Diferenças entre a moldagem por sopro com estiramento e outros métodos de moldagem por sopro
A moldagem por sopro com estiramento difere de outros processos de moldagem por sopro por criar produtos com transparência, resistência mecânica e precisão de design superiores. Dados da indústria confirmam que a seleção do processo correto afeta diretamente a qualidade do produto, o custo de fabricação e a adequação à aplicação. Por exemplo, a moldagem por sopro com extrusão permite a produção em larga escala com custo-benefício, enquanto a máquina ISBM, na moldagem por sopro com estiramento, produz embalagens leves e duráveis para os setores alimentício e farmacêutico. Cada processo oferece controle exclusivo sobre a espessura da parede e o acabamento da superfície, impactando o desempenho e a aparência do produto final. A seleção criteriosa do processo garante que o produto atenda aos requisitos funcionais e de mercado.

Principais diferenças
- A moldagem por sopro com estiramento cria garrafas resistentes, transparentes e leves, esticando o plástico em duas direções, o que a torna ideal para recipientes de bebidas em PET.
- A máquina ISBM melhora o aproveitamento do material e a qualidade do produto, controlando com precisão o estiramento e a espessura da parede, reduzindo o desperdício e o consumo de energia.
- A moldagem por sopro de extrusão é adequada para peças grandes e simples, com custo mais baixo, mas com menos controle sobre a espessura e a transparência em comparação com a moldagem por sopro de estiramento.
- A moldagem por injeção e sopro funciona bem para recipientes pequenos e detalhados, com boa precisão, mas é menos eficiente para grandes volumes.
- A escolha do processo de moldagem por sopro adequado depende das necessidades do produto, como resistência, transparência, formato e volume de produção, para garantir a melhor qualidade e custo-benefício.
Processos de Moldagem por Sopro
Moldagem por extrusão e sopro
A moldagem por sopro por extrusão é um dos tipos mais comuns de moldagem por sopro. Nesse processo, um tubo de plástico fundido, chamado de pré-forma ou parison, é extrudado verticalmente. O molde então se fecha ao redor da pré-forma, e o ar comprimido a infla contra as paredes do molde. Esse método funciona bem para produzir peças ocas grandes e simples, como garrafas e recipientes. Os fabricantes geralmente optam pela moldagem por sopro por extrusão devido ao seu menor custo e alta velocidade de produção. No entanto, esse processo gera mais desperdício e oferece menos controle sobre a espessura da parede em comparação com outros tipos de moldagem por sopro.
Moldagem por Injeção e Sopro
A moldagem por injeção e sopro utiliza um processo de duas etapas. Primeiro, uma pré-forma é moldada por injeção com uma espessura de parede precisa. A pré-forma é então transferida para um molde de sopro, onde o ar a infla até atingir a forma final. Essa técnica proporciona maior precisão dimensional e é adequada para peças plásticas menores e mais complexas. A moldagem por injeção e sopro cria produtos sem solda na base, o que melhora a resistência e a aparência. Muitas indústrias dependem desse processo para frascos farmacêuticos e pequenos recipientes.
Moldagem por sopro e estiramento
A moldagem por sopro com estiramento, também conhecida como moldagem por sopro com estiramento por injeção, modifica o processo de moldagem por sopro com injeção adicionando uma etapa de estiramento axial. Após a criação da pré-forma, uma haste a estica longitudinalmente antes da insuflação. Esse estiramento alinha as cadeias de polímero em duas direções, resultando em um plástico biaxialmente orientado. O processo produz recipientes com maior resistência mecânica, transparência e propriedades de barreira. A moldagem por sopro com estiramento é a opção preferida para a fabricação de garrafas ISBM para embalagens de bebidas e alimentos.
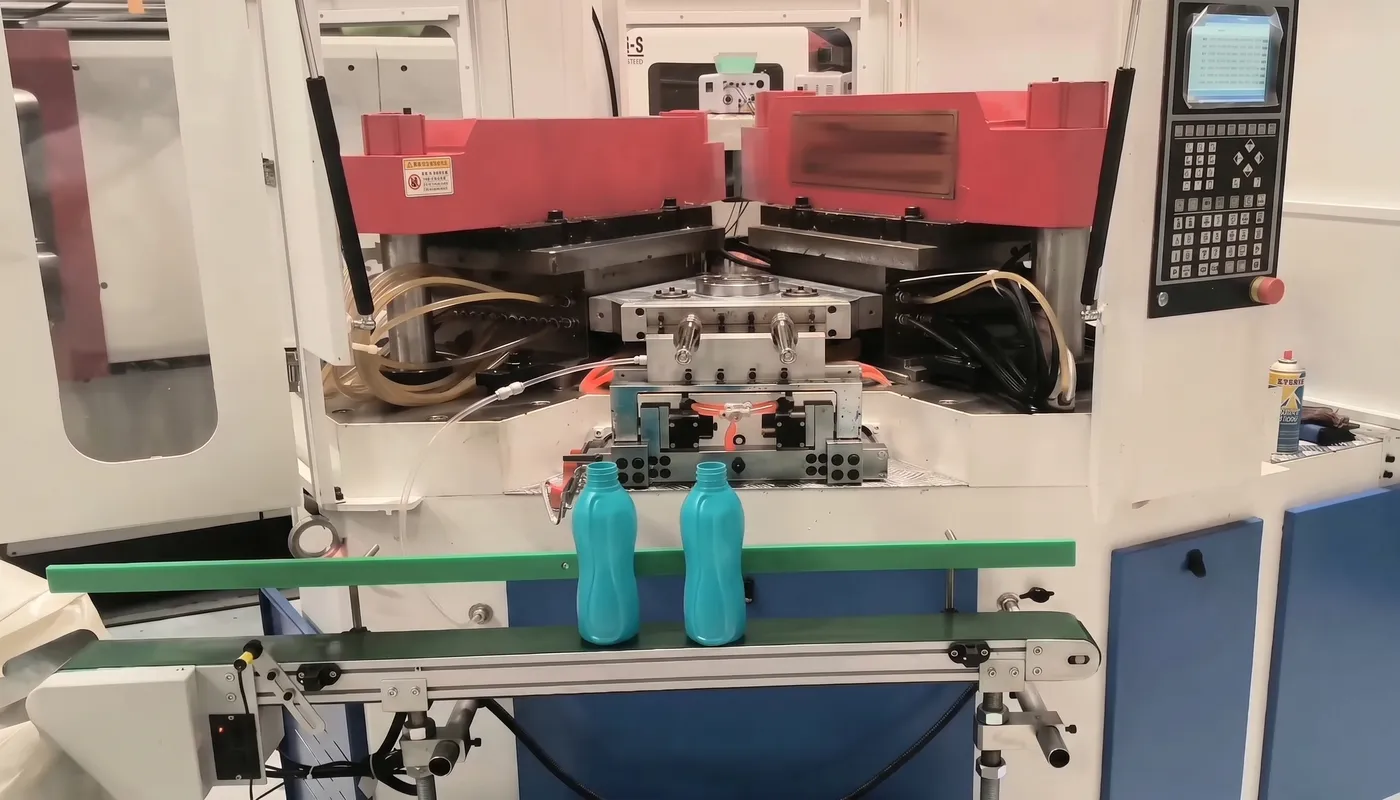
Tabela comparativa: Tipos de moldagem por sopro
| Processo | Características Definidoras | Princípios Operacionais | Aplicações e Observações Típicas |
|---|---|---|---|
| Moldagem por extrusão e sopro | Extruda um tubo de plástico fundido (parison), fixado em um molde e inflado. | A pré-forma é extrudada, o molde é fixado e vedado, e o ar infla a pré-forma contra as paredes do molde. | Peças ocas grandes e simples; menor custo; menor controle dimensional; mais desperdício; sem tensões internas. |
| Moldagem por Injeção e Sopro | Utiliza um pré-molde injetado, que é transferido para um molde de sopro para inflação. | Pré-moldado com espessura de parede controlada, transferido e inflado até atingir a forma final. | Melhor precisão dimensional; peças menores e mais complexas; maior custo de capital; sem solda na base; processo de fabricação em um ou dois estágios. |
| Moldagem por sopro e estiramento | Adiciona estiramento axial da pré-forma antes do sopro, criando uma orientação biaxial. | A pré-forma é esticada axialmente pela haste e, em seguida, inflada, alinhando as cadeias de polímero. | Plásticos biorientados; maior resistência e transparência; comuns em garrafas PET. |
Máquina ISBM
The ISBM machine, or injection stretch blow molding machine, stands out among all types of blow molding equipment. This machine imparts biaxial orientation to the plastic during the stretching phase, which significantly increases mechanical strength, stiffness, and barrier properties. The Máquina ISBM allows precise control over material distribution, resulting in thinner walls and reduced plastic consumption. They produce containers with high dimensional accuracy and uniform wall thickness, which leads to superior product quality.
- A máquina ISBM pode fabricar uma ampla variedade de tamanhos de garrafas e formatos exclusivos, incluindo recipientes com alças integradas ou gargalos retangulares.
- A máquina suporta a construção multicamadas, utilizando material reciclado pós-consumo entre camadas de plástico virgem para atender aos padrões de embalagens de alimentos.
- Sistemas híbridos servo-hidráulicos melhoram a eficiência energética e reduzem os picos de consumo de energia.
- Um sistema patenteado de regeneração de ar recupera o ar de sopro de alta pressão, reduzindo o consumo de energia.
- A máquina ISBM cria recipientes leves, transparentes e resistentes, tornando-os ideais para garrafas de água, refrigerante e suco.
As máquinas ISBM exigem um investimento inicial e custos de manutenção mais elevados devido à sua tecnologia avançada e engenharia de precisão. No entanto, oferecem uma utilização de matéria-prima próxima de 100% e custos de mão de obra reduzidos graças à automação. Muitos fabricantes optam pelas máquinas ISBM para produtos premium onde a qualidade, a clareza e a resistência são essenciais.
 |
 |
| Máquina ISBM | Máquina EBM |
Moldagem por sopro com estiramento versus outros processos
Velocidade de produção
A velocidade de produção desempenha um papel crucial na seleção de um processo de moldagem por sopro. A moldagem por injeção e sopro atinge alta eficiência, especialmente com moldes multicavidades. Por exemplo, um sistema de moldagem por injeção e sopro com 28 cavidades pode alcançar tempos de ciclo de cerca de 25 segundos, superando a moldagem por extrusão e sopro, que opera mais lentamente devido à sua extrusão contínua e às necessidades de resfriamento. A moldagem por estiramento e sopro, particularmente quando se utiliza uma máquina ISBM (moldagem por injeção e sopro), introduz etapas adicionais, como aquecimento e estiramento da pré-forma. Essas etapas podem aumentar o tempo de ciclo em comparação com a moldagem por injeção e sopro, mas o processo ainda suporta a produção em alto volume de garrafas. Fatores como a velocidade da rosca, o projeto do molde e o tipo de máquina influenciam a produtividade e o tempo de ciclo em todos os métodos.
| Tipo de processo | Velocidade de produção |
|---|---|
| Moldagem por Injeção e Sopro | Mais rápido (as pré-formas pré-moldadas permitem ciclos mais rápidos) |
| Moldagem por extrusão e sopro | Mais lento (requer extrusão da pré-forma, ciclo mais longo) |
| Moldagem por sopro e estiramento | Moderado (com etapas adicionais de alongamento e aquecimento) |
Eficiência do material
A eficiência no uso de materiais impacta tanto o custo quanto a sustentabilidade. A moldagem por sopro com estiramento, especialmente com a máquina ISBM, oferece uma utilização de matéria-prima de quase 100%. O processo gera um mínimo de desperdício, pois utiliza pré-formas com dimensões precisas. A moldagem por sopro com estiramento por injeção também permite paredes mais finas, reduzindo o consumo de plástico sem sacrificar a resistência do produto. Em contrapartida, a moldagem por sopro com extrusão gera mais desperdício devido ao excesso de material removido da pré-forma. A moldagem por sopro com injeção situa-se entre as duas, com bom controle de material, mas custos de ferramental mais elevados.
*Dica: A máquina ISBM pode melhorar ainda mais a eficiência utilizando pré-formas multicamadas, incorporando material reciclado entre camadas de plástico virgem.
Espessura e transparência da parede
A espessura da parede e a transparência determinam o apelo visual e a confiabilidade funcional de um produto. A moldagem por injeção e sopro com estiramento produz garrafas com espessura de parede uniforme e transparência excepcional. O estiramento biaxial alinha as moléculas de plástico, resultando em dimensões estáveis e superfícies lisas. Esse processo é ideal para aplicações onde a transparência e o controle preciso do volume são essenciais, como em embalagens de bebidas. A moldagem por extrusão e sopro, embora econômica, apresenta dificuldades com a uniformidade da espessura da parede e não consegue atingir a transparência alcançada pela moldagem por injeção e sopro com estiramento. A moldagem por injeção e sopro oferece alta precisão para peças pequenas e complexas, mas não atinge os mesmos níveis de transparência da moldagem por injeção e sopro com estiramento.
Moldagem por sopro com estiramento:
- Alta clareza e resistência
- Controle preciso da espessura da parede
- Eficiente para produção em larga escala de garrafas PET.
Moldagem por extrusão e sopro:
- Adequado para peças grandes e complexas.
- Precisão limitada na espessura da parede e na clareza.
Moldagem por injeção e sopro:
- Espessura de parede consistente para recipientes pequenos
- Custos de ferramentas mais elevados
Resistência mecânica
A resistência mecânica é uma vantagem fundamental da moldagem por sopro com estiramento. O processo utiliza estiramento biaxial, que orienta as cadeias de polímero tanto na direção circunferencial quanto na axial. Essa orientação aumenta significativamente a resistência à tração, a resistência ao impacto e a capacidade de carga superior. Os recipientes produzidos por moldagem por sopro com estiramento por injeção podem pesar de 10 a 15% menos do que os fabricados por outros métodos, apresentando, ainda assim, propriedades mecânicas superiores. Os produtos moldados por sopro por extrusão dependem dos parâmetros de processamento para obter resistência, mas geralmente não atingem o mesmo nível de desempenho. A moldagem por sopro com estiramento por injeção oferece boa resistência para peças pequenas e precisas, mas não possui as propriedades aprimoradas proporcionadas pela orientação biaxial.
| Aspecto | Moldagem por sopro com estiramento (ISBM) | Moldagem por extrusão e sopro | Moldagem por Injeção e Sopro |
|---|---|---|---|
| Resistência à tracção | Alto (devido à orientação biaxial) | Moderado (depende do processo) | Bom (para peças pequenas) |
| Resistência ao impacto | Alto | Moderado | Bom |
| Redução de Peso | 10-15% isqueiro possível | Menos redução | Menos redução |

Precisão do projeto
A precisão do projeto afeta a capacidade de criar produtos complexos e confiáveis. A moldagem por injeção e sopro, especialmente com a máquina ISBM, alcança precisão dimensional superior e tolerâncias rigorosas. O uso de núcleos metálicos e o controle preciso do molde permitem a produção de frascos com formatos complexos e espessura de parede consistente. A moldagem por extrusão e sopro oferece flexibilidade de formato, mas apresenta dificuldades com as tolerâncias de diâmetro interno e a precisão geral. A moldagem por injeção e sopro também proporciona alta precisão, tornando-a adequada para embalagens farmacêuticas e cosméticas. O projeto do molde, os sistemas de resfriamento e os parâmetros do processo contribuem para a estabilidade dimensional do produto final.
- Moldagem por injeção e sopro com estiramento: Ideal para designs complexos e precisos, com tolerâncias rigorosas.
- Moldagem por sopro de extrusão: Formas flexíveis, menos precisas.
- Moldagem por injeção e sopro: Alta precisão para produtos pequenos e detalhados.
Compatibilidade de materiais
A compatibilidade dos materiais determina quais polímeros podem ser usados em cada processo. A moldagem por sopro com estiramento, particularmente a moldagem por sopro com estiramento por injeção, utiliza principalmente PET devido à sua transparência, resistência e capacidade de suportar pressão. Essa limitação torna o processo menos versátil em termos de seleção de materiais. A moldagem por sopro com extrusão suporta uma ampla gama de plásticos, incluindo PE, PP, ABS, PETG, EVOH, PVC, TPE, TPV e náilon, tornando-a adequada para diversas aplicações, como tanques de combustível e frascos de detergente. A moldagem por sopro com injeção também acomoda diversos polímeros, especialmente para frascos pequenos e de alta precisão.
| Tipo de moldagem por sopro | Polímeros/Aplicações mais compatíveis | Principais características / Justificativa para a compatibilidade do polímero |
|---|---|---|
| Moldagem por sopro com estiramento (SBM) | Principalmente PET (Polietileno Tereftalato) | Utilizado principalmente para garrafas de bebidas; o estiramento melhora a resistência e a transparência; o PET é o polímero preferido. |
| Moldagem por extrusão e sopro | Diversos polímeros adequados para grandes recipientes ocos | Utilizado em itens grandes como tanques de combustível e frascos de detergente; a escolha do polímero varia de acordo com o tamanho e a durabilidade desejada. |
| Moldagem por Injeção e Sopro | Polímeros adequados para frascos pequenos de alta precisão. | Utilizado nas indústrias farmacêutica e cosmética; a escolha do polímero depende dos requisitos de precisão e detalhamento. |
*Nota: A moldagem por sopro com estiramento pode não ser adequada para polímeros especiais ou aqueles que exigem temperaturas de processamento mais elevadas, restringindo ainda mais a sua gama de materiais em comparação com a moldagem por sopro com extrusão.
 |
 |
| Material PET | Material PE |
 |
 |
| Material PP | Material ABS |
Vantagens e desvantagens
Moldagem por sopro com estiramento: vantagens e desvantagens
A moldagem por sopro com estiramento oferece diversas vantagens para fabricantes que buscam embalagens de alta qualidade. O processo utiliza uma etapa de estiramento que orienta o plástico em duas direções, aumentando a resistência ao impacto, a resistência à tração e a transparência. Isso permite a criação de garrafas e recipientes com paredes mais finas, mantendo a durabilidade. A máquina ISBM possibilita taxas de produção escaláveis, desde pequenos lotes até mais de 70.000 garrafas por hora. Os fabricantes podem produzir e armazenar pré-formas separadamente, proporcionando flexibilidade e trocas rápidas. O processo também oferece excelente distribuição da espessura da parede, especialmente para garrafas redondas, e permite menor consumo de material.
A moldagem por sopro com estiramento em dois estágios domina a produção de garrafas de bebidas devido à sua flexibilidade e benefícios econômicos. Os sistemas de estágio único são preferidos para superfícies sem imperfeições ou formatos exclusivos.
No entanto, a moldagem por sopro com estiramento apresenta algumas desvantagens. O processo exige resinas de alta qualidade, como PET, PP ou PVC, para evitar defeitos. As pré-formas podem sofrer danos durante o manuseio e armazenamento, resultando em cortes ou arranhões. A variabilidade no aquecimento das pré-formas pode causar temperaturas inconsistentes, especialmente em máquinas de indexação. As máquinas ISBM envolvem custos de capital mais elevados, principalmente para produção de baixo volume. Os fabricantes devem selecionar cuidadosamente as pré-formas, especialmente quando não são fabricadas sob medida. A literatura técnica observa que, embora o aquecimento por infravermelho próximo possa economizar energia, ele aumenta a complexidade e o custo. Novas tecnologias de aquecimento por micro-ondas podem melhorar a eficiência no futuro.
Extrusão e Moldagem por Injeção e Sopro: Prós e Contras
A moldagem por sopro de extrusão continua sendo uma escolha popular para produtos ocos grandes e simples, como dutos de ar condicionado e assentos de cortadores de grama. O processo suporta uma ampla gama de polímeros e oferece custos de ferramental mais baixos. Os fabricantes se beneficiam de altas velocidades de produção e da capacidade de criar formas complexas. No entanto, a moldagem por sopro de extrusão frequentemente resulta em espessura de parede irregular e mais desperdício de material. Defeitos de superfície e fundos irregulares podem ocorrer devido a problemas de resfriamento ou de projeto do molde.
A moldagem por injeção e sopro se destaca na produção de frascos, potes e recipientes pequenos com geometrias simples. Ela proporciona espessura de parede consistente e boa precisão dimensional. O processo é adequado para embalagens farmacêuticas e cosméticas. No entanto, envolve custos de ferramental mais elevados e é menos eficiente para produção em larga escala.

| Processo | Principais vantagens | Principais desvantagens |
|---|---|---|
| Moldagem por extrusão e sopro | Versátil, rápido, baixo custo de ferramental, formas complexas | Espessura irregular da parede, mais sucata, defeitos na superfície |
| Moldagem por Injeção e Sopro | Preciso, ideal para produtos pequenos, qualidade consistente. | Alto custo de ferramental, menos adequado para grandes volumes. |
| Moldagem por sopro com estiramento (ISBM) | Forte, transparente, de paredes finas, escalável, flexível | Alto custo de capital, qualidade da resina crítica, problemas de manuseio |
Medidas preventivas como treinamento de operadores, limpeza de moldes e ajustes nos parâmetros do ciclo ajudam a reduzir defeitos comuns em todos os processos de moldagem por sopro.
Escolhendo o Processo Certo
Adequação da aplicação
A escolha do processo de moldagem por sopro ideal depende da aplicação pretendida e dos requisitos específicos do produto. A moldagem por sopro com estiramento destaca-se na fabricação de garrafas PET, especialmente na indústria de bebidas. Este processo cria recipientes com alta transparência e resistência mecânica, sendo ideal para produtos que exigem tanto apelo visual quanto durabilidade. Indústrias como a de embalagens, automotiva, de dispositivos médicos e de bens de consumo utilizam a moldagem por sopro para uma ampla gama de aplicações. A tabela a seguir destaca produtos comuns e sua adequação a cada setor:
 |
 |
 |
 |
| Produto/Indústria | Produtos/Peças Comuns | Evidências de adequação e aplicação |
|---|---|---|
| Embalagem | Garrafas, frascos e recipientes para alimentos, bebidas, cosméticos e medicamentos. | Garrafas leves, resistentes a quebras e econômicas, com controle preciso da espessura da parede. O uso de PET melhora a transparência e o desempenho. |
| Automotivo | Tanques de combustível, para-choques, reservatórios de fluidos, dutos | Peças sem emendas e à prova de vazamentos, com formatos complexos e recursos integrados. |
| Dispositivos médicos | Equipamentos médicos descartáveis, bolsas de soro, tubos | Dispositivos estéreis de formato complexo com portas e válvulas. |
| Produtos de consumo | Brinquedos, artigos esportivos, utensílios domésticos | Desenhos ocos e intrincados com integridade estrutural. |
| Produtos Industriais | Tambores, tanques, contêineres grandes | Recipientes duráveis e leves com recursos personalizados. |
| Equipamentos de playground | estruturas de recreação ao ar livre | Equipamento resistente às intempéries e durável, com superfícies texturizadas. |
Quando usar a moldagem por sopro com estiramento?
Os fabricantes optam pela moldagem por sopro com estiramento quando o produto exige transparência, resistência e leveza superiores. Este processo é o padrão da indústria para a produção de garrafas PET, incluindo garrafas de refrigerante de dois litros, devido à sua capacidade de alinhar as cadeias de polímeros e aprimorar as propriedades físicas. A máquina ISBM permite a produção em alta velocidade e suporta formatos complexos, tornando-a adequada para embalagens de alimentos, cosméticos e outras aplicações onde a aparência e o desempenho são importantes. As empresas se beneficiam do processo em duas etapas, que permite que as pré-formas sejam enviadas e armazenadas antes da moldagem final, reduzindo os custos logísticos. A moldagem por sopro com estiramento se destaca em ambientes de produção de alto volume, especialmente quando o produto precisa atender a padrões de qualidade rigorosos.
A moldagem por sopro com estiramento é ideal para:
- Garrafas de bebidas que exigem transparência e resistência.
- Produtos com formatos complexos ou paredes finas
- Linhas de produção de alto rendimento
- Aplicações onde embalagens leves e duráveis são essenciais
 |
 |
| Máquina ISBM | Máquina IBM |
Principais fatores de seleção
Several factors influence the decision to use stretch blow molding or another blow molding technique. Product requirements such as shape, clarity, and mechanical strength play a central role. Stretch blow molding, especially with an ISBM machine, produces bottles with excellent clarity and durability, making it the preferred choice for products like water bottles and two-liter soda bottles. Production volume and cost considerations also impact process selection. Blow molding offers cost efficiency for large quantities of simple hollow products, while the Máquina ISBM provides precision and scalability for demanding applications. Manufacturers must evaluate design complexity, production speed, mold cavity count, and budget to ensure the chosen process aligns with business goals and product specifications.
*Dica: Quando o produto exige alta transparência, leveza e resistência superior, a moldagem por sopro com estiramento em uma máquina ISBM oferece resultados ótimos.
A escolha do processo de moldagem por sopro adequado depende das necessidades do produto e dos objetivos da empresa. A tabela abaixo destaca as principais diferenças:
| Processo | Etapas principais | Casos de uso típicos | Características únicas |
|---|---|---|---|
| Moldagem por extrusão e sopro | Extrusão Parison, sopro, resfriamento, ejeção | Garrafas grandes de HDPE, LDPE e PP | Formas simples, consumo moderado de energia |
| Moldagem por Injeção e Sopro | Moldagem por injeção, sopro, ejeção | Frascos de pequeno a médio porte, produtos farmacêuticos | Tolerâncias mínimas no pescoço, sem esticamento. |
| Moldagem por Injeção e Estiramento por Sopro (máquina ISBM) | Moldagem por injeção, estiramento, sopro, resfriamento, ejeção | Garrafas PET para bebidas, óleos e produtos de higiene pessoal. | Estiramento mecânico, barreira reforçada |
Para garrafas PET de alta transparência, resistência e leveza, a moldagem por sopro com estiramento em máquina ISBM oferece os melhores resultados. Os fabricantes devem adequar as características do processo aos requisitos da aplicação para obter o desempenho ideal.

Perguntas frequentes
P: Quais produtos se beneficiam mais com a moldagem por sopro com estiramento?
A: A moldagem por sopro com estiramento é a melhor opção para garrafas PET que exigem alta transparência e resistência. As indústrias de bebidas, alimentos e cuidados pessoais costumam optar por esse processo. A máquina ISBM produz recipientes leves e duráveis com formatos precisos.
P: Como uma máquina ISBM melhora a eficiência de materiais?
A: A máquina ISBM utiliza pré-formas com dimensões precisas. Essa abordagem reduz o desperdício e garante que quase toda a matéria-prima se torne parte do produto final. Os fabricantes economizam custos e apoiam metas de sustentabilidade.
P: A moldagem por sopro com estiramento pode usar materiais diferentes do PET?
A: A maioria das aplicações de moldagem por sopro com estiramento utiliza PET. Algumas máquinas ISBM podem processar outras resinas, como PP ou PVC. No entanto, o PET continua sendo a escolha preferida devido à sua transparência e resistência.
P: Quais são as principais necessidades de manutenção de uma máquina ISBM?
A: Os operadores devem limpar os moldes regularmente, verificar os sistemas de aquecimento e inspecionar as peças móveis. A manutenção preventiva ajuda a evitar paradas não programadas e garante a qualidade consistente do produto. O treinamento adequado melhora a confiabilidade da máquina.
P: Por que escolher a moldagem por sopro com estiramento em vez da moldagem por sopro com extrusão?
A: A moldagem por sopro com estiramento cria garrafas com maior transparência, paredes mais finas e maior resistência. A máquina ISBM oferece controle preciso sobre a espessura e o formato das paredes. Os fabricantes escolhem esse processo para embalagens premium e aplicações exigentes.





















