Sự khác biệt giữa quy trình ép thổi và ép phun
Các nhà sản xuất thường so sánh phương pháp ép thổi với phương pháp ép phun khi lựa chọn quy trình sản xuất các bộ phận bằng nhựa. Việc lựa chọn quy trình sẽ ảnh hưởng đến chất lượng sản phẩm, chi phí và hiệu quả sản xuất. Dữ liệu thị trường gần đây cho thấy sự tăng trưởng mạnh mẽ của phương pháp ép thổi trên toàn thế giới:
- Thị trường máy ép thổi đạt 6,04 tỷ USD vào năm 2024 và dự kiến sẽ tăng lên 8,20 tỷ USD vào năm 2032.
- Doanh thu máy ép thổi toàn cầu dự kiến sẽ tăng trưởng với tốc độ CAGR 41.000 tấn/năm, đạt gần 6,49 tỷ USD vào năm 2032.
- Thị trường máy ép thổi nhựa có thể đạt 4.047,7 triệu USD vào năm 2030.
Ép thổi thường có chi phí dụng cụ thấp hơn và phù hợp với sản lượng thấp đến trung bình, nhưng độ chính xác của sản phẩm có thể thấp hơn. Ép phun ISBM mang lại độ chính xác và hiệu quả cao hơn trong sản xuất số lượng lớn, lý tưởng cho các thiết kế phức tạp. Máy ISBM cải thiện khả năng ép thổi, cung cấp nhiều lựa chọn hơn cho các nhà sản xuất đang tìm kiếm giải pháp phù hợp.
Những điểm khác biệt chính
- Ép thổi là phương pháp lý tưởng để sản xuất các sản phẩm nhựa rỗng như chai và hộp ISBM, đặc biệt là với số lượng từ trung bình đến lớn.
- Kỹ thuật ép phun tạo ra các chi tiết phức tạp, rắn chắc với độ chính xác cao, rất phù hợp cho các ngành công nghiệp như ô tô và y tế.
- Khi lựa chọn giữa ép thổi và ép phun, cần cân nhắc chi phí dụng cụ và khối lượng sản xuất; ép thổi thường tiết kiệm hơn đối với khối lượng sản xuất thấp.
- Máy ISBM tăng cường khả năng ép thổi, mang lại chất lượng sản phẩm tốt hơn và tính linh hoạt trong thiết kế cho các sản phẩm rỗng.
- Đánh giá các yêu cầu sản phẩm, khả năng tương thích vật liệu và tiến độ sản xuất để lựa chọn quy trình đúc khuôn phù hợp nhất với nhu cầu của bạn.
Ép thổi so với ép phun
Những điểm khác biệt chính
Các nhà sản xuất thường so sánh phương pháp ép thổi và ép phun để xác định quy trình tốt nhất cho sản phẩm của họ. Hai phương pháp này khác nhau ở một số điểm quan trọng, đặc biệt là về hình dạng sản phẩm, độ dày thành, độ chính xác, chi phí và tính linh hoạt trong thiết kế. Bảng sau đây nêu bật những điểm khác biệt này:
| Tính năng | Ép thổi | Ép phun |
|---|---|---|
| Hình học tích | Thích hợp cho các thiết kế đơn giản, rỗng ruột. | Cho phép tạo ra các hình học phức tạp và các chi tiết tỉ mỉ. |
| Độ dày thành | Mỏng hơn nhưng đồng đều | Độ dày thành thay đổi tùy theo độ bền và hiệu suất. |
| Tính linh hoạt trong thiết kế | Mức độ linh hoạt thấp hơn | Nhiều tùy chọn tùy chỉnh hơn cho các chi tiết phức tạp. |
So sánh phương pháp ép thổi và ép phun cũng cho thấy sự khác biệt rõ rệt về chi phí dụng cụ và sản xuất. Bảng dưới đây tóm tắt phạm vi chi phí điển hình cho mỗi quy trình:
| Loại khuôn đúc | Khoảng giá (Răng một khoang) | Khoảng giá (Nhiều khoang) |
|---|---|---|
| Ép thổi | $3,000 | Lên đến $25,000 |
| Ép phun | $3,000 – $6,000 | Trên $90,000 |
 |
 |
So sánh giữa ép thổi và ép phun ảnh hưởng đến thiết kế sản phẩm và ngân sách sản xuất. Ép thổi phù hợp nhất cho các chi tiết rỗng như chai và hộp đựng. Ép phun hỗ trợ các chi tiết đặc, phức tạp với các chi tiết tinh xảo. Chi phí dụng cụ cho ép thổi thường thấp hơn, khiến nó trở nên hấp dẫn đối với sản xuất số lượng nhỏ. Ép phun đòi hỏi vốn đầu tư ban đầu cao hơn, nhưng mang lại độ chính xác và hiệu quả cao cho sản xuất quy mô lớn.
*Mẹo: Các nhà sản xuất nên cân nhắc mục đích sử dụng cuối cùng của sản phẩm và khối lượng sản xuất dự kiến khi lựa chọn giữa ép thổi và ép phun.
Những điểm tương đồng chính
Mặc dù có những điểm khác biệt, ép thổi và ép phun vẫn có một số điểm tương đồng quan trọng. Cả hai quy trình đều đóng vai trò thiết yếu trong sản xuất hiện đại và mang lại lợi ích cho sản xuất hàng loạt. Những điểm tương đồng chính bao gồm:
- Cả hai đều sử dụng nhựa nhẹ và có thể tái chế, lý tưởng cho các ứng dụng đóng gói.
- Mỗi quy trình đều có thể sản xuất số lượng lớn sản phẩm đồng nhất, điều này rất cần thiết cho sản xuất hàng loạt trong nhiều ngành công nghiệp.
Cả phương pháp ép thổi và ép phun đều hỗ trợ quy trình làm việc hiệu quả và giúp các nhà sản xuất đáp ứng các tiêu chuẩn chất lượng nghiêm ngặt. Các công ty trong ngành ô tô, hàng tiêu dùng và bao bì đều dựa vào các quy trình này để mang lại kết quả nhất quán.
Quy trình thổi khuôn
Quy trình thổi khuôn hoạt động như thế nào?
Ép thổi tạo ra các chi tiết nhựa rỗng bằng một loạt các bước được kiểm soát. Quá trình bắt đầu khi máy đùn đẩy nhựa nóng chảy qua khuôn hình vòng, tạo thành một hình trụ gọi là phôi. Hai nửa khuôn khép lại xung quanh phôi, kẹp chặt nó ở phía trên và phía dưới. Không khí đi qua một chốt thổi vào phôi đã được bịt kín, ép nhựa vào các bề mặt khuôn lạnh. Khuôn định hình chi tiết, và chi tiết sẽ được đẩy ra sau khi nguội. Máy cắt loại bỏ phần vật liệu thừa.
Sự thay đổi độ dày thành xảy ra trong quá trình ép thổi. Các nhà sản xuất kiểm soát độ dày thành bằng cách điều chỉnh khe hở khuôn khi phôi được đùn ra. Các sản phẩm khác nhau yêu cầu độ dày thành cụ thể, vì vậy người vận hành sử dụng bộ điều khiển độ dày thành hoặc điều chỉnh các thông số thiết bị để đạt được kết quả mong muốn.
*Lưu ý: Phương pháp ép thổi mang lại sự linh hoạt trong việc sản xuất chai, hộp đựng và các bộ phận nhựa rỗng khác có thành đồng nhất.

Các loại ép thổi
Công nghệ thổi khuôn bao gồm một số loại chính, mỗi loại phù hợp với các ứng dụng khác nhau. Bảng dưới đây tóm tắt quy trình và các ứng dụng điển hình:
| Loại ép thổi | Mô tả quy trình | Ứng dụng |
|---|---|---|
| Ép đùn thổi (EBM) | Nhựa được ép đùn thành một ống rỗng, sau đó được bơm phồng trong khuôn. | Chai lọ, hộp đựng, phụ tùng ô tô |
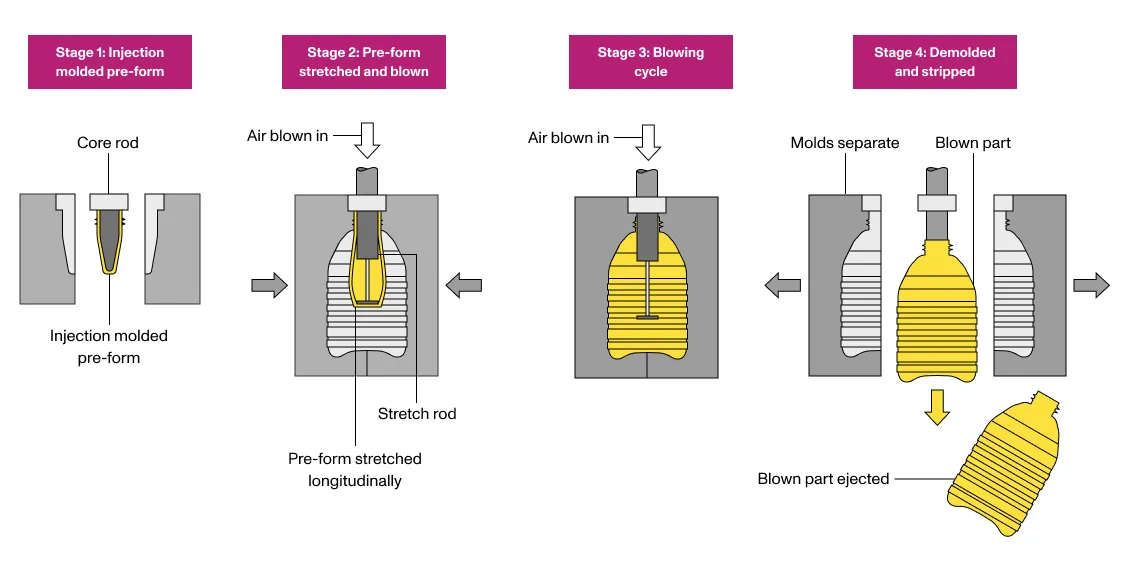
| Ép phun thổi (IBM) | Nhựa được bơm vào khuôn để tạo phôi, sau đó được thổi thành hình dạng mong muốn. | Các hộp đựng nhỏ, chi tiết, bao bì y tế |
| Ép thổi kéo giãn (SBM) | Parison thực hiện các động tác giãn cơ trước khi thổi, giúp tăng cường sức mạnh và độ rõ nét. | Chai PET chất lượng cao dùng cho đồ uống |
Tổng quan về máy ISBM
Máy ISBM, hay máy ép phun kéo giãn thổi khuôn, là một giải pháp hiện đại dành cho các nhà sản xuất. Máy này làm nóng phôi nhựa lên trên nhiệt độ chuyển pha thủy tinh và thổi phồng chúng thành chai. Máy ISBM mang lại chất lượng sản phẩm vượt trội, tạo ra những chai có độ trong suốt cao, bề mặt nhẵn mịn và độ dày thành đồng nhất. Máy cho phép tạo ra các hình dạng phức tạp và thiết kế tùy chỉnh, đáp ứng nhu cầu đa dạng của thị trường.Máy SBM Ngoài ra, quy trình này còn hỗ trợ phát triển bền vững bằng cách giảm thiểu lãng phí vật liệu và sử dụng vật liệu thân thiện với môi trường. Quy trình tích hợp giúp tăng hiệu quả sản xuất và giảm thời gian ngừng hoạt động, làm cho sản xuất hàng loạt trở nên tiết kiệm chi phí.
| Lợi thế | Sự miêu tả |
|---|---|
| Chất lượng sản phẩm vượt trội | Độ trong suốt cao, bề mặt nhẵn mịn, độ dày thành đồng nhất. |
| Khả năng thiết kế linh hoạt | Hình dạng phức tạp, thiết kế theo yêu cầu. |
| Tính bền vững | Giảm thiểu chất thải vật liệu, hỗ trợ các vật liệu thân thiện với môi trường. |
| Hiệu suất sản xuất cao | Tốc độ xử lý nhanh hơn, thời gian ngừng hoạt động giảm. |

Công nghệ thổi khuôn được ứng dụng trong nhiều ngành công nghiệp. Bảng dưới đây liệt kê các sản phẩm và lĩnh vực phổ biến:
| Ngành công nghiệp | Sản phẩm thông thường |
|---|---|
| Hàng tiêu dùng | Chai lọ, chai đựng dầu gội, chai đựng chất tẩy rửa gia dụng |
| Ô tô | Bồn chứa nhiên liệu, ống dẫn, bình chứa khí |
| Công nghiệp và Y tế | Thùng chứa công nghiệp, bồn chứa, bao bì y tế |
| Xây dựng và Làm vườn | Bồn chứa nước, đồ nội thất sân vườn, hộp dụng cụ |
| Đồ thể thao | Bình nước thể thao, cọc tiêu, dụng cụ bảo hộ |
| Đồ chơi | Bóng nhựa, mô hình nhân vật hành động, khối xây dựng rỗng |
Quy trình ép phun
Quy trình ép phun hoạt động như thế nào?
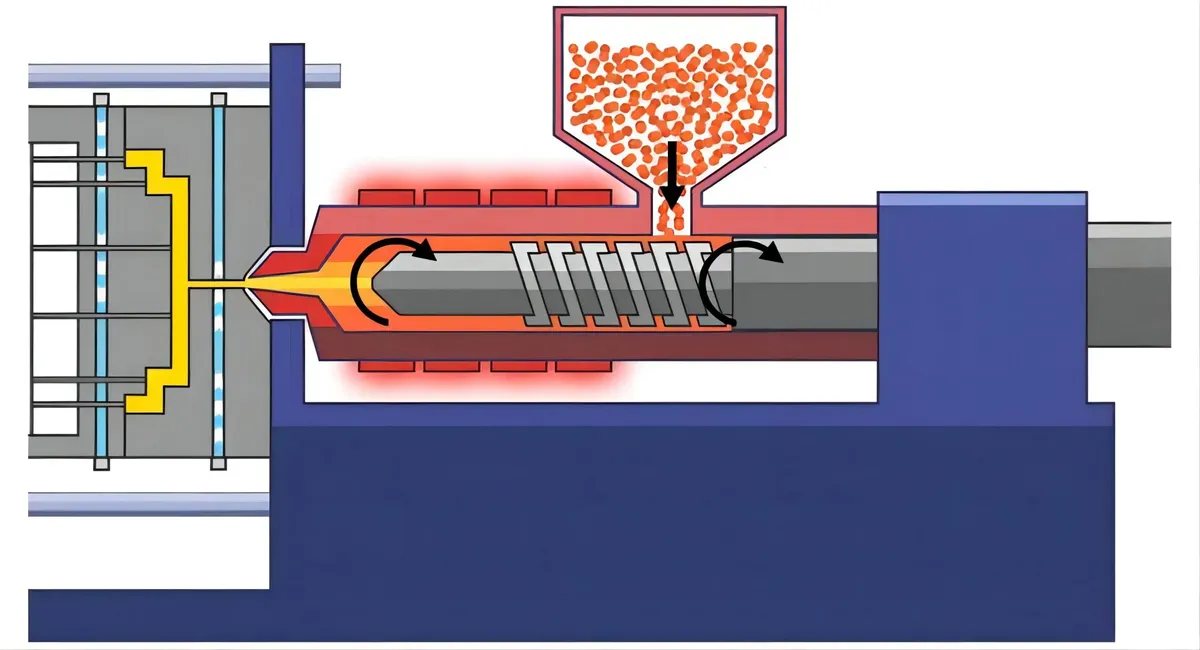
Ép phun nhựa tạo ra các chi tiết rắn phức tạp với độ chính xác cao. Quy trình này sử dụng các hạt nhựa tan chảy bên trong một thùng được gia nhiệt. Máy sẽ bơm nhựa nóng chảy vào khuôn kín dưới áp suất cao. Phương pháp này tạo ra các hình dạng chi tiết và chất lượng đồng nhất.
Các giai đoạn chính của quá trình ép phun bao gồm:
- Kẹp khuôn: Máy sẽ đóng khuôn, tạo ra một không gian rỗng để chứa chi tiết nhựa.
- Ép phun và đóng gói áp lực: Nhựa nóng chảy đi vào khoang khuôn. Áp suất cao lấp đầy mọi chi tiết và bù đắp cho sự co ngót.
- Làm nguội và đông cứng: Nhựa nguội đi và đông cứng lại. Nhiệt độ khuôn ảnh hưởng đến độ bền và hình thức của sản phẩm cuối cùng.
- Mở khuôn và đẩy sản phẩm ra: Khuôn được mở ra. Các chốt đẩy sẽ đẩy sản phẩm hoàn thiện ra ngoài.
*Mẹo: Các nhà sản xuất sử dụng phương pháp ép phun cho các bộ phận yêu cầu dung sai chặt chẽ và các chi tiết phức tạp. Quy trình này đảm bảo kết quả nhất quán cho các lô sản xuất lớn.
Các loại ép phun
Các nhà sản xuất lựa chọn các loại ép phun khác nhau dựa trên nhu cầu về vật liệu và sản phẩm. Mỗi loại đều có những ưu điểm và nhược điểm riêng.
Bảng dưới đây tóm tắt các loại chính:
| Loại ép phun | Thuận lợi | Nhược điểm |
|---|---|---|
| Khuôn đúc phun kim loại | Tạo ra các chi tiết kim loại phức tạp. Sản xuất số lượng lớn. Chi tiết chính xác và lượng phế phẩm tối thiểu. | Thiết bị đắt tiền. Giới hạn về khối lượng và kích thước nhỏ. Chủ yếu được sử dụng cho các ứng dụng cao cấp. |
Ép phun nhựa vẫn là phương pháp phổ biến nhất. Nó cho phép sản xuất hàng loạt các bộ phận với nhiều hình dạng và kích thước khác nhau. Ép phun kim loại phù hợp với các ngành công nghiệp chuyên biệt cần các bộ phận chắc chắn, có độ chi tiết cao.
Các sản phẩm và ngành công nghiệp điển hình sử dụng phương pháp ép phun bao gồm:
| Ngành công nghiệp | Các sản phẩm |
|---|---|
| Điện tử tiêu dùng | Vỏ điện thoại thông minh, điều khiển từ xa, phím bàn phím, vỏ chuột, khung webcam |
| Thiết bị và linh kiện y tế | Dụng cụ phẫu thuật, bộ dụng cụ chẩn đoán, linh kiện cấy ghép, linh kiện máy chụp X-quang. |
| Phụ tùng ô tô | Các bộ phận trên bảng điều khiển, giá đỡ cốc, cản xe, vỏ đèn, cửa gió. |
| Đồ dùng gia đình hàng ngày | Đồ dùng nhà bếp, hộp đựng, nắp chai, giỏ đựng quần áo, bàn chải đánh răng, dao nĩa nhựa |
| Bao bì và sản phẩm an toàn thực phẩm | Các loại hộp đựng đồ uống, giải pháp bảo quản thực phẩm, cốc đựng sữa chua, nắp cốc cà phê, chai đựng gia vị. |
| Sản phẩm nông nghiệp | Cán dụng cụ, linh kiện máy móc, phụ kiện tưới tiêu, khay gieo hạt, thẻ động vật |
| Các bộ phận của ngành công nghiệp quốc phòng | Các bộ phận của mũ bảo hiểm, vỏ thiết bị liên lạc, phụ tùng thiết bị bảo hộ. |
| Nhạc cụ | Khóa nhạc cho nhạc cụ hơi, các bộ phận trống, giá để nhạc, hộp đựng nhạc cụ |
| Nội thất | Chân ghế, các chi tiết trang trí, linh kiện công thái học, phụ tùng đồ nội thất ngoài trời |
Ép phun nhựa hỗ trợ một loạt các ngành công nghiệp. Các nhà sản xuất dựa vào quy trình này để sản xuất các bộ phận nhựa bền chắc cho thiết bị điện tử, thiết bị y tế, linh kiện ô tô và các vật dụng hàng ngày.
 |
 |
So sánh quy trình
Hình học tích
Ép phun tạo ra các chi tiết nhựa rắn với hình dạng phức tạp và chi tiết tinh xảo. Khuôn được gia công chính xác cho phép các nhà sản xuất thêm các tính năng như gờ, lõi bên trong và kết cấu. Ép thổi phù hợp nhất cho các sản phẩm rỗng, thành mỏng như chai và hộp đựng. Quá trình này không thể đạt được mức độ phức tạp hoặc độ chính xác tương tự. Các nhà sản xuất chọn ép thổi cho các vật thể rỗng đơn giản và ép phun cho các thiết kế đặc, phức tạp.
Lựa chọn vật liệu
Việc lựa chọn vật liệu ảnh hưởng đến hiệu suất và chi phí sản phẩm. Bảng dưới đây cho thấy các loại nhựa thông dụng được sử dụng trong mỗi quy trình:
| Vật liệu | Loại khuôn đúc | Các đặc tính chính |
|---|---|---|
| HDPE | Ép thổi | Khả năng chống hóa chất, chịu nhiệt, độ bền cao |
| LDPE | Ép thổi | Mềm mại, dẻo dai, lý tưởng cho việc đóng gói. |
| PP | Cả hai | Cứng cáp, mật độ thấp hơn, chịu nhiệt độ cao |
| ABS | Cả hai | Thích hợp cho vỏ máy tính, nhưng thiếu khả năng kháng hóa chất. |
| Acrylic | Ép phun | Bề mặt giống thủy tinh, chống tia UV, chống bám bẩn. |
| Acetal | Ép phun | Bền chắc, chịu được ma sát và nhiệt độ cao. |
Các nhà sản xuất lựa chọn nhựa dựa trên độ bền, độ dẻo và hình thức yêu cầu.
 |
 |
| Vật liệu LDPE | Chất liệu ABS |
 |
 |
| Vật liệu PP | Vật liệu PET |
Tốc độ sản xuất
Ép thổi có chu kỳ sản xuất ngắn, thường chỉ tính bằng giây. Tốc độ này làm cho nó lý tưởng cho sản xuất hàng loạt các sản phẩm rỗng. Ép phun có thể mất nhiều thời gian hơn, đặc biệt là đối với các hình dạng phức tạp, nhưng nó lại vượt trội trong việc sản xuất các chi tiết phức tạp một cách hiệu quả sau khi khuôn được thiết lập.
| Loại khuôn đúc | Thời gian chu kỳ | Khối lượng sản xuất |
|---|---|---|
| Ép thổi | Ngắn (giây) | Cao (Lý tưởng cho chai lọ, hộp đựng) |
| Ép phun | Dài hơn (giây - phút) | Tùy thuộc vào từng trường hợp (Thích hợp nhất cho các bộ phận phức tạp) |
Các yếu tố chi phí
Chi phí sản xuất linh kiện nhựa chịu ảnh hưởng bởi nhiều yếu tố. Bảng dưới đây nêu bật những yếu tố quan trọng cần xem xét:
| Yếu tố chi phí | Sự miêu tả |
|---|---|
| Lựa chọn vật liệu | Một số loại nhựa có giá thành cao hơn các loại khác. |
| Độ phức tạp của thiết kế | Các hình dạng phức tạp làm tăng chi phí dụng cụ và sản xuất. |
| Thiết kế khuôn mẫu và dụng cụ | Việc chế tạo khuôn mẫu phức tạp đòi hỏi nhiều thời gian và chuyên môn hơn. |
| Vị trí nhà sản xuất | Mức lương nhân công và chi phí chung thay đổi theo từng khu vực. |
| Khối lượng sản xuất | Khối lượng sản xuất lớn hơn sẽ làm giảm chi phí trên mỗi đơn vị sản phẩm. |
| Thời gian chu kỳ | Chu kỳ sản xuất nhanh hơn giúp giảm chi phí nhân công và máy móc. |
| Lao động và chuyên môn | Công nhân lành nghề giúp giảm thiểu sai sót và lãng phí. |
| Hoạt động thứ cấp | Việc cắt gọt hoặc lắp ráp sẽ làm tăng tổng chi phí. |
| Đảm bảo chất lượng và kiểm thử | Đảm bảo độ tin cậy nhưng làm tăng chi phí. |
Các nhà sản xuất cân bằng các yếu tố này để tối ưu hóa ngân sách và duy trì chất lượng sản phẩm.
Độ chính xác và chất lượng
Ép phun mang lại độ chính xác cao, duy trì dung sai chặt chẽ đến +/- 0,001 inch. Quy trình này tạo ra các hình dạng phức tạp với hiệu suất ổn định, phù hợp cho các ứng dụng trong ngành ô tô, y tế và quốc phòng. Ép thổi thường dẫn đến sự biến đổi về độ dày thành, gây khó khăn trong việc tạo ra các chi tiết đồng nhất. Bảng dưới đây so sánh cả hai quy trình:
| Diện mạo | Ép thổi | Ép phun |
|---|---|---|
| Độ chính xác | Độ chính xác thấp hơn | Độ chính xác cao |
| Dung sai | Nhiều biến thể hơn | Dung sai chặt chẽ |
| Chất lượng sản phẩm tổng thể | Thấp hơn do sự thay đổi độ dày thành | Cao hơn nhờ hiệu suất ổn định |
*Lưu ý: Ép phun lý tưởng cho các chi tiết nhựa phức tạp đòi hỏi chất lượng cao và dung sai chặt chẽ. Ép thổi phù hợp với sản xuất hàng loạt các vật phẩm rỗng nhưng có thể làm giảm độ chính xác.
Hướng dẫn lựa chọn quy trình
Lựa chọn phương pháp ép thổi
Các nhà sản xuất lựa chọn phương pháp ép thổi khi cần sản xuất các sản phẩm nhựa rỗng có hình dạng đều đặn. Phương pháp này hoạt động tốt nhất đối với khối lượng sản xuất trung bình đến cao, đặc biệt khi thiết kế không yêu cầu các chi tiết phức tạp. Chi phí khuôn mẫu thấp hơn làm cho ép thổi trở nên hấp dẫn đối với ngân sách hạn chế hoặc các đợt sản xuất mẫu thử. Quy trình này cũng hỗ trợ tốc độ sản xuất nhanh, giúp tăng hiệu quả. Các công ty thường sử dụng ép thổi cho bao bì, hàng tiêu dùng và các bộ phận công nghiệp. Sản phẩm nhẹ và mục tiêu bền vững càng làm tăng thêm sức hấp dẫn của phương pháp này.
Phương pháp ép thổi lý tưởng cho:
- Các sản phẩm rỗng như chai và hộp đựng.
- Khối lượng sản xuất hàng năm từ trung bình đến cao (trên 3.000 đơn vị)
- Các dự án có ngân sách hạn chế
- Các ứng dụng cần vật liệu nhẹ và có thể tái chế.
*Mẹo: Nên cân nhắc sử dụng máy ISBM cho các sản phẩm yêu cầu độ bền và độ trong suốt cao hơn, chẳng hạn như bao bì thực phẩm và đồ uống hoặc các thùng chứa lớn.
Lựa chọn phương pháp ép phun
Ép phun phù hợp với các nhà sản xuất cần các chi tiết phức tạp, chắc chắn với nhiều chi tiết tinh xảo. Phương pháp này cho phép độ chính xác cao và dung sai chặt chẽ, điều cần thiết cho các thiết bị y tế và linh kiện ô tô. Quy trình này hỗ trợ tốc độ sản xuất nhanh và chất lượng ổn định, giúp sản xuất quy mô lớn hiệu quả. Ép phun cũng cho phép tích hợp các thành phần đa vật liệu và đa màu sắc trong một bước duy nhất.
Ép phun là phương pháp tối ưu cho:
- Những thiết kế tinh xảo và hình học độc đáo
- Sản xuất số lượng lớn với chất lượng ổn định.
- Các dự án đòi hỏi dung sai chặt chẽ và độ chính xác cao.
- Ứng dụng trong ngành y tế, điện tử và ô tô.
*Lưu ý: Phương pháp ép phun giúp giảm các bước lắp ráp và các công đoạn gia công phụ, từ đó tiết kiệm thời gian và chi phí.
Các yếu tố quyết định
Các nhà sản xuất đánh giá một số tiêu chí trước khi lựa chọn phương pháp đúc. Bảng sau đây tóm tắt các yếu tố quan trọng nhất:
| Tiêu chuẩn | Sự miêu tả |
|---|---|
| Yêu cầu ứng dụng | Hình dạng, kích thước và độ phức tạp của sản phẩm sẽ quyết định việc lựa chọn giữa phương pháp ép thổi và ép phun. |
| Khả năng tương thích vật liệu | Một số loại nhựa cho hiệu quả tốt hơn với quy trình này so với quy trình khác. |
| Hạn chế về thời gian | Ép phun nhựa cho phép chu kỳ sản xuất nhanh hơn, nhưng việc chuẩn bị khuôn có thể mất nhiều thời gian hơn. |
| Khối lượng sản xuất | Sản lượng lớn phù hợp với ép phun; sản lượng nhỏ hơn thì thích hợp với ép thổi do chi phí khuôn mẫu thấp hơn. |
| Các yếu tố chi phí | Ngân sách ảnh hưởng đến sự lựa chọn; ép thổi tiết kiệm chi phí hơn cho các lô hàng nhỏ, trong khi ép phun có lợi hơn về sản xuất dài hạn. |
Các nhà sản xuất cần phải lựa chọn quy trình phù hợp với hình dạng sản phẩm, nhu cầu vật liệu, ngân sách và tiến độ sản xuất. Máy ISBM cung cấp các giải pháp tiên tiến cho các dự án đòi hỏi độ trong suốt và độ bền vượt trội ở các sản phẩm rỗng.
Các nhà sản xuất nhận thấy sự khác biệt rõ rệt giữa ép thổi và ép phun. Ép thổi tạo hình các chi tiết rỗng bằng cách nung nóng phôi và sử dụng không khí, trong khi ép phun tạo ra các chi tiết đặc bằng cách bơm nhựa nóng chảy vào khuôn dưới áp suất. Cả hai quy trình đều yêu cầu khuôn chính xác và hỗ trợ sản xuất số lượng lớn.
Việc lựa chọn quy trình phù hợp với nhu cầu sản phẩm và mục tiêu kinh doanh giúp cải thiện giao tiếp, tối ưu hóa nguồn lực và nâng cao chất lượng sản phẩm.
Các bước tiếp theo được đề xuất bao gồm:
- Tham khảo ý kiến chuyên gia về vật liệu và thiết kế.
- Đánh giá các yêu cầu của dự án, chẳng hạn như lựa chọn vật liệu, khối lượng sản xuất và độ phức tạp của linh kiện.
- Cân nhắc sử dụng các công nghệ tiên tiến như máy ISBM để nâng cao hiệu quả và chất lượng sản phẩm.
| Nhân tố | Sự miêu tả |
|---|---|
| Lựa chọn vật liệu | Đánh giá khả năng kháng hóa chất, nhiệt độ, độ dẻo và chi phí. |
| Khối lượng sản xuất | Ước tính khối lượng để định hướng lựa chọn quy trình và khả năng mở rộng. |
| Độ phức tạp của bộ phận | Hãy lựa chọn quy trình đúc phù hợp nhất với độ phức tạp của khuôn. |
Câu hỏi thường gặp
Hỏi: Những sản phẩm nào phù hợp nhất với phương pháp ép thổi?
A: Các nhà sản xuất sử dụng phương pháp ép thổi để tạo ra các sản phẩm rỗng. Các sản phẩm phổ biến bao gồm chai lọ, hộp đựng, bình nhiên liệu ô tô và thiết bị thể thao. Quy trình này rất hiệu quả cho việc sản xuất số lượng lớn các bộ phận nhẹ, đồng nhất.
Hỏi: Ép phun giúp cải thiện độ chính xác như thế nào?
A: Ép phun sử dụng khuôn áp suất cao. Phương pháp này tạo ra các chi tiết rắn chắc với dung sai chặt chẽ và các chi tiết tinh xảo. Các ngành công nghiệp như ô tô và y tế dựa vào ép phun để đảm bảo chất lượng và độ chính xác ổn định.
Hỏi: Cả hai quy trình đều có thể sử dụng nhựa tái chế không?
A: Vâng, cả phương pháp ép thổi và ép phun đều sử dụng nhựa tái chế. Các nhà sản xuất thường lựa chọn vật liệu tái chế để giảm chi phí và hỗ trợ các mục tiêu bền vững. Việc lựa chọn vật liệu phụ thuộc vào yêu cầu của sản phẩm và các đặc tính mong muốn.
Hỏi: Máy ISBM được sử dụng để làm gì?
A: Máy ISBM sản xuất chai và hộp đựng có độ trong suốt và độ bền cao. Các nhà sản xuất ưa chuộng ISBM cho bao bì thực phẩm, đồ uống và mỹ phẩm. Những máy móc này mang lại tính linh hoạt trong thiết kế và hiệu quả sản xuất cao.
Hỏi: Quy trình nào có chi phí dụng cụ thấp hơn?
A: Ép thổi thường có chi phí khuôn mẫu thấp hơn. Các nhà sản xuất lựa chọn quy trình này cho các lô hàng nhỏ hoặc sản xuất mẫu thử. Ép phun đòi hỏi vốn đầu tư ban đầu cao hơn nhưng lại tiết kiệm chi phí cho sản xuất quy mô lớn.

















