吹塑成型和注塑成型工艺的区别
制造商在选择塑料零件生产工艺时,通常会比较吹塑成型和注塑成型。工艺选择会影响产品质量、成本和生产效率。近期市场数据显示,全球吹塑成型市场增长强劲:
- 2024年吹塑机市场规模达到60.4亿美元,预计到2032年将达到82亿美元。
- 全球吹塑机收入预计将以 4% 的复合年增长率增长,到 2032 年将达到近 64.9 亿美元。
- 到 2030 年,塑料吹塑机市场规模可能达到 40.477 亿美元。
吹塑成型工艺的模具成本通常较低,适合中小批量生产,但零件精度可能稍逊。ISBM 成型工艺在大批量生产中具有更高的精度和效率,是复杂设计的理想之选。ISBM 设备提升了吹塑成型能力,为寻求合适解决方案的制造商提供了更多选择。
主要区别
- 吹塑成型非常适合生产中空塑料制品,例如 ISBM 瓶子和容器,尤其适用于中高产量生产。
- 注塑成型技术擅长制造高精度、结构复杂的实心零件,因此适用于汽车和医疗等行业。
- 在选择吹塑成型还是注塑成型时,要考虑模具成本和生产量;对于小批量生产,吹塑成型通常更经济。
- ISBM 机器增强了吹塑成型能力,为空心产品提供了更好的产品质量和设计灵活性。
- 评估产品要求、材料兼容性和生产时间表,以选择最适合您需求的成型工艺。
吹塑成型与注塑成型
主要区别
制造商经常比较吹塑成型和注塑成型,以确定最适合其产品的工艺。这两种方法在几个重要方面存在差异,尤其是在产品几何形状、壁厚、精度、成本和设计灵活性方面。下表列出了这些区别:
| 特征 | 吹塑 | 注塑成型 |
|---|---|---|
| 产品几何 | 适用于简单的空心设计 | 允许创建复杂的几何形状和精细的特征 |
| 壁厚 | 更薄但均匀 | 可变壁厚以实现强度和性能 |
| 设计灵活性 | 灵活性较低 | 更丰富的细节定制选项 |
吹塑成型与注塑成型在模具和生产成本方面也存在明显差异。下表总结了每种工艺的典型成本范围:
| 模塑型 | 价格范围(单腔) | 费用范围(多腔) |
|---|---|---|
| 吹塑 | $3,000 | 最多 $25,000 |
| 注塑成型 | $3,000 – $6,000 | 高于 $90,000 |
 |
 |
吹塑成型与注塑成型对产品设计和制造预算的影响各不相同。吹塑成型最适合制造空心零件,例如瓶子和容器。注塑成型则适用于制造具有精细特征的复杂实心零件。吹塑成型的模具成本通常较低,因此更适合小批量生产。注塑成型虽然需要较高的初始投资,但它能为大规模生产提供高精度和高效率。
*提示:制造商在选择吹塑成型还是注塑成型时,应考虑产品的最终用途和预期产量。
主要相似之处
尽管吹塑成型和注塑成型存在差异,但它们也有许多重要的相似之处。这两种工艺在现代制造业中都发挥着至关重要的作用,并为大规模生产带来诸多优势。主要相似之处包括:
- 两者都使用轻质且可回收的塑料,因此非常适合用于包装应用。
- 每个工艺都能生产大量统一的产品,这对于各行业的批量生产至关重要。
吹塑成型和注塑成型都能支持高效的生产流程,并帮助制造商满足严格的质量标准。汽车、消费品和包装行业的公司都依赖这些工艺来保证产品质量的稳定性。
吹塑成型工艺
吹塑成型的工作原理是什么?
吹塑成型通过一系列可控步骤制造空心塑料零件。该过程始于挤出机将熔融塑料挤压通过环形模具,形成称为型坯的圆柱体。模具的两半闭合,将型坯的顶部和底部夹紧。空气通过吹气针进入密封的型坯,迫使塑料紧贴冷却的模具表面。模具塑造零件形状,冷却后将其取出。最后,修边机去除多余的材料。
吹塑成型过程中会出现壁厚变化。制造商通过在型坯挤出过程中调整模口间隙来控制壁厚。不同的产品需要特定的壁厚,因此操作人员会使用壁厚控制器或调节设备参数以达到所需的效果。
*注:吹塑成型工艺可灵活生产壁厚均匀的瓶子、容器和其他空心塑料零件。

吹塑成型类型
吹塑成型工艺主要包括几种类型,每种类型都适用于不同的应用。下表总结了该工艺及其典型用途:
| 吹塑成型类型 | 流程描述 | 应用程序 |
|---|---|---|
| 挤出吹塑成型(EBM) | 塑料被挤出成空心管,然后在模具中膨胀。 | 瓶子、容器、汽车零部件 |
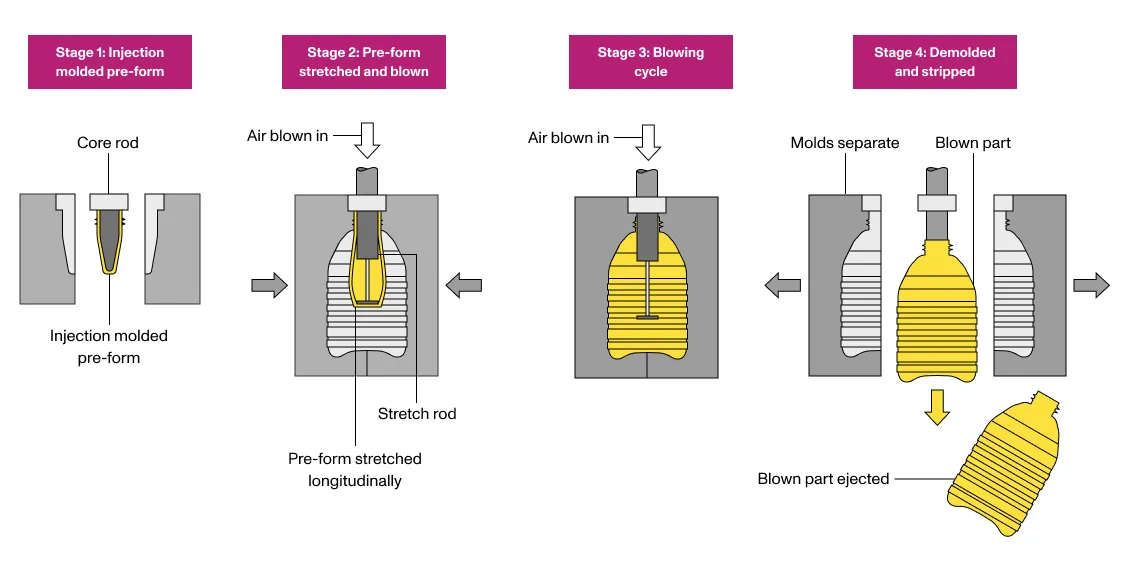
| 注塑吹塑成型(IBM) | 将塑料注入模具制成预成型件,然后吹塑成型。 | 小型、精细的容器,医疗包装 |
| 拉伸吹塑成型(SBM) | 吹奏前拉伸烟膏,可增强烟气强度和清晰度。 | 高品质PET饮料瓶 |
ISBM机器概述
ISBM(注塑拉伸吹塑成型机)是制造商的现代化解决方案。该机器将塑料预成型件加热到玻璃化转变温度以上,并将其吹塑成瓶子。ISBM 机器可生产出卓越的产品质量,瓶子具有高透明度、光滑的表面和均匀的壁厚。该机器能够制造复杂的形状和定制设计,满足多样化的市场需求。SBM机器 此外,它还通过减少材料浪费和使用环保材料来支持可持续发展。集成化加工提高了生产效率并减少了停机时间,从而使大规模生产更具成本效益。
| 优势 | 描述 |
|---|---|
| 卓越的产品质量 | 高透明度、光滑表面、壁厚均匀 |
| 灵活的设计能力 | 复杂的形状,定制设计 |
| 可持续性 | 减少材料浪费,支持环保材料 |
| 高生产效率 | 更快的吞吐量,更少的停机时间 |

吹塑成型工艺服务于众多行业。下表列出了常见产品和行业:
| 行业 | 普通产品 |
|---|---|
| 消费品 | 瓶子、洗发水瓶、家用清洁瓶 |
| 汽车 | 燃油箱、管道、空气储罐 |
| 工业和医疗 | 工业容器、储罐、医疗包装 |
| 建筑与园艺 | 水箱、花园家具、工具箱 |
| 体育用品 | 运动水壶、锥形路标、防护装备 |
| 玩具 | 塑料球、玩偶、空心积木 |
注塑成型工艺
注塑成型的工作原理是什么?
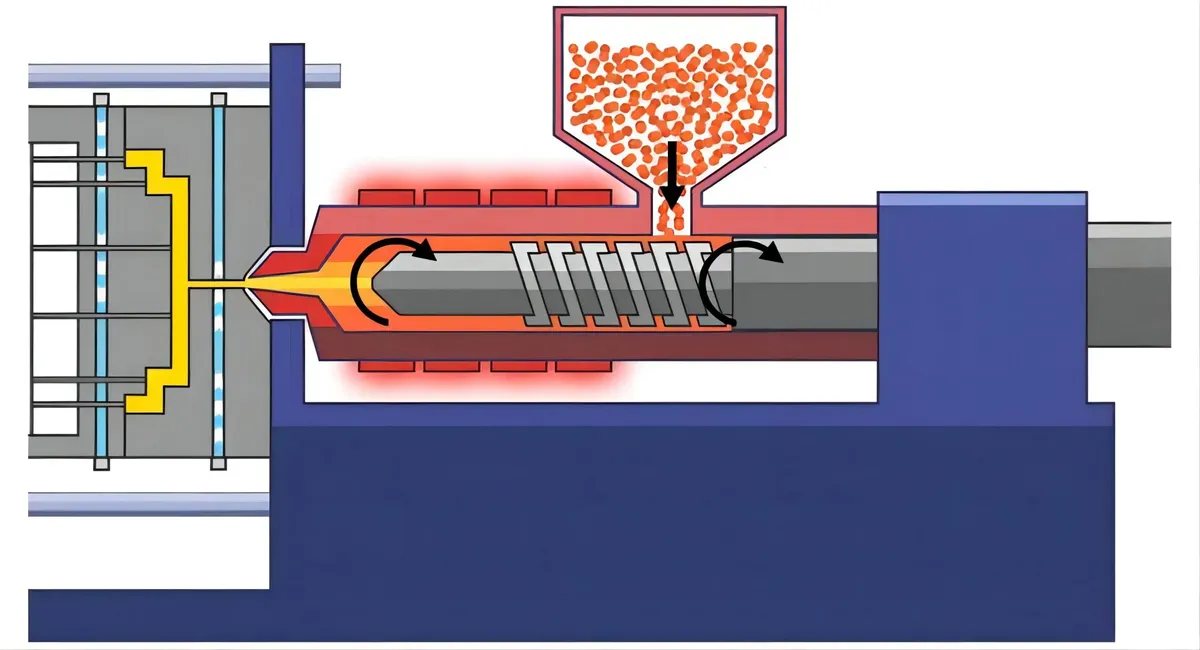
注塑成型能够高精度地生产复杂的实体零件。该工艺使用塑料颗粒,这些颗粒在加热的料筒内熔化。机器将熔融的塑料在高压下注入封闭的模具中。这种方法可以制造出形状精细且质量稳定的零件。
注塑成型的主要步骤包括:
- 模具夹紧:机器闭合模具,形成用于放置塑料零件的空腔。
- 注塑成型及压力填充:熔融塑料注入模腔。高压填充每一个细节,并补偿收缩。
- 冷却和固化:塑料冷却并硬化。模具温度会影响最终产品的强度和外观。
- 模具开启和零件顶出:模具打开。顶针将成品零件推出。
*提示:制造商通常使用注塑成型工艺来制造公差要求严格、结构复杂的零件。这种工艺能够确保大批量生产中获得可重复的结果。
注塑成型的类型
制造商会根据材料和产品需求选择不同类型的注塑成型工艺。每种工艺都有其独特的优缺点。
下表总结了主要类型:
| 注塑成型类型 | 优势 | 缺点 |
|---|---|---|
| 金属注射成型 | 制造复杂的金属零件。大批量生产。特征精准,浪费极少。 | 设备价格昂贵,产量和尺寸有限,主要用于高端应用。 |
塑料注塑成型仍然是最常用的成型方法。它可以批量生产各种形状和尺寸的零件。金属注塑成型则适用于需要强度高、结构精细的零部件的专业行业。
注塑成型的典型产品和行业包括:
| 行业 | 产品 |
|---|---|
| 消费电子产品 | 智能手机外壳、遥控器、键盘按键、鼠标外壳、网络摄像头边框 |
| 医疗器械及组件 | 手术器械、诊断试剂盒、假体部件、X光组件 |
| 汽车零部件 | 仪表板组件、杯架、保险杠、灯罩、通风口 |
| 日常家居用品 | 厨房用具、容器、瓶盖、洗衣篮、牙刷、塑料餐具 |
| 包装和食品安全产品 | 饮料容器、食品储存方案、酸奶杯、咖啡盖、调味瓶 |
| 农产品 | 工具手柄、机械部件、灌溉配件、育苗盘、动物耳标 |
| 国防工业零部件 | 头盔组件、通信设备外壳、防护装备部件 |
| 乐器 | 管乐器键、鼓谱、乐谱架、乐器箱 |
| 家具 | 椅座、装饰元素、人体工学组件、户外家具部件 |
注塑成型工艺广泛应用于各个行业。制造商依靠这一工艺生产用于电子产品、医疗器械、汽车零部件和日常用品的耐用塑料零件。
 |
 |
过程比较
产品几何
注塑成型可以制造出形状复杂、细节精细的实心塑料零件。精密加工的模具使制造商能够添加加强筋、内芯和纹理等特征。吹塑成型最适合制造空心、薄壁产品,例如瓶子和容器。但这种工艺无法达到注塑成型的复杂程度和精度。制造商通常选择吹塑成型来制造简单的空心体,而选择注塑成型来制造复杂的实心设计。
材料选择
材料的选择会影响产品的性能和成本。下表列出了各工艺中常用的塑料:
| 材料 | 模塑类型 | 主要特性 |
|---|---|---|
| 高密度聚乙烯 | 吹塑 | 耐化学腐蚀、耐高温、高强度 |
| 低密度聚乙烯 | 吹塑 | 柔软、灵活,是理想的包装材料 |
| PP | 两个都 | 刚性好,密度低,耐高温 |
| ABS | 两个都 | 适用于房屋建造,但缺乏耐化学腐蚀性。 |
| 丙烯酸纤维 | 注塑成型 | 玻璃般光泽,抗紫外线,抗污渍 |
| 缩醛 | 注塑成型 | 坚韧、结实、耐摩擦、耐热 |
制造商根据所需的耐用性、柔韧性和外观来选择塑料。
 |
 |
| 低密度聚乙烯材料 | ABS材料 |
 |
 |
| PP材料 | PET材料 |
生产速度
吹塑成型周期短,通常以秒计。这种速度使其成为批量生产空心制品的理想选择。注塑成型可能需要更长时间,尤其是在生产复杂形状时,但一旦模具设置完毕,它在高效生产精细零件方面表现出色。
| 模塑型 | 周期 | 生产量 |
|---|---|---|
| 吹塑 | 短(秒) | 高(适用于瓶子、容器) |
| 注塑成型 | 更长(秒-分钟) | 因情况而异(最适合复杂部件) |
成本因素
影响塑料零件生产成本的因素有很多。下表列出了主要考虑因素:
| 成本因素 | 描述 |
|---|---|
| 材料选择 | 有些塑料比其他塑料更贵。 |
| 设计的复杂性 | 复杂的形状会增加模具和生产成本。 |
| 模具设计与工具 | 先进的模具需要更多的时间和专业知识。 |
| 制造商所在地 | 劳动力成本和管理费用因地区而异 |
| 生产量 | 销量越高,单位成本越低。 |
| 周期 | 更快的生产周期可以降低人工和机器成本。 |
| 劳动力和专业技术 | 熟练工人能最大限度地减少错误和浪费。 |
| 二次作业 | 修剪或组装会增加总成本。 |
| 质量保证与测试 | 确保可靠性,但会增加成本 |
制造商会权衡这些因素,以优化预算并保持产品质量。
精准与品质
注塑成型精度极高,公差可控制在±0.001英寸以内。该工艺能够生产出形状复杂且性能稳定的零件,因此适用于汽车、医疗和国防等行业。吹塑成型则常常导致壁厚不均,难以获得均匀一致的零件。下表对两种工艺进行了比较:
| 方面 | 吹塑 | 注塑成型 |
|---|---|---|
| 精确 | 不太精确 | 高度精确 |
| 公差 | 更多变化 | 严格的公差 |
| 整体产品质量 | 由于壁厚变化,价格较低 | 由于表现稳定,收入更高。 |
*注:注塑成型是制造需要高质量和高精度公差的复杂塑料零件的理想选择。吹塑成型适合大批量生产空心制品,但可能会牺牲一些精度。
工艺选择指南
选择吹塑
制造商在需要生产形状规则的中空塑料制品时,通常会选择吹塑成型。这种方法最适用于中高产量生产,尤其适用于设计无需复杂细节的情况。较低的模具成本使得吹塑成型对于预算有限或需要制作原型的人来说极具吸引力。此外,该工艺还能实现快速生产,从而提高效率。企业通常将吹塑成型应用于包装、消费品和工业部件的生产。轻量化产品和可持续发展目标进一步提升了其吸引力。
吹塑成型非常适合用于:
- 空心制品,例如瓶子和容器
- 中高年销量(超过3000台)
- 预算有限的项目
- 轻质和可回收材料至关重要的应用领域
*提示:对于需要更高强度和透明度的产品,例如食品和饮料包装或大型容器,应考虑使用 ISBM 机器。
选择注塑成型
注塑成型适用于需要制造具有精细特征的复杂实心零件的制造商。该方法能够实现高精度和严格的公差控制,这对于医疗器械和汽车零部件至关重要。注塑成型工艺支持快速生产和稳定的质量,使其成为大规模生产的高效选择。此外,注塑成型还能够在一步成型中集成多种材料和多种颜色的组件。
注塑成型最适合用于:
- 精巧的设计和独特的几何形状
- 大批量生产,质量稳定
- 需要严格公差和高精度的项目
- 在医疗、电子和汽车行业的应用
*注:注塑成型减少了组装步骤和二次加工,从而节省了时间和成本。
决策因素
制造商在选择成型方法之前会评估多个标准。下表总结了最重要的因素:
| 标准 | 描述 |
|---|---|
| 应用要求 | 产品形状、尺寸和复杂程度决定了吹塑成型和注塑成型的选择。 |
| 材料兼容性 | 有些塑料采用某种加工工艺比另一种加工工艺效果更好。 |
| 时间限制 | 注塑成型可提供更快的生产周期,但模具准备可能需要更长时间。 |
| 生产量 | 大批量生产适合注塑成型;小批量生产由于模具成本较低,适合吹塑成型。 |
| 成本考量 | 预算会影响选择;吹塑成型更适合小批量生产,而注塑成型更有利于长期生产。 |
制造商应根据产品的几何形状、材料需求、预算和生产时间表来选择合适的加工工艺。ISBM 机器为对空心产品透明度和强度要求极高的项目提供先进的解决方案。
制造商们清楚地认识到吹塑成型和注塑成型之间的区别。吹塑成型通过加热型坯并利用空气来塑造空心零件,而注塑成型则是将熔融塑料在压力下注入模具来制造实心零件。两种工艺都需要精密模具,并且都支持大批量生产。
将流程选择与产品需求和业务目标保持一致,可以改善沟通、优化资源并提高产品质量。
建议的后续步骤包括:
- 咨询材料和设计专家。
- 评估项目需求,例如材料选择、生产数量和零件复杂性。
- 考虑采用ISBM机器等先进技术来提高效率和产品质量。
| 因素 | 描述 |
|---|---|
| 材料选择 | 评估其耐化学性、耐温性、柔韧性和成本。 |
| 生产量 | 估算产量以指导工艺选择和规模化。 |
| 零件复杂度 | 将复杂程度与最合适的成型工艺相匹配。 |
常问问题
问:哪些产品最适合吹塑成型?
答:制造商使用吹塑成型工艺生产空心制品。常见产品包括瓶子、容器、汽车油箱和运动器材。这种工艺非常适合大批量生产轻质、规格统一的零件。
问:注塑成型如何提高精度?
答:注塑成型使用高压模具。这种方法可以制造出公差小、特征精细的实心零件。汽车和医疗等行业都依赖注塑成型来保证零件的质量和精度。
问:两种工艺都可以使用回收塑料吗?
答:是的,吹塑成型和注塑成型都接受再生塑料。制造商通常选择再生材料来降低成本并支持可持续发展目标。材料的选择取决于产品要求和所需性能。
问:ISBM机器是用来做什么的?
答:ISBM机器生产的瓶子和容器透明度高、强度高。制造商首选ISBM机器进行食品、饮料和化妆品包装。这些机器设计灵活,生产效率高。
问:哪种工艺的模具成本更低?
答:吹塑成型通常模具成本较低。制造商通常选择这种工艺进行小批量生产或制作原型。注塑成型需要较高的初始投资,但对于大规模生产而言可以节省成本。

















