัณฑ์ที่มีความใส ความแข็งแรงเชิงกล และความแม่นยำในการออกแบบที่เหนือกว่า ข้อมูลจากอุตสาหกรรมยืนยันว่าการเลือกกระบวนการที่เหมาะสมส่งผลโดยตรงต่อคุณภาพของผลิตภัณฑ์ ต้นทุนการผลิต และความเหมาะสมในการใช้งาน ตัวอย่างเช่น การขึ้นรูปด้วยการเป่าแบบอัดรีด (Extrusion blow molding) รองรับการผลิตในปริมาณมากด้วยประสิทธิภาพด้านต้นทุน ในขณะที่เครื่อง ISBM ในการขึ้นรูปด้วยการเป่าแบบยืดผลิตบรรจุภัณฑ์ที่มีน้ำหนักเบาและทนทานสำหรับอุตสาหกรรมอาหารและยา แต่ละกระบวนการให้การควบคุมความหนาของผนังและพื้นผิวที่เป็นเอกลักษณ์ ซึ่งส่งผลต่อประสิทธิภาพและรูปลักษณ์ของผลิตภัณฑ์ขั้นสุดท้าย การเลือกกระบวนการอย่างรอบคอบช่วยให้มั่นใจได้ว่าผลิตภัณฑ์ตรงตามทั้งข้อกำหนดด้านการใช้งานและข้อกำหนดของตลาด

ความแตกต่างที่สำคัญ
- การขึ้นรูปด้วยการเป่าแบบยืด (Stretch blow molding) สร้างขวดที่แข็งแรง ใส และน้ำหนักเบา โดยการยืดพลาสติกในสองทิศทาง ทำให้เหมาะสำหรับภาชนะบรรจุเครื่องดื่ม PET
- เครื่องจักร ISBM ช่วยเพิ่มประสิทธิภาพการใช้ทรัพยากรและคุณภาพของผลิตภัณฑ์โดยการควบคุมการยืดและความหนาของผนังอย่างแม่นยำ ลดของเสียและการใช้พลังงาน
- การขึ้นรูปด้วยการเป่าแบบอัดรีดเหมาะสำหรับชิ้นส่วนขนาดใหญ่และเรียบง่ายที่มีต้นทุนต่ำกว่า แต่ควบคุมความหนาและความใสได้น้อยกว่าเมื่อเทียบกับการขึ้นรูปด้วยการเป่าแบบยืด
- การขึ้นรูปด้วยการฉีดและเป่า (Injection blow molding) เหมาะสำหรับภาชนะขนาดเล็กที่มีรายละเอียดซับซ้อนและต้องการความแม่นยำสูง แต่จะมีประสิทธิภาพน้อยกว่าสำหรับการผลิตในปริมาณมาก
- การเลือกกระบวนการเป่าขึ้นรูปที่เหมาะสมนั้นขึ้นอยู่กับความต้องการของผลิตภัณฑ์ เช่น ความแข็งแรง ความใส รูปทรง และปริมาณการผลิต เพื่อให้ได้คุณภาพที่ดีที่สุดและคุ้มค่าที่สุด
กระบวนการเป่าขึ้นรูป
การขึ้นรูปด้วยการเป่าแบบอัดรีด
การขึ้นรูปด้วยการเป่าแบบอัดรีด (Extrusion blow molding) เป็นหนึ่งในวิธีการขึ้นรูปด้วยการเป่าที่พบได้บ่อยที่สุด ในกระบวนการนี้ ท่อพลาสติกหลอมเหลวที่เรียกว่าชิ้นงานต้นแบบ (pre-form หรือ parison) จะถูกอัดรีดในแนวตั้ง จากนั้นแม่พิมพ์จะหนีบรอบชิ้นงานต้นแบบ และอากาศอัดจะดันชิ้นงานให้พองตัวติดกับผนังแม่พิมพ์ วิธีนี้ใช้ได้ผลดีสำหรับการผลิตชิ้นส่วนกลวงขนาดใหญ่และเรียบง่าย เช่น ขวดและภาชนะต่างๆ ผู้ผลิตมักเลือกใช้การขึ้นรูปด้วยการเป่าแบบอัดรีดเนื่องจากต้นทุนต่ำและความเร็วในการผลิตสูง อย่างไรก็ตาม กระบวนการนี้ก่อให้เกิดเศษวัสดุมากกว่าและควบคุมความหนาของผนังได้น้อยกว่าเมื่อเทียบกับการขึ้นรูปด้วยการเป่าประเภทอื่นๆ
การฉีดขึ้นรูปเป่า
การฉีดขึ้นรูปและเป่าขึ้นรูป (Injection blow molding) ใช้กระบวนการสองขั้นตอน ขั้นแรกคือการฉีดขึ้นรูปชิ้นงานต้นแบบด้วยความหนาของผนังที่แม่นยำ จากนั้นชิ้นงานต้นแบบจะถูกย้ายไปยังแม่พิมพ์เป่าขึ้นรูป โดยใช้ลมเป่าให้ได้รูปทรงสุดท้าย เทคนิคนี้ให้ความแม่นยำของขนาดที่ดีกว่าและเหมาะสำหรับชิ้นส่วนพลาสติกขนาดเล็กและซับซ้อน การฉีดขึ้นรูปและเป่าขึ้นรูปทำให้ได้ผลิตภัณฑ์ที่ไม่มีรอยเชื่อมด้านล่าง ซึ่งช่วยเพิ่มความแข็งแรงและรูปลักษณ์ อุตสาหกรรมหลายแห่งใช้กระบวนการนี้ในการผลิตขวดบรรจุยาและภาชนะขนาดเล็ก
การขึ้นรูปด้วยการเป่าแบบยืด
การขึ้นรูปด้วยการเป่าแบบยืด (Stretch blow molding) หรือที่รู้จักกันในชื่อการขึ้นรูปด้วยการเป่าแบบฉีด (Injection stretch blow molding) เป็นการปรับปรุงกระบวนการขึ้นรูปด้วยการเป่าแบบฉีดโดยการเพิ่มขั้นตอนการยืดตามแนวแกน หลังจากสร้างชิ้นงานขึ้นรูปเบื้องต้นแล้ว จะใช้แท่งโลหะยืดชิ้นงานตามแนวยาวก่อนที่จะทำการอัดขึ้นรูป การยืดนี้จะจัดเรียงสายโซ่ของพอลิเมอร์ในสองทิศทาง ส่งผลให้ได้พลาสติกที่มีการจัดเรียงตัวในสองทิศทาง กระบวนการนี้ผลิตภาชนะที่มีความแข็งแรงเชิงกล ความใส และคุณสมบัติในการกั้นที่ดีขึ้น การขึ้นรูปด้วยการเป่าแบบยืดเป็นวิธีการที่นิยมใช้ในการผลิตขวด ISBM สำหรับเครื่องดื่มและบรรจุภัณฑ์อาหาร
ตารางเปรียบเทียบ: ประเภทของการขึ้นรูปด้วยการเป่า
| กระบวนการ | ลักษณะเฉพาะ | หลักการปฏิบัติงาน | การใช้งานทั่วไปและหมายเหตุ |
|---|---|---|---|
| การขึ้นรูปด้วยการเป่าแบบอัดรีด | เครื่องนี้ใช้เทคนิคการอัดขึ้นรูป โดยนำท่อพลาสติกหลอมเหลว (พาริสัน) ที่ยึดอยู่ในแม่พิมพ์มาอัดให้พองตัว | เมื่อขึ้นรูปพาริซอนเสร็จแล้ว แม่พิมพ์จะหนีบและปิดผนึก จากนั้นอากาศจะดันพาริซอนให้พองตัวแนบกับผนังแม่พิมพ์ | ชิ้นส่วนกลวงขนาดใหญ่และเรียบง่าย; ต้นทุนต่ำกว่า; ควบคุมขนาดได้น้อยกว่า; มีเศษวัสดุเหลือทิ้งมากกว่า; ไม่มีแรงเค้นภายใน |
| การฉีดขึ้นรูปเป่า | ใช้แม่พิมพ์ฉีดขึ้นรูป แล้วส่งต่อไปยังแม่พิมพ์เป่าเพื่อทำการอัดขึ้นรูป | ขึ้นรูปด้วยแม่พิมพ์ที่มีความหนาของผนังที่ควบคุมได้ จากนั้นจึงถ่ายโอนและเป่าลมให้ได้รูปทรงสุดท้าย | ความแม่นยำของขนาดที่ดีกว่า; ชิ้นส่วนขนาดเล็กและซับซ้อนกว่า; ต้นทุนการลงทุนสูงกว่า; ไม่มีการเชื่อมด้านล่าง; กระบวนการผลิตแบบขั้นตอนเดียวหรือสองขั้นตอน |
| การขึ้นรูปด้วยการเป่าแบบยืด | เพิ่มการยืดตามแนวแกนของชิ้นงานก่อนการเป่าขึ้นรูป ทำให้เกิดการจัดเรียงตัวในสองทิศทาง | ชิ้นงานขึ้นรูปเบื้องต้นถูกยืดตามแนวแกนด้วยแท่งโลหะ จากนั้นจึงเป่าลมเข้าไปเพื่อจัดเรียงสายโซ่โพลีเมอร์ให้เข้าที่ | พลาสติกที่ผ่านการยืดตัวในสองทิศทาง; มีความแข็งแรงและความใสสูงขึ้น; นิยมใช้ในขวด PET |
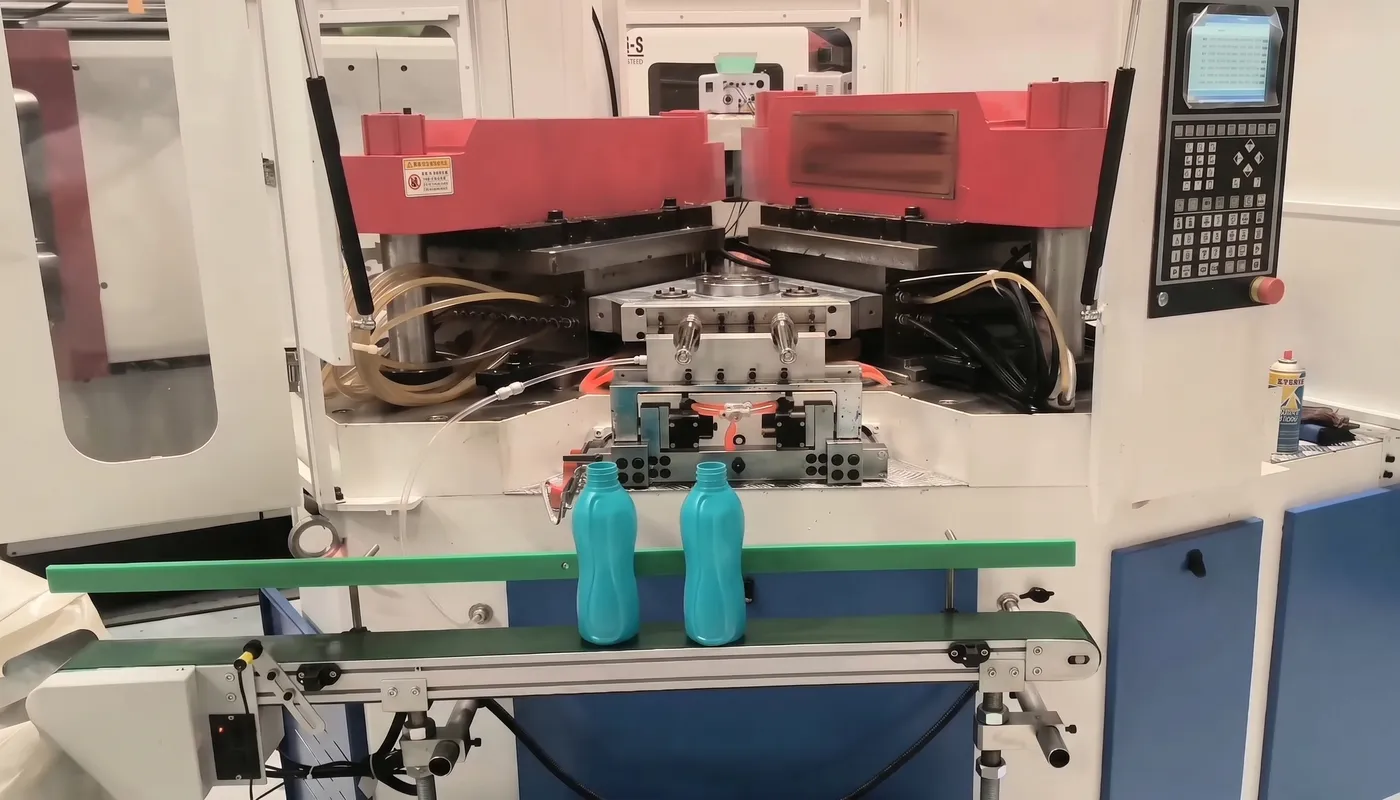
เครื่อง ISBM
เครื่อง ISBM หรือเครื่องฉีดขึ้นรูปและเป่าขึ้นรูป (Injection Stretch Blow Molding Machine) โดดเด่นกว่าเครื่องเป่าขึ้นรูปประเภทอื่นๆ เครื่องนี้จะสร้างแรงดึงและแรงอัดในสองทิศทางให้กับพลาสติกในระหว่างขั้นตอนการยืด ซึ่งช่วยเพิ่มความแข็งแรงเชิงกล ความแข็งแง และคุณสมบัติในการกั้นอากาศได้อย่างมาก เครื่อง ISBM เทคโนโลยีนี้ช่วยให้ควบคุมการกระจายวัสดุได้อย่างแม่นยำ ส่งผลให้ผนังบางลงและลดการใช้พลาสติก ผลิตภาชนะที่มีความแม่นยำสูงและมีความหนาของผนังสม่ำเสมอ ซึ่งนำไปสู่คุณภาพของผลิตภัณฑ์ที่เหนือกว่า
- เครื่องจักร ISBM สามารถผลิตขวดได้หลากหลายขนาดและรูปทรงที่เป็นเอกลักษณ์ รวมถึงภาชนะที่มีหูหิ้วในตัวหรือคอขวดทรงสี่เหลี่ยมผืนผ้า
- เครื่องจักรนี้รองรับการผลิตแบบหลายชั้น โดยใช้พลาสติกรีไซเคิลจากผู้บริโภคระหว่างชั้นพลาสติกใหม่ เพื่อให้เป็นไปตามมาตรฐานบรรจุภัณฑ์อาหาร
- ระบบเซอร์โวไฮบริดที่ควบคุมด้วยระบบไฮดรอลิกช่วยเพิ่มประสิทธิภาพการใช้พลังงานและลดการใช้พลังงานที่กระชากขึ้นลง
- ระบบฟื้นฟูอากาศที่ได้รับการจดสิทธิบัตรแล้ว สามารถนำอากาศเป่าแรงดันสูงกลับมาใช้ใหม่ได้ ช่วยลดการใช้พลังงาน
- เครื่องจักร ISBM ผลิตภาชนะที่มีน้ำหนักเบา ใส และแข็งแรง ทำให้เหมาะสำหรับบรรจุน้ำดื่ม น้ำอัดลม และน้ำผลไม้
เครื่องจักร ISBM ต้องการเงินลงทุนเริ่มต้นและค่าบำรุงรักษาที่สูงกว่า เนื่องจากเทคโนโลยีขั้นสูงและวิศวกรรมที่มีความแม่นยำสูง อย่างไรก็ตาม เครื่องจักรเหล่านี้สามารถใช้ประโยชน์จากวัตถุดิบได้เกือบ 1001 ตันต่อ 3 ตัน และลดต้นทุนแรงงานลงได้ด้วยระบบอัตโนมัติ ผู้ผลิตหลายรายเลือกใช้เครื่องจักร ISBM สำหรับผลิตภัณฑ์ระดับพรีเมียมที่ให้ความสำคัญกับคุณภาพ ความใส และความแข็งแรง
 |
 |
| เครื่อง ISBM | เครื่อง EBM |
การขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) เทียบกับกระบวนการอื่นๆ
ความเร็วในการผลิต
ความเร็วในการผลิตมีบทบาทสำคัญในการเลือกกระบวนการเป่าขึ้นรูป การเป่าขึ้นรูปด้วยการฉีด (Injection blow molding) มีประสิทธิภาพสูง โดยเฉพาะอย่างยิ่งเมื่อใช้แม่พิมพ์หลายช่อง ตัวอย่างเช่น ระบบเป่าขึ้นรูปด้วยการฉีด 28 ช่อง สามารถทำเวลาต่อรอบได้ประมาณ 25 วินาที ซึ่งเร็วกว่าการเป่าขึ้นรูปด้วยการอัดรีด (Extrusion blow molding) ซึ่งทำงานได้ช้ากว่าเนื่องจากการอัดรีดอย่างต่อเนื่องและการระบายความร้อน การเป่าขึ้นรูปด้วยการยืด (Stretch blow molding) โดยเฉพาะอย่างยิ่งเมื่อใช้เครื่อง ISBM จะมีขั้นตอนเพิ่มเติม เช่น การให้ความร้อนและการยืดชิ้นงานก่อนขึ้นรูป ขั้นตอนเหล่านี้อาจทำให้เวลาต่อรอบนานขึ้นเมื่อเทียบกับการเป่าขึ้นรูปด้วยการฉีด แต่กระบวนการนี้ยังคงรองรับการผลิตขวดในปริมาณมากได้ ปัจจัยต่างๆ เช่น ความเร็วของสกรู การออกแบบแม่พิมพ์ และประเภทของเครื่องจักร มีผลต่อปริมาณงานและเวลาต่อรอบในทุกวิธีการ
| ประเภทกระบวนการ | ความเร็วในการผลิต |
|---|---|
| การฉีดขึ้นรูปเป่า | เร็วขึ้น (ชิ้นส่วนขึ้นรูปสำเร็จรูปช่วยให้รอบการผลิตเร็วขึ้น) |
| การขึ้นรูปด้วยการเป่าแบบอัดรีด | ช้าลง (ต้องใช้กระบวนการอัดขึ้นรูป ทำให้รอบการผลิตยาวนานขึ้น) |
| การขึ้นรูปด้วยการเป่าแบบยืด | ระดับปานกลาง (เพิ่มขั้นตอนการยืดและให้ความร้อน) |
ประสิทธิภาพการใช้วัสดุ
ประสิทธิภาพการใช้วัสดุส่งผลกระทบทั้งต้นทุนและความยั่งยืน การขึ้นรูปด้วยการเป่าแบบยืด โดยเฉพาะอย่างยิ่งด้วยเครื่อง ISBM สามารถใช้ประโยชน์จากวัตถุดิบได้เกือบ 1001 ตันต่อ 3 ตัน กระบวนการนี้ก่อให้เกิดเศษวัสดุน้อยที่สุดเนื่องจากใช้ชิ้นงานขึ้นรูปที่มีขนาดแม่นยำ การขึ้นรูปด้วยการเป่าแบบยืดด้วยการฉีดขึ้นรูปยังช่วยให้สามารถใช้ผนังที่บางกว่าได้ ลดการใช้พลาสติกโดยไม่ลดความแข็งแรงของผลิตภัณฑ์ ในทางตรงกันข้าม การขึ้นรูปด้วยการเป่าแบบอัดรีดก่อให้เกิดของเสียมากกว่าเนื่องจากวัสดุส่วนเกินที่ถูกตัดออกจากชิ้นงานขึ้นรูป การขึ้นรูปด้วยการเป่าแบบฉีดขึ้นรูปอยู่ระหว่างสองวิธีนี้ โดยมีการควบคุมวัสดุที่ดี แต่มีต้นทุนเครื่องมือที่สูงกว่า
*คำแนะนำ: เครื่อง ISBM สามารถเพิ่มประสิทธิภาพได้มากยิ่งขึ้นโดยใช้พรีฟอร์มแบบหลายชั้น โดยผสมวัสดุรีไซเคิลระหว่างชั้นของพลาสติกใหม่
ความหนาและความใสของผนัง
ความหนาและความใสของผนังขวดเป็นตัวกำหนดความสวยงามและความน่าเชื่อถือในการใช้งานของผลิตภัณฑ์ การขึ้นรูปด้วยการฉีดและเป่าขึ้นรูป (Injection stretch blow molding) ทำให้ได้ขวดที่มีความหนาของผนังสม่ำเสมอและมีความใสเป็นพิเศษ การยืดแบบสองแกนจะจัดเรียงโมเลกุลของพลาสติก ทำให้ได้ขนาดที่คงที่และพื้นผิวเรียบ กระบวนการนี้เหมาะสำหรับงานที่ต้องการความใสและการควบคุมปริมาตรที่แม่นยำ เช่น บรรจุภัณฑ์เครื่องดื่ม การขึ้นรูปด้วยการเป่าอัดรีด (Extrusion blow molding) แม้จะมีต้นทุนต่ำ แต่ก็มีปัญหาเรื่องความสม่ำเสมอของความหนาของผนังและไม่สามารถให้ความใสได้เท่ากับการขึ้นรูปด้วยการเป่าขึ้นรูป การขึ้นรูปด้วยการฉีดและเป่าขึ้นรูป (Injection blow molding) ให้ความแม่นยำสูงสำหรับชิ้นส่วนขนาดเล็กและซับซ้อน แต่ไม่สามารถให้ความใสได้เท่ากับการขึ้นรูปด้วยการฉีดและเป่าขึ้นรูป
การขึ้นรูปด้วยการเป่าแบบยืด:
- ความใสและความแข็งแกร่งสูง
- การควบคุมความหนาของผนังอย่างแม่นยำ
- มีประสิทธิภาพสำหรับการผลิตขวด PET ในปริมาณมาก
การขึ้นรูปด้วยการเป่าแบบอัดรีด:
- เหมาะสำหรับชิ้นส่วนขนาดใหญ่และซับซ้อน
- ความแม่นยำที่จำกัดในเรื่องความหนาและความใสของผนัง
การฉีดขึ้นรูปและเป่าขึ้นรูป:
- ความหนาของผนังที่สม่ำเสมอสำหรับภาชนะขนาดเล็ก
- ต้นทุนเครื่องมือที่สูงขึ้น
ความแข็งแรงเชิงกล
ความแข็งแรงเชิงกลเป็นข้อได้เปรียบที่สำคัญของการขึ้นรูปด้วยการเป่าแบบยืด (stretch blow molding) กระบวนการนี้ใช้การยืดแบบสองแกน ซึ่งจัดเรียงสายโซ่ของพอลิเมอร์ในทั้งทิศทางตามแนวเส้นรอบวงและแนวแกน การจัดเรียงนี้ช่วยเพิ่มความแข็งแรงต่อแรงดึง ความต้านทานต่อแรงกระแทก และความสามารถในการรับน้ำหนักสูงสุดได้อย่างมาก ภาชนะที่ผลิตด้วยการขึ้นรูปด้วยการเป่าแบบยืดอาจมีน้ำหนักเบากว่าภาชนะที่ผลิตด้วยวิธีอื่น 10 ถึง 15 เปอร์เซ็นต์ แต่ยังคงมีประสิทธิภาพด้านคุณสมบัติเชิงกลที่ดีกว่า ผลิตภัณฑ์ที่ขึ้นรูปด้วยการเป่าแบบอัดรีด (extrusion blow molding) ขึ้นอยู่กับพารามิเตอร์การประมวลผลสำหรับความแข็งแรง แต่โดยทั่วไปแล้วจะไม่ให้ประสิทธิภาพในระดับเดียวกัน การขึ้นรูปด้วยการเป่าแบบฉีด (injection blow molding) ให้ความแข็งแรงที่ดีสำหรับชิ้นส่วนขนาดเล็กและแม่นยำ แต่ขาดคุณสมบัติที่ได้รับการปรับปรุงซึ่งได้มาจากการจัดเรียงแบบสองแกน
| ด้าน | การขึ้นรูปด้วยการเป่าแบบยืด (ISBM) | การขึ้นรูปด้วยการเป่าแบบอัดรีด | การฉีดขึ้นรูปเป่า |
|---|---|---|---|
| ความแข็งแรงดึง | สูง (เนื่องจากการวางแนวแบบสองแกน) | ปานกลาง (ขึ้นอยู่กับกระบวนการ) | เหมาะสม (สำหรับชิ้นส่วนขนาดเล็ก) |
| ความต้านทานแรงกระแทก | สูง | ปานกลาง | ดี |
| การลดน้ำหนัก | ไฟแช็ก 10-15% เป็นไปได้ | การลดลงน้อยลง | การลดลงน้อยลง |

ความแม่นยำในการออกแบบ
ความแม่นยำในการออกแบบส่งผลต่อความสามารถในการสร้างผลิตภัณฑ์ที่ซับซ้อนและเชื่อถือได้ การขึ้นรูปด้วยการฉีดและเป่า (Injection stretch blow molding) โดยเฉพาะอย่างยิ่งด้วยเครื่อง ISBM ช่วยให้ได้ความแม่นยำของขนาดและความคลาดเคลื่อนที่แคบกว่า การใช้แกนโลหะและการควบคุมแม่พิมพ์ที่แม่นยำช่วยให้สามารถผลิตขวดที่มีรูปทรงซับซ้อนและความหนาของผนังที่สม่ำเสมอ การขึ้นรูปด้วยการเป่าแบบอัดรีด (Extrusion blow molding) ให้ความยืดหยุ่นในเรื่องรูปทรง แต่มีปัญหาเรื่องความคลาดเคลื่อนของเส้นผ่านศูนย์กลางภายในและความแม่นยำโดยรวม การขึ้นรูปด้วยการฉีดและเป่า (Injection blow molding) ยังให้ความแม่นยำสูง ทำให้เหมาะสำหรับบรรจุภัณฑ์ยาและเครื่องสำอาง การออกแบบแม่พิมพ์ ระบบระบายความร้อน และพารามิเตอร์ของกระบวนการ ล้วนมีส่วนช่วยให้ผลิตภัณฑ์ขั้นสุดท้ายมีความเสถียรทางด้านขนาด
- การขึ้นรูปด้วยการฉีดและเป่าแบบยืด: เหมาะที่สุดสำหรับงานออกแบบที่ซับซ้อน แม่นยำ และค่าความคลาดเคลื่อนที่แคบ
- การขึ้นรูปด้วยการเป่ารีด: รูปทรงยืดหยุ่น แต่ความแม่นยำน้อยกว่า
- การขึ้นรูปด้วยการเป่าและฉีด: ความแม่นยำสูงสำหรับผลิตภัณฑ์ขนาดเล็กและละเอียด
ความเข้ากันได้ของวัสดุ
ความเข้ากันได้ของวัสดุเป็นตัวกำหนดว่าโพลิเมอร์ชนิดใดสามารถใช้ได้กับแต่ละกระบวนการ การขึ้นรูปด้วยการเป่าแบบยืด โดยเฉพาะอย่างยิ่งการขึ้นรูปด้วยการเป่าแบบยืดด้วยการฉีด ส่วนใหญ่จะใช้ PET เนื่องจากมีความใส แข็งแรง และทนต่อแรงดัน ข้อจำกัดนี้หมายความว่ากระบวนการนี้มีความยืดหยุ่นน้อยกว่าในแง่ของการเลือกวัสดุ การขึ้นรูปด้วยการเป่าแบบอัดรีดรองรับพลาสติกหลากหลายชนิด รวมถึง PE, PP, ABS, PETG, EVOH, PVC, TPE, TPV และไนลอน ทำให้เหมาะสำหรับการใช้งานที่หลากหลาย เช่น ถังเชื้อเพลิงและขวดผงซักฟอก การขึ้นรูปด้วยการเป่าแบบฉีดก็รองรับโพลิเมอร์ต่างๆ ได้เช่นกัน โดยเฉพาะอย่างยิ่งสำหรับขวดขนาดเล็กที่มีความแม่นยำสูง
| ประเภทการขึ้นรูปด้วยการเป่า | โพลิเมอร์/การใช้งานที่เข้ากันได้มากที่สุด | ลักษณะสำคัญ / เหตุผลด้านความเข้ากันได้ของพอลิเมอร์ |
|---|---|---|
| การขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding - SBM) | ส่วนใหญ่เป็น PET (โพลีเอทิลีนเทเรฟทาเลต) | ส่วนใหญ่ใช้สำหรับทำขวดเครื่องดื่ม การยืดช่วยเพิ่มความแข็งแรงและความใส PET เป็นพอลิเมอร์ที่นิยมใช้ |
| การขึ้นรูปด้วยการเป่าแบบอัดรีด | โพลิเมอร์หลากหลายชนิดที่เหมาะสมสำหรับภาชนะกลวงขนาดใหญ่ | ใช้สำหรับสิ่งของขนาดใหญ่ เช่น ถังน้ำมันเชื้อเพลิงและขวดผงซักฟอก การเลือกใช้โพลิเมอร์จะแตกต่างกันไปตามขนาดและความทนทานที่ต้องการ |
| การฉีดขึ้นรูปเป่า | โพลิเมอร์ที่เหมาะสมสำหรับขวดขนาดเล็กที่มีความแม่นยำสูง | ใช้ในอุตสาหกรรมยาและเครื่องสำอาง การเลือกใช้โพลิเมอร์ขึ้นอยู่กับความแม่นยำและรายละเอียดที่ต้องการ |
*หมายเหตุ: การขึ้นรูปด้วยการเป่าแบบยืดอาจไม่เหมาะกับโพลิเมอร์ชนิดพิเศษหรือโพลิเมอร์ที่ต้องการอุณหภูมิในการแปรรูปสูง ซึ่งทำให้ช่วงวัสดุที่ใช้ได้แคบลงเมื่อเทียบกับการขึ้นรูปด้วยการเป่าแบบอัดรีด
 |
 |
| วัสดุ PET | วัสดุ PE |
 |
 |
| วัสดุ PP | วัสดุ ABS |
ข้อดีและข้อเสีย
ข้อดีและข้อเสียของการขึ้นรูปด้วยการเป่าแบบยืด
การขึ้นรูปด้วยการเป่าแบบยืด (Stretch blow molding) มีข้อดีหลายประการสำหรับผู้ผลิตที่ต้องการบรรจุภัณฑ์คุณภาพสูง กระบวนการนี้ใช้ขั้นตอนการยืดที่จัดเรียงพลาสติกในสองทิศทาง ซึ่งช่วยเพิ่มความแข็งแรงต่อแรงกระแทก ความแข็งแรงต่อแรงดึง และความโปร่งใส ทำให้สามารถผลิตขวดและภาชนะที่มีผนังบางลงได้โดยยังคงความทนทานไว้ เครื่อง ISBM ช่วยให้สามารถเพิ่มอัตราการผลิตได้ ตั้งแต่ชุดเล็กๆ ไปจนถึงมากกว่า 70,000 ขวดต่อชั่วโมง ผู้ผลิตสามารถผลิตและจัดเก็บพรีฟอร์มแยกกันได้ ทำให้มีความยืดหยุ่นและเปลี่ยนการผลิตได้อย่างรวดเร็ว กระบวนการนี้ยังให้การกระจายความหนาของผนังที่ดีเยี่ยม โดยเฉพาะอย่างยิ่งสำหรับขวดทรงกลม และช่วยลดการใช้ปริมาณวัสดุลง
การขึ้นรูปด้วยการเป่าแบบสองขั้นตอนเป็นวิธีที่ใช้กันอย่างแพร่หลายในการผลิตขวดเครื่องดื่ม เนื่องจากมีความยืดหยุ่นและคุ้มค่าทางเศรษฐกิจ ส่วนระบบแบบขั้นตอนเดียวเหมาะสำหรับพื้นผิวที่เรียบเนียนหรือรูปทรงที่เป็นเอกลักษณ์
อย่างไรก็ตาม การขึ้นรูปด้วยการเป่าแบบยืดก็มีข้อเสียอยู่บ้าง กระบวนการนี้ต้องการเรซินคุณภาพสูง เช่น PET, PP หรือ PVC เพื่อหลีกเลี่ยงข้อบกพร่อง ชิ้นงานขึ้นรูปอาจได้รับความเสียหายระหว่างการขนส่งและการจัดเก็บ ทำให้เกิดรอยบิ่นหรือรอยขีดข่วน ความแปรปรวนในการให้ความร้อนแก่ชิ้นงานขึ้นรูปอาจทำให้เกิดอุณหภูมิที่ไม่สม่ำเสมอ โดยเฉพาะในเครื่องจักรแบบหมุน เครื่องจักร ISBM มีต้นทุนการลงทุนสูง โดยเฉพาะอย่างยิ่งสำหรับการผลิตในปริมาณน้อย ผู้ผลิตต้องเลือกชิ้นงานขึ้นรูปอย่างระมัดระวัง โดยเฉพาะอย่างยิ่งเมื่อไม่ได้สั่งทำพิเศษ เอกสารทางเทคนิคระบุว่า แม้ว่าการให้ความร้อนด้วยอินฟราเรดใกล้จะช่วยประหยัดพลังงานได้ แต่ก็เพิ่มความซับซ้อนและต้นทุน เทคโนโลยีการให้ความร้อนด้วยไมโครเวฟแบบใหม่ อาจช่วยเพิ่มประสิทธิภาพในอนาคต
ข้อดีและข้อเสียของการขึ้นรูปด้วยการอัดรีดและการฉีดขึ้นรูป
การขึ้นรูปด้วยการเป่าแบบอัดรีด (Extrusion blow molding) ยังคงเป็นทางเลือกยอดนิยมสำหรับผลิตภัณฑ์กลวงขนาดใหญ่และเรียบง่าย เช่น ท่อระบายอากาศของระบบปรับอากาศและเบาะนั่งเครื่องตัดหญ้า กระบวนการนี้รองรับโพลิเมอร์ได้หลากหลายชนิดและมีต้นทุนการผลิตแม่พิมพ์ต่ำ ผู้ผลิตได้รับประโยชน์จากความเร็วในการผลิตสูงและความสามารถในการสร้างรูปทรงที่ซับซ้อน อย่างไรก็ตาม การขึ้นรูปด้วยการเป่าแบบอัดรีดมักส่งผลให้ความหนาของผนังไม่สม่ำเสมอและมีเศษวัสดุเหลือทิ้งมากขึ้น นอกจากนี้ยังอาจเกิดข้อบกพร่องที่พื้นผิวและก้นภาชนะที่ไม่เรียบเนื่องจากปัญหาการระบายความร้อนหรือการออกแบบแม่พิมพ์
การขึ้นรูปด้วยการฉีดและเป่า (Injection blow molding) เหมาะอย่างยิ่งสำหรับการผลิตขวด โถ และภาชนะขนาดเล็กที่มีรูปทรงเรขาคณิตไม่ซับซ้อน ให้ความหนาของผนังที่สม่ำเสมอและความแม่นยำของขนาดที่ดี กระบวนการนี้เหมาะสำหรับบรรจุภัณฑ์ยาและเครื่องสำอาง อย่างไรก็ตาม กระบวนการนี้มีต้นทุนด้านแม่พิมพ์สูงกว่าและมีประสิทธิภาพน้อยกว่าสำหรับการผลิตในปริมาณมาก

| กระบวนการ | ข้อดีหลักๆ | ข้อเสียหลัก |
|---|---|---|
| การขึ้นรูปด้วยการเป่าแบบอัดรีด | อเนกประสงค์ รวดเร็ว ต้นทุนการผลิตต่ำ สามารถขึ้นรูปชิ้นงานที่ซับซ้อนได้ | ความหนาของผนังไม่สม่ำเสมอ มีเศษวัสดุมากขึ้น และมีตำหนิที่พื้นผิว |
| การฉีดขึ้นรูปเป่า | แม่นยำ เหมาะสำหรับสินค้าขนาดเล็ก คุณภาพสม่ำเสมอ | ต้นทุนการผลิตแม่พิมพ์สูง ไม่เหมาะสำหรับการผลิตในปริมาณมาก |
| การขึ้นรูปด้วยการเป่าแบบยืด (ISBM) | แข็งแรง โปร่งใส ผนังบาง ปรับขนาดได้ ยืดหยุ่น | ต้นทุนการลงทุนสูง คุณภาพเรซินมีความสำคัญ และมีปัญหาเรื่องการจัดการ |
มาตรการป้องกัน เช่น การฝึกอบรมผู้ปฏิบัติงาน การทำความสะอาดแม่พิมพ์ และการปรับพารามิเตอร์รอบการทำงาน ช่วยลดข้อบกพร่องทั่วไปในกระบวนการเป่าขึ้นรูปทุกประเภท
การเลือกกระบวนการที่เหมาะสม
ความเหมาะสมในการใช้งาน
การเลือกกระบวนการเป่าขึ้นรูปที่เหมาะสมที่สุดนั้นขึ้นอยู่กับการใช้งานที่ต้องการและข้อกำหนดเฉพาะของผลิตภัณฑ์ การเป่าขึ้นรูปด้วยการยืด (Stretch blow molding) โดดเด่นในการผลิตขวด PET โดยเฉพาะในอุตสาหกรรมเครื่องดื่ม กระบวนการนี้สร้างภาชนะที่มีความใสและความแข็งแรงเชิงกลสูง ทำให้เหมาะสำหรับผลิตภัณฑ์ที่ต้องการทั้งความสวยงามและความทนทาน อุตสาหกรรมต่างๆ เช่น บรรจุภัณฑ์ ยานยนต์ อุปกรณ์ทางการแพทย์ และสินค้าอุปโภคบริโภค ต่างพึ่งพาการเป่าขึ้นรูปสำหรับการใช้งานที่หลากหลาย ตารางต่อไปนี้แสดงให้เห็นถึงผลิตภัณฑ์ทั่วไปและความเหมาะสมสำหรับแต่ละอุตสาหกรรม:
 |
 |
 |
 |
| ผลิตภัณฑ์/อุตสาหกรรม | ผลิตภัณฑ์/ชิ้นส่วนทั่วไป | หลักฐานความเหมาะสมและการประยุกต์ใช้ |
|---|---|---|
| บรรจุภัณฑ์ | ขวด โหล ภาชนะสำหรับอาหาร เครื่องดื่ม เครื่องสำอาง ยา | ขวดน้ำหนักเบา ไม่แตกหักง่าย ราคาประหยัด พร้อมการควบคุมความหนาของผนังที่แม่นยำ การใช้ PET ช่วยเพิ่มความโปร่งใสและประสิทธิภาพ |
| ยานยนต์ | ถังเชื้อเพลิง กันชน ภาชนะบรรจุของเหลว ท่อส่ง | ชิ้นส่วนไร้รอยต่อ ป้องกันการรั่วซึม มีรูปทรงซับซ้อน และมีคุณสมบัติแบบบูรณาการ |
| อุปกรณ์ทางการแพทย์ | อุปกรณ์ทางการแพทย์แบบใช้แล้วทิ้ง ถุงน้ำเกลือ สายยาง | อุปกรณ์ปลอดเชื้อ รูปทรงซับซ้อน มีช่องและวาล์ว |
| ผลิตภัณฑ์สำหรับผู้บริโภค | ของเล่น อุปกรณ์กีฬา ของใช้ในครัวเรือน | ดีไซน์กลวงซับซ้อนที่คงความแข็งแรงทนทาน |
| ผลิตภัณฑ์อุตสาหกรรม | ถัง, แท็งก์, ภาชนะขนาดใหญ่ | ภาชนะที่ทนทาน น้ำหนักเบา พร้อมคุณสมบัติพิเศษที่ปรับแต่งได้ตามต้องการ |
| อุปกรณ์สนามเด็กเล่น | โครงสร้างสำหรับเล่นกลางแจ้ง | อุปกรณ์ที่ทนต่อสภาพอากาศ ทนทาน และมีพื้นผิวเป็นลวดลาย |
ควรใช้การขึ้นรูปด้วยการเป่าแบบยืดเมื่อใด?
ผู้ผลิตเลือกใช้กระบวนการขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) เมื่อผลิตภัณฑ์ต้องการความใส ความแข็งแรง และน้ำหนักเบาเป็นพิเศษ กระบวนการนี้เป็นมาตรฐานอุตสาหกรรมสำหรับการผลิตขวด PET รวมถึงขวดโซดาขนาด 2 ลิตร เนื่องจากความสามารถในการจัดเรียงสายโซ่โพลีเมอร์และเพิ่มคุณสมบัติทางกายภาพ เครื่องจักร ISBM ช่วยให้การผลิตรวดเร็วและรองรับรูปทรงที่ซับซ้อน ทำให้เหมาะสำหรับบรรจุภัณฑ์อาหาร เครื่องสำอาง และการใช้งานอื่นๆ ที่รูปลักษณ์และประสิทธิภาพมีความสำคัญ บริษัทต่างๆ ได้รับประโยชน์จากกระบวนการสองขั้นตอน ซึ่งช่วยให้สามารถขนส่งและจัดเก็บชิ้นงานขึ้นรูปก่อนการขึ้นรูปขั้นสุดท้าย ลดต้นทุนด้านโลจิสติกส์ การขึ้นรูปด้วยการเป่าแบบยืดมีความโดดเด่นในสภาพแวดล้อมการผลิตปริมาณมาก โดยเฉพาะอย่างยิ่งเมื่อผลิตภัณฑ์ต้องเป็นไปตามมาตรฐานคุณภาพที่เข้มงวด
การขึ้นรูปด้วยการเป่าแบบยืดเหมาะสำหรับ:
- ขวดเครื่องดื่มที่ต้องการความใสและความแข็งแรง
- ผลิตภัณฑ์ที่มีรูปทรงซับซ้อนหรือผนังบาง
- สายการผลิตที่มีผลผลิตสูง
- การใช้งานที่บรรจุภัณฑ์น้ำหนักเบาและทนทานเป็นสิ่งสำคัญ
 |
 |
| เครื่อง ISBM | เครื่องจักร IBM |
ปัจจัยสำคัญในการคัดเลือก
ปัจจัยหลายประการมีผลต่อการตัดสินใจเลือกใช้การขึ้นรูปด้วยการเป่าแบบยืด (stretch blow molding) หรือเทคนิคการขึ้นรูปด้วยการเป่าแบบอื่น ข้อกำหนดของผลิตภัณฑ์ เช่น รูปทรง ความใส และความแข็งแรงเชิงกล มีบทบาทสำคัญ การขึ้นรูปด้วยการเป่าแบบยืด โดยเฉพาะอย่างยิ่งด้วยเครื่อง ISBM จะผลิตขวดที่มีความใสและความทนทานดีเยี่ยม ทำให้เป็นตัวเลือกที่เหมาะสมสำหรับผลิตภัณฑ์ เช่น ขวดน้ำและขวดโซดาขนาด 2 ลิตร ปริมาณการผลิตและต้นทุนก็มีผลต่อการเลือกกระบวนการเช่นกัน การขึ้นรูปด้วยการเป่าให้ความคุ้มค่าด้านต้นทุนสำหรับการผลิตในปริมาณมากของผลิตภัณฑ์กลวงแบบง่าย ในขณะที่... เครื่อง ISBM กระบวนการผลิตที่แม่นยำและปรับขนาดได้เหมาะสำหรับงานที่ต้องการประสิทธิภาพสูง ผู้ผลิตต้องประเมินความซับซ้อนของการออกแบบ ความเร็วในการผลิต จำนวนแม่พิมพ์ และงบประมาณ เพื่อให้มั่นใจว่ากระบวนการที่เลือกสอดคล้องกับเป้าหมายทางธุรกิจและข้อกำหนดของผลิตภัณฑ์
*คำแนะนำ: เมื่อผลิตภัณฑ์ต้องการความใสสูง โครงสร้างน้ำหนักเบา และความแข็งแรงสูง การขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) โดยใช้เครื่อง ISBM จะให้ผลลัพธ์ที่ดีที่สุด
การเลือกกระบวนการเป่าขึ้นรูปที่เหมาะสมนั้นขึ้นอยู่กับความต้องการของผลิตภัณฑ์และเป้าหมายทางธุรกิจ ตารางด้านล่างนี้แสดงให้เห็นถึงความแตกต่างหลักๆ:
| กระบวนการ | ขั้นตอนสำคัญ | ตัวอย่างการใช้งานทั่วไป | คุณสมบัติพิเศษ |
|---|---|---|---|
| การขึ้นรูปด้วยการเป่าแบบอัดรีด | การอัดขึ้นรูปพาริซอน, การเป่า, การระบายความร้อน, การดีดออก | ขวดขนาดใหญ่ที่ทำจาก HDPE, LDPE และ PP | รูปทรงเรียบง่าย ใช้พลังงานปานกลาง |
| การฉีดขึ้นรูปเป่า | การฉีดขึ้นรูป, การเป่าขึ้นรูป, การดีดออก | ขวดขนาดเล็กถึงขนาดกลาง สำหรับบรรจุยา | คอเสื้อกระชับพอดี ห้ามยืด |
| เครื่องฉีดขึ้นรูปและเป่าขึ้นรูป (ISBM machine) | การฉีดขึ้นรูป, การยืด, การเป่า, การระบายความร้อน, การดีดออก | ขวด PET สำหรับเครื่องดื่ม น้ำมัน และผลิตภัณฑ์ดูแลส่วนบุคคล | การยืดเชิงกล, เกราะป้องกันที่แข็งแรงขึ้น |
สำหรับการผลิตขวด PET ที่มีความใส แข็งแรง และน้ำหนักเบา การขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) โดยใช้เครื่อง ISBM จะให้ผลลัพธ์ที่ดีที่สุด ผู้ผลิตควรปรับคุณสมบัติของกระบวนการให้เหมาะสมกับความต้องการใช้งานเพื่อให้ได้ประสิทธิภาพสูงสุด

คำถามที่พบบ่อย
ถาม: ผลิตภัณฑ์ประเภทใดที่ได้รับประโยชน์สูงสุดจากการขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding)?
A: การขึ้นรูปด้วยการเป่าแบบยืด (Stretch blow molding) เหมาะที่สุดสำหรับขวด PET ที่ต้องการความใสและความแข็งแรงสูง อุตสาหกรรมเครื่องดื่ม อาหาร และผลิตภัณฑ์ดูแลส่วนบุคคลมักเลือกใช้กระบวนการนี้ เครื่อง ISBM ผลิตภาชนะที่มีน้ำหนักเบา ทนทาน และมีรูปทรงที่แม่นยำ
ถาม: เครื่องจักร ISBM ช่วยเพิ่มประสิทธิภาพการใช้วัสดุได้อย่างไร?
A: เครื่องจักร ISBM ใช้ชิ้นงานขึ้นรูปที่มีขนาดแม่นยำ วิธีนี้ช่วยลดของเสียและทำให้มั่นใจได้ว่าวัตถุดิบเกือบทั้งหมดจะกลายเป็นส่วนหนึ่งของผลิตภัณฑ์ขั้นสุดท้าย ผู้ผลิตจึงประหยัดต้นทุนและสนับสนุนเป้าหมายด้านความยั่งยืน
ถาม: การขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) สามารถใช้วัสดุอื่นนอกเหนือจาก PET ได้หรือไม่?
A: โดยทั่วไปแล้ว การใช้งานเครื่องขึ้นรูปพลาสติกแบบเป่าขึ้นรูป (Stretch Blow Molding) ส่วนใหญ่จะใช้ PET เครื่อง ISBM บางรุ่นสามารถใช้เรซินชนิดอื่นได้ เช่น PP หรือ PVC อย่างไรก็ตาม PET ยังคงเป็นตัวเลือกที่นิยมมากกว่า เนื่องจากมีความใสและแข็งแรง
ถาม: เครื่องจักร ISBM ต้องการการบำรุงรักษาหลักอะไรบ้าง?
A: ผู้ปฏิบัติงานต้องทำความสะอาดแม่พิมพ์ ตรวจสอบระบบทำความร้อน และตรวจสอบชิ้นส่วนที่เคลื่อนไหวอย่างสม่ำเสมอ การบำรุงรักษาเชิงป้องกันช่วยหลีกเลี่ยงการหยุดทำงานและรับประกันคุณภาพของผลิตภัณฑ์ที่สม่ำเสมอ การฝึกอบรมที่เหมาะสมช่วยเพิ่มความน่าเชื่อถือของเครื่องจักร
ถาม: เหตุใดจึงควรเลือกการขึ้นรูปด้วยการเป่าแบบยืด (Stretch Blow Molding) แทนการขึ้นรูปด้วยการเป่าแบบอัดรีด (Extrusion Blow Molding)?
A: การขึ้นรูปด้วยการเป่าแบบยืด (Stretch blow molding) ทำให้ได้ขวดที่มีความใสกว่า ผนังบางกว่า และแข็งแรงกว่า เครื่อง ISBM ให้การควบคุมความหนาและรูปทรงของผนังได้อย่างแม่นยำ ผู้ผลิตจึงเลือกกระบวนการนี้สำหรับบรรจุภัณฑ์ระดับพรีเมียมและการใช้งานที่ต้องการความแม่นยำสูง





















