Различия между выдувным формованием с растяжением и другими методами выдувного формования.
Выдувное формование с растяжением отличается от других процессов выдувного формования тем, что позволяет создавать изделия с превосходной прозрачностью, механической прочностью и точностью конструкции. Данные отраслевой статистики подтверждают, что выбор правильного процесса напрямую влияет на качество продукции, себестоимость производства и пригодность для конкретного применения. Например, экструзионное выдувное формование обеспечивает крупномасштабное производство с высокой экономической эффективностью, в то время как машины ISBM в выдувном формовании с растяжением позволяют производить легкую и прочную упаковку для пищевой и фармацевтической промышленности. Каждый процесс обеспечивает уникальный контроль над толщиной стенок и качеством поверхности, влияя на эксплуатационные характеристики и внешний вид конечного продукта. Тщательный выбор процесса гарантирует соответствие продукта как функциональным требованиям, так и требованиям рынка.

Ключевые различия
- Технология выдувного формования позволяет создавать прочные, прозрачные и легкие бутылки путем растягивания пластика в двух направлениях, что делает ее идеальной для производства ПЭТ-контейнеров для напитков.
- Станок ISBM улучшает использование материалов и качество продукции за счет точного контроля растяжения и толщины стенок, что снижает количество отходов и энергопотребление.
- Экструзионно-выдувное формование подходит для крупных, простых деталей, имеет более низкую стоимость, но обеспечивает меньший контроль над толщиной и прозрачностью по сравнению с выдувным формованием с растяжением.
- Литье под давлением с выдувом хорошо подходит для изготовления небольших, детализированных контейнеров с высокой точностью, но менее эффективно для больших объемов.
- Выбор оптимального процесса выдувного формования зависит от требований к изделию, таких как прочность, прозрачность, форма и объем производства, что обеспечивает наилучшее качество и экономическую эффективность.
Процессы выдувного формования
Экструзионно-выдувное формование
Экструзионно-выдувное формование является одним из наиболее распространенных видов выдувного формования. В этом процессе расплавленная пластиковая трубка, называемая заготовкой или преформой, экструдируется вертикально. Затем форма зажимается вокруг заготовки, и сжатый воздух прижимает ее к стенкам формы. Этот метод хорошо подходит для производства крупных, простых полых деталей, таких как бутылки и контейнеры. Производители часто выбирают экструзионно-выдувное формование из-за его более низкой стоимости и высокой скорости производства. Однако этот процесс производит больше отходов и обеспечивает меньший контроль над толщиной стенок по сравнению с другими видами выдувного формования.
Литье под давлением с выдувом
Литье под давлением с выдувом использует двухэтапный процесс. Сначала заготовка формуется под давлением с заданной толщиной стенок. Затем заготовка переносится в выдувную форму, где воздух раздувает ее до окончательной формы. Эта технология обеспечивает более высокую точность размеров и подходит для изготовления более мелких и сложных пластиковых деталей. Литье под давлением с выдувом позволяет создавать изделия без приварного шва снизу, что повышает прочность и улучшает внешний вид. Многие отрасли промышленности используют этот процесс для производства фармацевтических флаконов и небольших контейнеров.
Выдувное формование с растяжением
Выдувное формование с растяжением, также известное как инжекционное выдувное формование с растяжением, модифицирует процесс инжекционного выдувного формования путем добавления этапа осевого растяжения. После создания заготовки стержень растягивает ее вдоль, а затем раздувает. Это растяжение выравнивает полимерные цепи в двух направлениях, в результате чего получается двуосноориентированный пластик. В результате процесса получаются контейнеры с повышенной механической прочностью, прозрачностью и барьерными свойствами. Выдувное формование с растяжением является предпочтительным методом для производства бутылок ISBM для напитков и пищевой упаковки.
Сравнительная таблица: Типы выдувного формования
| Процесс | Отличительные характеристики | Принципы функционирования | Типичные области применения и примечания |
|---|---|---|---|
| Экструзионно-выдувное формование | Экструдирует расплавленную пластиковую трубку (заготовку), зажатую в форме и надуваемую. | Заготовка экструдируется, форма зажимается и герметизируется, а воздух нагнетает заготовку в стенки формы. | Крупные, простые полые детали; более низкая стоимость; меньший контроль размеров; больше отходов; отсутствие внутренних напряжений. |
| Литье под давлением с выдувом | Используется заготовка, полученная методом литья под давлением, которая затем переносится в выдувную форму для надувания. | Изготовлено методом литья под давлением с контролируемой толщиной стенок, перенесено на подушку и накачано воздухом до окончательной формы. | Повышенная точность размеров; меньшие по размеру и более сложные детали; более высокие капитальные затраты; отсутствие нижнего сварного шва; одно- или двухэтапная технология. |
| Выдувное формование с растяжением | Перед выдуванием обеспечивается осевое растяжение заготовки, что приводит к двухосной ориентации. | Заготовка растягивается вдоль оси стержнем, затем надувается, выравнивая полимерные цепи. | Двуосноориентированные пластмассы; повышенная прочность и прозрачность; часто используются для производства ПЭТ-бутылок. |
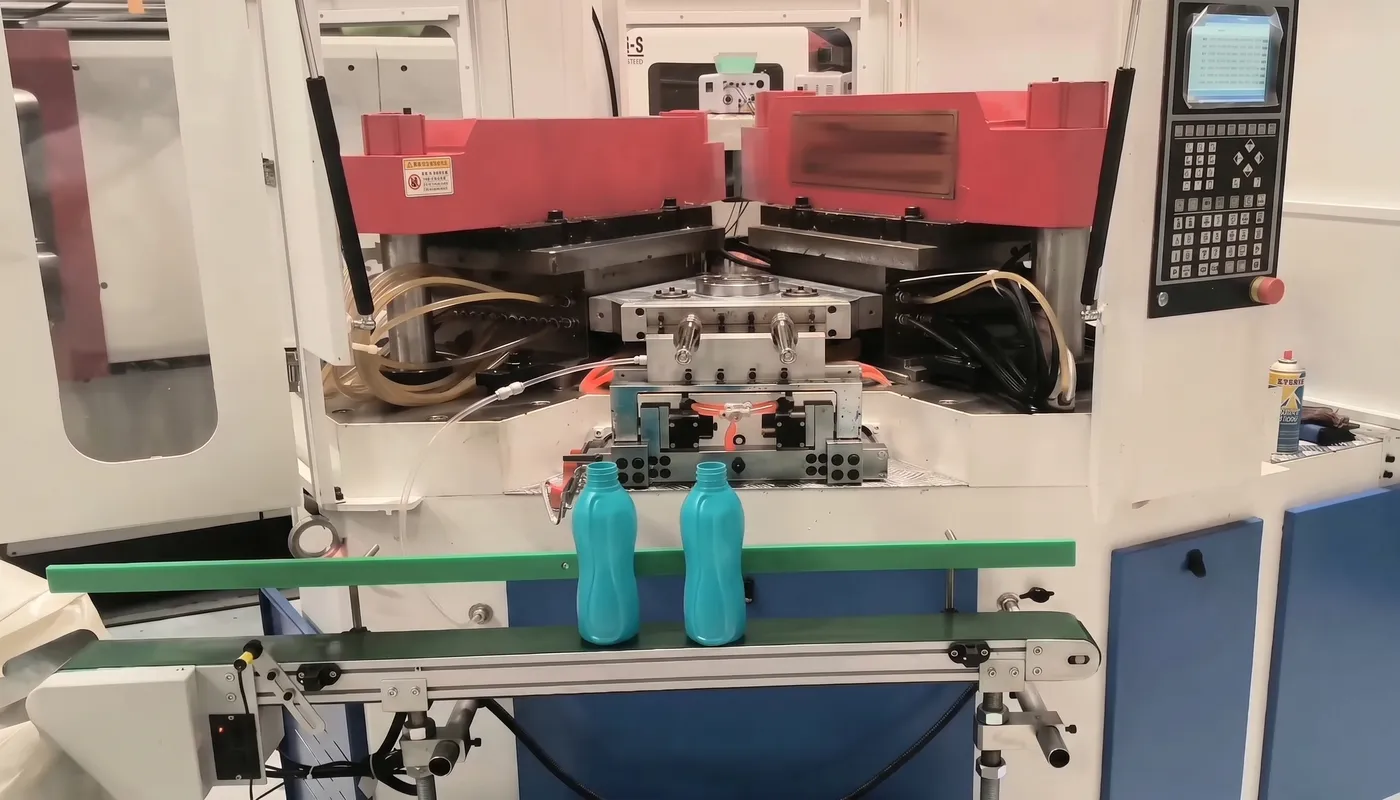
ISBM Machine
Среди всех типов оборудования для выдувного формования выделяется машина ISBM, или машина для инжекционно-выдувного формования с растяжением. Эта машина придает пластику двухосную ориентацию во время фазы растяжения, что значительно повышает механическую прочность, жесткость и барьерные свойства. машина ISBM Это позволяет точно контролировать распределение материала, что приводит к более тонким стенкам и снижению расхода пластика. Они производят контейнеры с высокой точностью размеров и равномерной толщиной стенок, что обеспечивает превосходное качество продукции.
- Станок ISBM позволяет производить бутылки самых разных размеров и уникальных форм, включая контейнеры со встроенными ручками или прямоугольными горлышками.
- Машина поддерживает многослойную конструкцию, используя переработанный пластик между слоями первичного пластика для соответствия стандартам пищевой упаковки.
- Гибридные сервогидравлические системы повышают энергоэффективность и снижают скачки мощности.
- Запатентованная система регенерации воздуха позволяет рекуперировать подаваемый под высоким давлением воздух, снижая энергопотребление.
- Станок ISBM производит легкие, прозрачные и прочные контейнеры, идеально подходящие для бутылок с водой, газировкой и соком.
Оборудование ISBM требует более высоких первоначальных инвестиций и затрат на техническое обслуживание из-за передовых технологий и высокой точности изготовления. Однако оно обеспечивает почти 1001 тонну/3 тонны сырья и снижает затраты на рабочую силу за счет автоматизации. Многие производители выбирают оборудование ISBM для производства продукции премиум-класса, где качество, прозрачность и прочность имеют решающее значение.
 |
 |
| ISBM Machine | Машина EBM |
Выдувное формование с растяжением против других процессов
Скорость производства
Скорость производства играет решающую роль при выборе процесса выдувного формования. Инжекционно-выдувное формование обеспечивает высокую эффективность, особенно при использовании многогнездных пресс-форм. Например, система инжекционно-выдувного формования с 28 гнездами может достигать времени цикла около 25 секунд, превосходя экструзионно-выдувное формование, которое работает медленнее из-за необходимости непрерывной экструзии и охлаждения. Выдувное формование с растяжением, особенно при использовании машины ISBM, включает дополнительные этапы, такие как нагрев и растяжение заготовки. Эти этапы могут увеличить время цикла по сравнению с инжекционно-выдувным формованием, но процесс по-прежнему поддерживает крупномасштабное производство бутылок. Такие факторы, как скорость вращения шнека, конструкция пресс-формы и тип машины, влияют на производительность и время цикла для всех методов.
| Тип процесса | Скорость производства |
|---|---|
| Литье под давлением с выдувом | Быстрее (предварительно сформированные заготовки позволяют ускорить циклы) |
| Экструзионно-выдувное формование | Более медленный процесс (требует экструзии заготовки, более длительный цикл). |
| Выдувное формование с растяжением | Умеренный (дополнительные этапы растягивания и нагревания) |
Эффективность использования материалов
Эффективность использования материалов влияет как на стоимость, так и на экологичность. Выдувное формование с растяжением, особенно с использованием оборудования ISBM, обеспечивает использование сырья в объеме почти 1001 тонны на 3 тонны. Этот процесс производит минимальное количество отходов, поскольку использует заготовки с точными размерами. Выдувное формование с растяжением под давлением также позволяет получать более тонкие стенки, снижая расход пластика без ущерба для прочности изделия. В отличие от этого, экструзионное выдувное формование генерирует больше отходов из-за излишков материала, обрезаемых с заготовки. Выдувное формование под давлением занимает промежуточное положение между двумя предыдущими методами, обеспечивая хороший контроль материала, но более высокие затраты на оснастку.
*Совет: Машина ISBM может дополнительно повысить эффективность за счет использования многослойных заготовок, в которые между слоями первичного пластика вставляется переработанный материал.
Толщина стенки и прозрачность
Толщина стенок и прозрачность определяют визуальную привлекательность и функциональную надежность изделия. Литье под давлением с растяжением позволяет получать бутылки с равномерной толщиной стенок и исключительной прозрачностью. Двухосное растяжение выравнивает молекулы пластика, обеспечивая стабильные размеры и гладкие поверхности. Этот процесс идеально подходит для применений, где важны прозрачность и точный контроль объема, например, для упаковки напитков. Экструзионное выдувное формование, хотя и экономически выгодно, испытывает трудности с равномерностью толщины стенок и не может сравниться с прозрачностью, достигаемой при выдувном формовании с растяжением. Литье под давлением обеспечивает высокую точность при изготовлении мелких, сложных деталей, но не достигает того же уровня прозрачности, что и литье под давлением с растяжением.
Выдувное формование с растяжением:
- Высокая четкость и насыщенность
- Точный контроль толщины стенок
- Эффективен для крупномасштабного производства ПЭТ-бутылок.
Экструзионно-выдувное формование:
- Подходит для крупных и сложных деталей.
- Ограниченная точность в определении толщины и прозрачности стенок.
Литье под давлением с выдувом:
- Постоянная толщина стенок для небольших контейнеров
- Более высокие затраты на оснастку
Механическая прочность
Механическая прочность является определяющим преимуществом выдувного формования с растяжением. В этом процессе используется двухосное растяжение, которое ориентирует полимерные цепи как в окружном, так и в осевом направлениях. Такая ориентация значительно увеличивает прочность на разрыв, ударопрочность и грузоподъемность. Контейнеры, изготовленные методом выдувного формования с растяжением под давлением, могут весить на 10–15 процентов меньше, чем контейнеры, изготовленные другими методами, и при этом превосходят их по механическим свойствам. Прочность изделий, изготовленных методом экструзионно-выдувного формования, зависит от параметров обработки, но, как правило, они не достигают того же уровня производительности. Выдувное формование под давлением обеспечивает хорошую прочность для небольших, прецизионных деталей, но ему не хватает улучшенных свойств, обеспечиваемых двухосной ориентацией.
| Аспект | Выдувное формование с растяжением (ISBM) | Экструзионно-выдувное формование | Литье под давлением с выдувом |
|---|---|---|---|
| Предел прочности | Высокий (из-за двухосной ориентации) | Умеренная (зависит от процесса) | Подходит (для мелких деталей) |
| Ударопрочность | Высокий | Умеренный | Хороший |
| Снижение веса | 10-15% более легкий вариант | Меньшее сокращение | Меньшее сокращение |

Точность проектирования
Точность проектирования влияет на возможность создания сложных и надежных изделий. Литье под давлением с растяжением и выдуванием, особенно с использованием машины ISBM, обеспечивает превосходную точность размеров и жесткие допуски. Использование металлических стержней и точный контроль формы позволяют производить бутылки сложной формы с постоянной толщиной стенок. Экструзионно-выдувное формование обеспечивает гибкость формы, но имеет проблемы с допусками на внутренний диаметр и общей точностью. Литье под давлением с выдуванием также обеспечивает высокую точность, что делает его подходящим для фармацевтической и косметической упаковки. Конструкция пресс-формы, системы охлаждения и параметры процесса — все это влияет на стабильность размеров конечного продукта.
- Литье под давлением с растяжением и выдуванием: наилучший вариант для сложных, точных конструкций и жестких допусков.
- Экструзионно-выдувное формование: гибкие формы, менее точные.
- Литье под давлением с выдувом: высокая точность для изготовления мелких, детализированных изделий.
Совместимость материалов
Совместимость материалов определяет, какие полимеры можно использовать для каждого процесса. В выдувном формовании с растяжением, особенно в инжекционном выдувном формовании с растяжением, в основном используется ПЭТ из-за его прозрачности, прочности и устойчивости к давлению. Это ограничение означает, что процесс менее универсален с точки зрения выбора материалов. Экструзионно-выдувное формование позволяет использовать широкий спектр пластмасс, включая ПЭ, ПП, АБС, ПЭТГ, ЭВОН, ПВХ, ТПЭ, ТПВ и нейлон, что делает его подходящим для различных применений, таких как топливные баки и бутылки для моющих средств. Инжекционно-выдувное формование также позволяет использовать различные полимеры, особенно для небольших бутылок высокой точности.
| Тип выдувного формования | Наиболее совместимые полимеры / Области применения | Основные характеристики / Обоснование совместимости полимеров |
|---|---|---|
| Выдувное формование с растяжением (SBM) | В основном это ПЭТ (полиэтилентерефталат). | Используется преимущественно для бутылок с напитками; растяжение улучшает прочность и прозрачность; предпочтительным полимером является ПЭТ. |
| Экструзионно-выдувное формование | Различные полимеры, подходящие для больших полых контейнеров. | Используется для крупных изделий, таких как топливные баки и бутылки для моющих средств; выбор полимера зависит от размера и требований к прочности. |
| Литье под давлением с выдувом | Полимеры, подходящие для изготовления небольших высокоточных бутылок. | Используется в фармацевтике и косметике; выбор полимера зависит от требований к точности и детализации. |
*Примечание: Технология выдувного формования с растяжением может не подходить для специальных полимеров или полимеров, требующих более высоких температур обработки, что еще больше сужает диапазон используемых материалов по сравнению с экструзионно-выдувным формованием.
 |
 |
| ПЭТ-материал | Материал ПЭ |
 |
 |
| Материал ПП | Материал ABS |
Преимущества и недостатки
Преимущества и недостатки выдувного формования с растяжением
Технология выдувного формования с растяжением (Stretble blow molding, ISBM) предлагает производителям, стремящимся к созданию высококачественной упаковки, ряд преимуществ. В процессе используется этап растяжения, который ориентирует пластик в двух направлениях, что повышает ударопрочность, прочность на разрыв и прозрачность. Это позволяет создавать бутылки и контейнеры с более тонкими стенками, сохраняя при этом прочность. Машина ISBM обеспечивает масштабируемую производительность, от небольших партий до более чем 70 000 бутылок в час. Производители могут производить и хранить заготовки отдельно, что обеспечивает гибкость и быструю переналадку. Процесс также обеспечивает отличное распределение толщины стенок, особенно для круглых бутылок, и способствует снижению расхода материала.
Двухэтапное выдувное формование с растяжением доминирует в производстве бутылок для напитков благодаря своей гибкости и экономической эффективности. Одноэтапные системы предпочтительны для получения безупречных поверхностей или нестандартных форм.
Однако у выдувного формования с растяжением есть и недостатки. Для предотвращения дефектов этот процесс требует использования высококачественных смол, таких как ПЭТ, ПП или ПВХ. Заготовки могут повреждаться во время транспортировки и хранения, что приводит к появлению зазубрин или царапин. Неравномерность нагрева заготовок может вызывать непостоянство температуры, особенно в сортировочных машинах. Использование машин для выдувного формования с растяжением сопряжено с более высокими капитальными затратами, особенно при мелкосерийном производстве. Производители должны тщательно выбирать заготовки, особенно если они не изготавливаются на заказ. В технической литературе отмечается, что, хотя нагрев ближним инфракрасным излучением может экономить энергию, он усложняет процесс и увеличивает стоимость. Новые технологии микроволнового нагрева могут повысить эффективность в будущем.
Экструзионная и инжекционно-выдувная формовка: преимущества и недостатки
Экструзионно-выдувное формование остается популярным методом для изготовления крупных, простых полых изделий, таких как воздуховоды систем отопления, вентиляции и кондиционирования воздуха, а также сиденья для газонокосилок. Этот процесс позволяет использовать широкий спектр полимеров и обеспечивает более низкие затраты на оснастку. Производители получают выгоду от высокой скорости производства и возможности создания сложных форм. Однако экструзионно-выдувное формование часто приводит к неравномерной толщине стенок и увеличению количества отходов. Дефекты поверхности и деформация днища могут возникать из-за проблем с охлаждением или конструкцией пресс-формы.
Литье под давлением с выдувом отлично подходит для производства небольших бутылок, банок и контейнеров простой формы. Оно обеспечивает равномерную толщину стенок и хорошую точность размеров. Этот процесс подходит для фармацевтической и косметической упаковки. Однако он сопряжен с более высокими затратами на оснастку и менее эффективен для крупномасштабного производства.

| Процесс | Основные преимущества | Основные недостатки |
|---|---|---|
| Экструзионно-выдувное формование | Универсальные, быстрые, с низкими затратами на оснастку, позволяют создавать сложные формы. | Неравномерная толщина стенок, больше брака, дефекты поверхности. |
| Литье под давлением с выдувом | Точность, подходит для небольших изделий, стабильное качество. | Высокая стоимость оснастки, менее подходит для больших объемов производства. |
| Выдувное формование с растяжением (ISBM) | Прочный, прозрачный, тонкостенный, масштабируемый, гибкий | Высокие капитальные затраты, критическое качество смолы, проблемы с обращением. |
Профилактические меры, такие как обучение операторов, очистка пресс-форм и регулировка параметров цикла, помогают снизить количество распространенных дефектов во всех процессах выдувного формования.
Выбор правильного процесса
Пригодность для применения
Выбор оптимального процесса выдувного формования зависит от предполагаемого применения и конкретных требований к продукту. Выдувное формование с растяжением особенно эффективно при производстве ПЭТ-бутылок, в частности, в индустрии напитков. Этот процесс позволяет создавать контейнеры с высокой прозрачностью и механической прочностью, что делает его идеальным для продуктов, требующих как привлекательного внешнего вида, так и долговечности. Такие отрасли, как упаковка, автомобилестроение, медицинские изделия и товары народного потребления, используют выдувное формование в широком спектре применений. В следующей таблице представлены распространенные продукты и их пригодность для каждой отрасли:
 |
 |
 |
 |
| Продукт/Отрасль | Типичные изделия/детали | Доказательства пригодности и применения |
|---|---|---|
| Упаковка | Бутылки, банки, контейнеры для продуктов питания, напитков, косметики, лекарств. | Легкие, ударопрочные, экономичные бутылки с точным контролем толщины стенок. Использование ПЭТ улучшает прозрачность и эксплуатационные характеристики. |
| Автомобильная промышленность | Топливные баки, бамперы, емкости для жидкостей, воздуховоды | Бесшовные, герметичные детали сложной формы со сложными интегрированными элементами. |
| Медицинские изделия | Одноразовое медицинское оборудование, пакеты для внутривенных вливаний, трубки. | Стерильные устройства сложной формы с портами и клапанами. |
| Потребительские товары | Игрушки, спортивные товары, товары для дома | Полые, замысловатые конструкции, обладающие структурной целостностью. |
| Промышленные товары | Бочки, резервуары, большие контейнеры | Прочные, легкие контейнеры с возможностью индивидуальной настройки. |
| Оборудование для детских площадок | Уличные игровые конструкции | Устойчивое к погодным условиям, долговечное оборудование с текстурированной поверхностью. |
Когда следует использовать выдувное формование с растяжением?
Производители выбирают выдувное формование с растяжением, когда продукту требуется превосходная прозрачность, прочность и малый вес. Этот процесс является отраслевым стандартом для производства ПЭТ-бутылок, включая двухлитровые бутылки для газировки, благодаря своей способности выравнивать полимерные цепи и улучшать физические свойства. Оборудование для выдувного формования с растяжением обеспечивает высокоскоростное производство и поддерживает сложные формы, что делает его подходящим для пищевой упаковки, косметики и других применений, где важны внешний вид и характеристики. Компании получают выгоду от двухэтапного процесса, который позволяет транспортировать и хранить заготовки до окончательного формования, снижая логистические затраты. Выдувное формование с растяжением особенно эффективно в условиях крупносерийного производства, особенно когда продукт должен соответствовать строгим стандартам качества.
Технология выдувного формования с растяжением идеально подходит для:
- Бутылки для напитков, требующие прозрачности и прочности.
- Изделия сложной формы или с тонкими стенками
- Высокопроизводительные производственные линии
- Области применения, где необходима легкая и прочная упаковка.
 |
 |
| ISBM Machine | Машина IBM |
Ключевые факторы отбора
На решение об использовании выдувного формования с растяжением или другой технологии выдувного формования влияют несколько факторов. Ключевую роль играют требования к изделию, такие как форма, прозрачность и механическая прочность. Выдувное формование с растяжением, особенно с использованием машины ISBM, позволяет получать бутылки с превосходной прозрачностью и прочностью, что делает его предпочтительным выбором для таких изделий, как бутылки для воды и двухлитровые бутылки для газировки. Объемы производства и стоимость также влияют на выбор процесса. Выдувное формование обеспечивает экономическую эффективность при больших объемах простых полых изделий, в то время как машина ISBM Обеспечивает точность и масштабируемость для сложных задач. Производители должны оценить сложность конструкции, скорость производства, количество ячеек пресс-формы и бюджет, чтобы убедиться, что выбранный процесс соответствует бизнес-целям и техническим характеристикам продукции.
*Совет: Если для изделия требуется высокая прозрачность, легкая конструкция и исключительная прочность, то выдувное формование с использованием машины ISBM обеспечивает оптимальные результаты.
Выбор подходящего процесса выдувного формования зависит от потребностей продукта и целей бизнеса. В таблице ниже приведены основные различия:
| Процесс | Ключевые шаги | Типичные сценарии использования | Уникальные особенности |
|---|---|---|---|
| Экструзионно-выдувное формование | экструзия парисона, выдувание, охлаждение, выталкивание. | Большие бутылки из HDPE, LDPE, PP | Простые формы, умеренное энергопотребление |
| Литье под давлением с выдувом | Литье под давлением, выдувание, эжекторное формование | Флаконы малого и среднего размера, фармацевтические препараты | Жесткие допуски на регулировку шеи, никаких растяжений. |
| Литье под давлением с выдувным формованием (машина ISBM) | Литье под давлением, растяжение, выдувание, охлаждение, выталкивание | ПЭТ-бутылки для напитков, масел, средств личной гигиены | Механическое растяжение, улучшенный барьер |
Для получения прозрачных, прочных и легких ПЭТ-бутылок наилучшие результаты достигаются при выдувном формовании с использованием машины ISBM. Производителям следует подбирать характеристики процесса в соответствии с требованиями конкретного применения для достижения оптимальной производительности.

Часто задаваемые вопросы
В: Какие изделия больше всего выигрывают от использования технологии выдувного формования с растяжением?
А: Технология выдувного формования с растяжением лучше всего подходит для ПЭТ-бутылок, требующих высокой прозрачности и прочности. Этот процесс часто выбирают производители напитков, продуктов питания и средств личной гигиены. Машина ISBM позволяет производить легкие, прочные контейнеры точной формы.
В: Каким образом установка ISBM повышает эффективность использования материалов?
А: В станке ISBM используются заготовки точных размеров. Такой подход сокращает количество отходов и гарантирует, что почти все сырье становится частью конечного продукта. Производители экономят средства и поддерживают цели устойчивого развития.
В: Можно ли использовать при выдувном формовании стретч-пленкой другие материалы, помимо ПЭТ?
А: В большинстве случаев при выдувном формовании используется ПЭТ. Некоторые машины ISBM могут обрабатывать и другие смолы, такие как ПП или ПВХ. Однако ПЭТ остается предпочтительным вариантом благодаря своей прозрачности и прочности.
В: Каковы основные требования к техническому обслуживанию установки ISBM?
А: Операторы должны регулярно чистить пресс-формы, проверять системы нагрева и осматривать движущиеся части. Профилактическое техническое обслуживание помогает избежать простоев и обеспечивает стабильное качество продукции. Надлежащее обучение повышает надежность оборудования.
В: Почему следует выбрать выдувное формование с растяжением вместо экструзионно-выдувного формования?
А: Технология выдувного формования позволяет создавать бутылки с лучшей прозрачностью, более тонкими стенками и большей прочностью. Машина ISBM обеспечивает точный контроль толщины и формы стенок. Производители выбирают этот процесс для упаковки премиум-класса и для сложных задач.





















