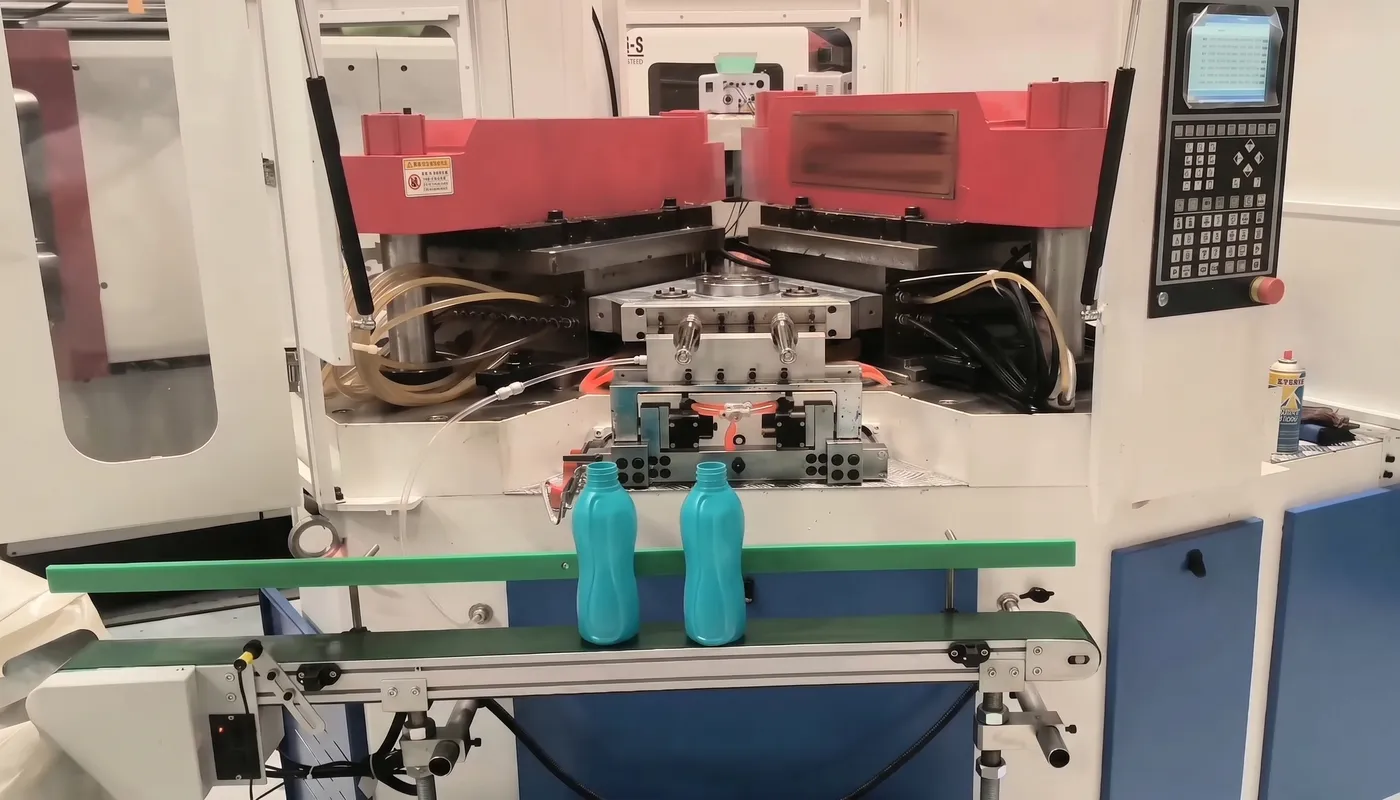
Richtige Verwendung einer Einstufen-Spritzblasformmaschine
Anfänger fragen sich oft, wie man eine Einstufen-Spritzblasformmaschine bedient. Diese Maschine formt Kunststoff zu Flaschen für Medikamente, Kosmetika und Reinigungsmittel. Viele Hersteller setzen auf diese Maschine, um präzise Hals- und Gewindemaße zu erzielen, insbesondere bei kleinen Flaschen. Die Bedienung erfordert sorgfältige Arbeitsschritte, um Sicherheit und Qualität zu gewährleisten. Mit einer klaren Anleitung kann jeder lernen, eine Einstufen-Spritzblasformmaschine sicher und effizient zu bedienen.
 |
 |
Hauptmerkmale
- Die Ein-Schritt-Spritzblasformmaschine kombiniert Spritzgießen und Blasformen in einem einzigen Prozess, was Zeit spart und die Produktqualität verbessert.
- Die Bediener müssen vor der Inbetriebnahme Sicherheitsprüfungen durchführen und die Maschine ordnungsgemäß einrichten, um einen sicheren und effizienten Betrieb zu gewährleisten.
- Die Wahl des richtigen Kunststoffharzes und die Einstellung der korrekten Temperatur und des richtigen Drucks sind entscheidend für die Herstellung hochwertiger Kunststoffprodukte.
- Die Einhaltung schrittweiser Verfahren für Zuführung, Einspritzung, Erhitzung, Blasformen, Abkühlung und Auswerfen hilft, Fehler zu vermeiden und gleichbleibende Ergebnisse zu gewährleisten.
- Regelmäßige Wartung und Fehlerbehebung sorgen für einen reibungslosen Maschinenbetrieb und beugen häufig auftretenden Problemen vor, wodurch die langfristige Produktivität unterstützt wird.
Übersicht der Einstufen-Spritzblasformmaschine
Hauptkomponenten
Eine einstufige Spritzblasformmaschine, oft auch IBM-Maschine genannt, besteht aus mehreren wesentlichen Bauteilen. Jede Komponente erfüllt eine spezifische Funktion beim Spritzblasformen. Die folgende Tabelle beschreibt die Hauptkomponenten und ihre Funktionen:
| Komponente | Funktion |
|---|---|
| Spanneinheit | Gewährleistet die Stabilität der Form und sorgt für die nötige Schließkraft beim Einspritzen. |
| Injektionseinheit | Schmilzt Kunststoff, mischt Farbstoffe hinzu und spritzt den geschmolzenen Kunststoff in die Form. |
| Elektronische Einheit | Fungiert als Steuerungssystem oder „Gehirn“ der Maschine. |
| Hydrauliksystem | Wandelt die Energie eines Elektromotors in mechanische Bewegungen um und treibt so die Aktionen der Maschine an. |
| Schutzsystem | Schützt Maschine und Bediener durch Gewährleistung der Sicherheit während des Maschinenbetriebs. |
Diese Komponenten arbeiten zusammen, um den Spritzgießprozess und den Blasformprozess innerhalb derselben Maschine zu unterstützen.
Wie funktioniert es?
Die IBM-Maschine integriert Spritzguss und Blasformen in einen einzigen, kontinuierlichen Zyklus. Zunächst schmilzt die Maschine Kunststoff und spritzt ihn in eine Form, um einen Vorformling zu erzeugen. Anschließend wird der Vorformling über Dorne zur Blasformeinheit transportiert. Dort wird er erhitzt und aufgeblasen, bis er die Form des Endprodukts annimmt. Das blasgeformte Teil rotiert zur Formschließeinheit und kühlt ab. Nach dem Abkühlen fährt der Dorn in die Auswerferposition, die Form öffnet sich und das fertige Produkt wird entnommen.
Dieses Formgebungsverfahren unterscheidet sich von anderen Methoden. In einem zweistufigen System finden Spritzguss und Blasformen in separaten Maschinen statt. Spritzblasformmaschine Durch die Kombination beider Arbeitsschritte wird Zeit gespart und der Handhabungsaufwand reduziert. Im Gegensatz zum Extrusionsblasformen, bei dem ein anderes Verfahren zur Formgebung des Vorformlings zum Einsatz kommt, optimiert die einstufige Methode die Produktion und steigert die Effizienz. Die Integration aller Schritte in einer IBM Maschine unterstützt Hersteller dabei, eine höhere Produktqualität und -konsistenz zu erzielen.
Vorbereitungsschritte
Sicherheitschecks
Vor Inbetriebnahme der IBM-Maschine müssen die Bediener eine Reihe von Sicherheitsprüfungen durchführen. Diese Schritte tragen dazu bei, Unfälle zu vermeiden und einen reibungslosen Betrieb zu gewährleisten.
- Überprüfen Sie den Arbeitsbereich. Entfernen Sie Schmutz, Öl oder Wasser vom Boden und von der Maschinenplattform.
- Vergewissern Sie sich, dass die gesamte Sicherheitsausrüstung vorhanden und funktionsfähig ist. Dazu gehören Feuerlöscher, Erste-Hilfe-Kästen und persönliche Schutzausrüstung (PSA) wie Schutzbrillen, Handschuhe und Sicherheitsschuhe.
- Prüfen Sie, ob alle mechanischen, hydraulischen und elektrischen Sicherheitseinrichtungen vorhanden sind. Schutzvorrichtungen, Abdeckungen und Sicherheitstore müssen ordnungsgemäß installiert und funktionsfähig sein.
- Prüfen Sie Schläuche, Kabel und Werkzeuge auf Beschädigungen oder Verschleiß.
- Überprüfen Sie die Not-Aus-Taster und stellen Sie sicher, dass sie funktionieren.
- Stellen Sie sicher, dass die Bediener in Maschinenbedienung, Sperr- und Kennzeichnungsverfahren sowie Sicherheitsprotokollen geschult wurden.
- Sicherheitsvorrichtungen dürfen niemals umgangen oder verändert werden.
- Hinweis: Bediener sollten jegliche Sicherheitsrisiken oder Probleme mit der Ausrüstung sofort melden, um Verletzungen oder Maschinenschäden zu vermeiden.
Maschineneinrichtung
Eine korrekte Maschineneinrichtung bildet die Grundlage für einen erfolgreichen Betrieb.
- Reinigen Sie die IBM-Maschine gründlich. Entfernen Sie alle Kunststoffreste und schmieren Sie die beweglichen Teile.
- Bereiten Sie Rohmaterialien und Formen vor. Stellen Sie sicher, dass Kunststoffharze, Additive und Farbstoffe verfügbar und ordnungsgemäß gelagert sind.
- Setzen Sie die korrekte Form ein und richten Sie sie sicher aus. Überprüfen Sie die Düsenposition und die Formausrichtung, um die Produktqualität zu gewährleisten.
- Die Maschine muss mit Strom versorgt werden, einschließlich Pumpen und Heizungen.
- Passen Sie die Temperatur- und Druckeinstellungen entsprechend der Kunststoffart und den Projektanforderungen an.
- Installieren Sie Hilfseinrichtungen wie Druckluft- und Wasserkühlsysteme.
- Führen Sie einen Probelauf oder eine Musterproduktion durch, um die Einstellungen zu optimieren und eventuelle Probleme vor dem vollständigen Betrieb zu identifizieren.
- Hinweis: Ein sauberer und ordentlicher Arbeitsplatz verringert die Rutschgefahr und verbessert die Effizienz während der Arbeit.

Verladung von Kunststoffharz
Harzauswahl
Vor dem Start der IBM-Maschine müssen die Bediener das richtige Kunststoffgranulat auswählen. Die Auswahl hängt vom Verwendungszweck der Kunststoffprodukte ab. Die meisten thermoplastischen Kunststoffe, wie PET, HDPE, LDPE, PP, PVC und Polycarbonat, eignen sich gut für das Spritzblasformen. Jeder Kunststoff bietet spezifische Vorteile für unterschiedliche Anwendungen. PET beispielsweise ist transparent und robust und daher ideal für Getränkeflaschen und pharmazeutische Behälter. HDPE zeichnet sich durch seine Zähigkeit und Chemikalienbeständigkeit aus und eignet sich für Milchflaschen und Waschmittelbehälter. LDPE ist flexibel und eignet sich gut für Kosmetiktuben. Polypropylen ist hitzebeständig und eignet sich für Heißabfüllanwendungen wie Sirupflaschen. PVC ist aufgrund seiner chemischen Beständigkeit für pharmazeutische und industrielle Flaschen geeignet. Polycarbonat bietet hohe Schlagfestigkeit und optische Klarheit für anspruchsvolle Anwendungen.
Bei der Auswahl eines Harzes sollten die Anwender mehrere Kriterien berücksichtigen:
- Der vorgesehene Verwendungszweck des Bauteils, einschließlich Festigkeit, Flexibilität und Beständigkeit gegenüber Chemikalien oder Temperatur.
- Ästhetische Anforderungen wie Farbe, Transparenz und Oberflächenbeschaffenheit.
- Regulatorische Anforderungen, einschließlich Lebensmittelsicherheits- oder Kindersicherheitsstandards.
- Materialeigenschaften, wie z. B. thermoplastisches Verhalten und Harzfamilie.
- Spezifische Eigenschaften wie Schlagfestigkeit, UV-Beständigkeit und Chemikalienbeständigkeit.
Diese Faktoren tragen dazu bei, dass das Harz den Anforderungen von Hohlbauteilen aus Kunststoff und Einwegbehältern aus Kunststoff gerecht wird.
Befüllen des Trichters
Nach Auswahl des geeigneten Harzes muss der Trichter der IBM-Maschine befüllt werden. Der Trichter dient zur Lagerung und Zuführung der Kunststoffgranulate zum Schmelzen. Die Bediener müssen sicherstellen, dass der Trichter sauber und frei von Materialresten ist. Sie füllen die ausgewählten Harzgranulate in den Trichter und vermeiden dabei Verunreinigungen durch Staub oder andere Substanzen. Eine gleichmäßige Zuführung trägt zur Produktqualität bei und verhindert Verstopfungen. Die Bediener sollten den Füllstand des Trichters während der Produktion überwachen und bei Bedarf nachfüllen, um Produktionsunterbrechungen zu vermeiden. Die korrekte Handhabung in dieser Phase gewährleistet einen effizienten Betrieb und eine hohe Produktqualität.
*Tipp: Tragen Sie beim Umgang mit Harz immer Handschuhe und eine Schutzbrille, um Hautreizungen oder Augenreizungen vorzubeugen.
Parameter einstellen
Temperatur und Druck
Vor dem Start der IBM-Maschine müssen die Bediener die korrekte Temperatur und den korrekten Druck einstellen. Diese Parameter sind entscheidend für die Herstellung hochwertiger Kunststoffprodukte. Die Vorheiztemperatur gewährleistet, dass das Harz gleichmäßig trocknet und schmilzt. Für optimale Ergebnisse benötigen die meisten Harze einen Feuchtigkeitsgehalt zwischen 0,11 TP3T und 0,041 TP3T. Häufig wird eine Heißlufttrocknung bei 130 °C bis 150 °C für drei bis fünf Stunden oder eine Vakuumtrocknung bei 150 °C für vier bis fünf Stunden angewendet. Dieser Schritt beugt feuchtigkeitsbedingten Defekten vor.
Die Zylindertemperatur muss über dem Fließ- oder Schmelzpunkt des Harzes, aber unter dessen Zersetzungstemperatur liegen. Beispielsweise liegen die Formtemperaturen für gängige Harze wie SIVERAS™ zwischen 315 °C und 350 °C. Bei langen oder schmalen Düsen kann die Temperatur um 10 °C bis 20 °C angepasst werden. Die Formtemperatur beeinflusst auch das Endprodukt. Höhere Formtemperaturen, üblicherweise zwischen 90 °C und 130 °C, verbessern die Füllung und die Schweißnahtfestigkeit, können aber die Zykluszeit verlängern.
Der Einspritzdruck muss auf die Harzart und die Formkonstruktion abgestimmt sein. Die meisten IBM-Maschinen arbeiten mit Einspritzdrücken von 20 MPa bis 90 MPa. Anwender sollten mit einem niedrigeren Druck beginnen und diesen schrittweise erhöhen. Dadurch lassen sich Fehler wie Strahlbildung oder Blasenbildung vermeiden. Der nach dem Füllen des Formhohlraums aufgebrachte Nachdruck sorgt dafür, dass das Produkt seine Form und Dichte beibehält. Auch die Schneckendrehzahl ist wichtig. Höhere Drehzahlen erhöhen zwar die Scherwärme, können aber bei zu hoher Einstellung zu ungleichmäßigem Schmelzen führen.
*Tipp: Die Bediener sollten Temperatur und Druck während der gesamten Produktion überwachen. Kleine Anpassungen können Fehler verhindern und die Produktqualität verbessern.
 |
 |
| PET-Material | PP-Material |
 |
 |
| LDPE-Material | HDPE-Material |
Formkalibrierung
Die Werkzeugkalibrierung gewährleistet, dass IBM-Maschinen Teile mit präzisen Abmessungen und gleichbleibender Qualität produzieren. Die Bediener müssen das Werkzeug korrekt ausrichten und auf Spalten oder Fehlausrichtungen prüfen. Vor jedem Produktionslauf sollten sie die Werkzeugoberfläche auf Verschleiß oder Beschädigungen untersuchen. Eine korrekte Kalibrierung reduziert das Risiko von Gratbildung, unvollständiger Füllung oder ungleichmäßiger Wandstärke.
Die Bediener nutzen Testläufe, um die Werkzeugposition und die Schließkraft präzise einzustellen. Sie vermessen Musterteile und vergleichen diese mit den Konstruktionsvorgaben. Liegen die Messwerte außerhalb des zulässigen Bereichs, passen sie die Werkzeugposition oder die Maschineneinstellungen an. Regelmäßige Kalibrierungsprüfungen tragen zur Sicherstellung der Produktkonsistenz bei und reduzieren Ausschuss.
Eine präzise kalibrierte Form verbessert die Zykluseffizienz. IBM-Maschinen können länger ohne Unterbrechungen laufen, wenn die Form in einwandfreiem Zustand ist. Die Bediener sollten die Kalibrierungseinstellungen für spätere Verwendung dokumentieren. Dies beschleunigt die Einrichtung und Fehlerbehebung bei zukünftigen Produktionsläufen.
*Hinweis: Eine gleichbleibende Werkzeugkalibrierung führt zu weniger Fehlern und qualitativ hochwertigeren Endprodukten.
Schritt-für-Schritt-Anleitung
Die Bedienung einer einstufigen Spritzblasformmaschine erfordert eine präzise Abfolge von Arbeitsschritten. Diese Schritt-für-Schritt-Anleitung erklärt jeden einzelnen Schritt, von der Harzzufuhr bis zum Auswerfen der fertigen Blasformteile. Die sorgfältige Einhaltung von Temperatur, Zeitvorgaben und Qualitätskontrolle gewährleistet, dass der Blasformprozess qualitativ hochwertige Ergebnisse liefert.
Füttern und Schmelzen
Die Bediener beginnen mit der Zuführung des Kunststoffgranulats in den Trichter. IBM-Maschinen nutzen eine kontrollierte Temperatur im Einzugsbereich, um Verklumpungen oder Brückenbildung des Granulats zu verhindern. Wird der Einzugsbereich zu heiß, können die Granulate vorzeitig schmelzen, was zu Verstopfungen und einem Produktionsstopp führen kann. Die meisten Maschinen verwenden Wasserkanäle, um die Temperatur im Einzugsbereich auf dem empfohlenen Wert zu halten, der üblicherweise nicht unter 54 °C (130 °F) liegt. Bei vor der Verwendung getrockneten Granulaten hilft es, die Temperatur im Einzugsbereich um etwa 11 °C (20 °F) unter die Trocknungstemperatur zu stellen, um Kondensation zu vermeiden und einen gleichmäßigen Granulatfluss zu gewährleisten. Eine gleichmäßige Zuführung und sorgfältige Temperaturregelung sorgen dafür, dass das Granulat effizient in die Schnecke und den Zylinder gelangt, wo es gleichmäßig schmilzt. Einige moderne Maschinen nutzen induktive Heiztechnologie zur Verbesserung der Schmelzeffizienz, die meisten basieren jedoch auf traditionellen Schneckenextrudern.
*Tipp: Die Bediener sollten den Trichter und den Einzugskanal regelmäßig überwachen, um Unterbrechungen im Blasformprozess zu vermeiden.

Spritzguss und Vorformlingherstellung
Sobald das Harz schmilzt, startet die IBM-Maschine den Spritzgießprozess. Die Form schließt und verschließt mit der voreingestellten Kraft. Die Spritzeinheit drückt den geschmolzenen Kunststoff in den Formhohlraum und formt so den Vorformling. Mehrere Faktoren beeinflussen die Qualität des Vorformlings:
- Die Formkonstruktion und -präzision beeinflussen die Maßgenauigkeit.
- Materialeigenschaften wie Molekulargewicht, Schlagfestigkeit und Stabilität.
- Die Temperaturregelung in Trichter, Zylinder und Form gewährleistet optimales Schmelzen und Fließen.
- Der Einspritzdruck, die Schneckendrehzahl und die Nachdruckzeit bestimmen, wie gut der Hohlraum gefüllt wird.
- Kühlsysteme in der Form helfen, Schrumpfung und Verzug zu kontrollieren.
Die Bediener müssen diese Parameter optimieren, um Fehler wie Verformungen oder ungleichmäßige Wandstärken zu reduzieren. Pressdruck und -dauer sind besonders wichtig für PET-Preforms, da sie die Schrumpfung minimieren und die Form erhalten. Qualitätskontrollen in dieser Phase helfen, Probleme frühzeitig zu erkennen.
| Faktor | Einfluss auf die Vorformlingsqualität |
|---|---|
| Materialauswahl | Die Harzqualität beeinflusst die Hitzebeständigkeit, die Chemikalienbeständigkeit und die mechanischen Eigenschaften und wirkt sich somit auf die Endqualität aus. |
| Formendesign | Präzision gewährleistet die korrekte Embryobildung und Maßgenauigkeit. |
| Temperaturregelung | Die Mehrzonenregelung sorgt dafür, dass das Material für die Formgebung im optimalen Zustand bleibt. |
| Prozessparameter | Schneckendrehzahl, Einspritzdruck und Einspritzzeitpunkt beeinflussen das Schmelzen und die Gleichmäßigkeit. |
| Kühlsystem | Eine effiziente Kühlung reduziert Verformungen und verbessert die Produktqualität. |
Vorformling-Erwärmung
Nach dem Formen des Vorformlings transportiert die IBM-Maschine diesen zur Heizstation. Eine gleichmäßige Erwärmung ist für den nächsten Schritt des Blasformprozesses unerlässlich. Keramische Bandheizkörper umschließen den Vorformling und sorgen für eine gleichmäßige Wärmeverteilung. Die Bediener verwenden präzise Temperaturregler, um Überhitzung oder Unterhitzung zu vermeiden. Einige Systeme nutzen keramische Streifenheizkörper für eine gleichmäßige Erwärmung entlang der gesamten Länge des Vorformlings. Moderne Maschinen können Induktionserwärmung einsetzen, um gezielt bestimmte Bereiche zu erwärmen und so sicherzustellen, dass der gesamte Vorformling die korrekte Temperatur erreicht. Zweipunkt-Regelstrategien und PID-Regler tragen zur Aufrechterhaltung der Gleichmäßigkeit bei und reduzieren das Risiko von Fehlern in den fertigen Blasformteilen.
*Hinweis: Eine gleichmäßige Erwärmung der Vorformlinge führt zu einem besseren Materialfluss und gleichmäßigeren Flaschenformen.
 |
 |
Blasformverfahren
Die erhitzte Vorform gelangt in die Blasformanlage. Die Form schließt sich um die Vorform, und Druckluft bläst sie gegen die Formwände. Dadurch erhält der Kunststoff seine endgültige Form. Die Bediener müssen während des Blasformprozesses mehrere kritische Parameter überwachen:
| Kritischer Parameter | Auswirkungen des Defekts | Zu überwachende Ursachen | Empfohlene Steuerungselemente |
|---|---|---|---|
| Wandstärke | Unebene Wände, ungleichmäßiges Volumen | Schwankungen im Schmelzfluss, Verschleiß des Düsenkopfes | Extrusionsparameter anpassen, Düsenkopf prüfen |
| Schmelzflusskonsistenz | Ausbrüche, Oberflächenfehler | Ungleichmäßige Geschwindigkeit, Vorläuferfehler | Für stabile Bedingungen sorgen, regelmäßige Kontrollen durchführen |
| Kühlkanaldesign | Oberflächenfehler, Kippboden | Ungleichmäßige Kühlung, verstopfte Kanäle | Layout optimieren, Kühlmittelfluss aufrechterhalten |
| Klemmkraft und Luftdruck | Schlechte Schweißnähte, Durchschläge | Niedriger Druck, instabile Luft | Einstellungen kalibrieren und stabilisieren |
| Materialtemperatur | Oberflächenfehler, mangelhafte Schweißnähte | Falsche Verarbeitungstemperatur | Innerhalb des empfohlenen Bereichs einstellen |
| Formendesign | Verformung, Wandstärkenprobleme | Ungünstige Entformungswinkel, Hohlraumabmessungen | Optimieren Sie für Gleichmäßigkeit und Kühlung |
| Gerätewartung | Mehrere Defekte | Verschleißteile, Verunreinigungen | Regelmäßige Inspektion und Reinigung |
Die Bediener sollten Luftdruck und Schließkraft anpassen, um eine gleichmäßige Ausdehnung des Vorformlings zu gewährleisten. Die Überwachung von Wandstärke und Temperatur hilft, Fehler wie dünne Stellen oder Ausbrüche zu vermeiden. Qualitätskontrollprotokolle, einschließlich Maßprüfungen, gewährleisten gleichbleibende Ergebnisse.
Kühlung und Ausstoß
Die Abkühlung ist der längste Schritt im Bearbeitungszyklus. IBM-Maschinen nutzen Wasserkanäle in der Form, um die Wärme von den blasgeformten Teilen abzuführen. Bei dünnwandigen Produkten gewährleistet die vollständige Abkühlung vor dem Auswerfen die Formstabilität. Bei dickeren Teilen können die Bediener das Teil früher auswerfen, sobald die äußere Schicht ausreichend erstarrt ist, um Verformungen zu widerstehen. Dieses Verfahren erhöht die Produktivität, erfordert jedoch eine sorgfältige Überwachung, um Verzug oder Schrumpfung während der Luftkühlung zu vermeiden. Auswerferstifte oder andere Mechanismen entnehmen das fertige Teil aus der Form. Die Bediener sollten jedes Teil vor Beginn des nächsten Zyklus auf Mängel prüfen.
*Tipp: Durch die Optimierung von Design und Timing des Kühlsystems lässt sich beim Blasformverfahren ein Gleichgewicht zwischen Produktqualität und Produktionsgeschwindigkeit herstellen.
Die schrittweise Bedienungsanleitung bietet einen klaren Leitfaden für alle, die die Bedienung einer Einstufen-Spritzblasformmaschine erlernen möchten. Durch sorgfältiges Befolgen jedes einzelnen Schritts und Überwachen der wichtigsten Parameter können die Bediener mit Zuversicht hochwertige Blasformteile herstellen.

Fehlerbehebung und Qualitätskontrolle
Häufige Probleme
Beim Einsatz von einstufigen Spritzblasformmaschinen stoßen Bediener häufig auf verschiedene Probleme. Viele davon resultieren aus der Integration von Spritzguss- und Blasformprozessen. Falsche Zyklusparameter, wie z. B. ungeeignete Temperatur, Zykluszeit oder Kühlzeit, können zu Fehlern im Endprodukt führen. Verschmutzte Formen oder die Verwendung minderwertiger Trennmittel beeinträchtigen ebenfalls die Teilequalität. Bediener sollten die Zyklusparameter optimal einstellen und die Formen gründlich reinigen, um Verunreinigungen zu entfernen. Der Einsatz hochwertiger, speziell für das Blasformen entwickelter Trennmittel steigert die Effizienz.
Zu den häufig auftretenden Problemen im Zusammenhang mit Maschinen gehören:
- Die Maschine startet nicht: Die Bediener sollten die Stromversorgung prüfen, die Kabel kontrollieren und die Temperaturwerte in den Kammern überprüfen. Möglicherweise müssen auch die Einstellungen des Druckschalters angepasst werden.
- Die Maschine läuft weiter: Durch Überprüfung des Druckschalters, des Hydraulikölstands und der Schläuche auf Lecks lässt sich dieses Problem beheben.
- Die Maschine kann den Druck nicht halten: Durch Überprüfen der Verdrahtungsanschlüsse, Aufspüren von Luftlecks und Ersetzen verstopfter Filter oder verschlissener Dichtungen lässt sich dieses Problem oft beheben.
- Die Maschine ist laut: Die Bediener sollten die Motordrehzahlregelung überprüfen, auf Lecks achten und die Formen auf Risse untersuchen, die Vibrationen verursachen.
Bevor ein Fachmann hinzugezogen wird, sollten die Bediener stets die Schutzschalter zurücksetzen und die Leitungen auf Verstopfungen überprüfen.
Inspektionstipps
Die Qualitätskontrolle stellt sicher, dass jedes von IBM-Maschinen gefertigte Teil den erforderlichen Standards entspricht. Die Bediener sollten einem strukturierten Vorgehen folgen, um gleichbleibende Ergebnisse zu gewährleisten und Fehler zu vermeiden. Die folgenden Schritte tragen zu zuverlässigen Ergebnissen bei:
- Installationsqualifizierung (IQ): Überprüfen Sie, ob die IBM-Maschine und -Infrastruktur korrekt installiert sind.
- Funktionale Qualifizierung (OQ): Bestätigen Sie, dass das Gerät innerhalb der vorgegebenen Betriebsbereiche funktioniert.
- Leistungsqualifizierung (PQ): Nachweis, dass der Prozess konsistent Teile produziert, die den Qualitätskriterien entsprechen.
- Kritische Variablen überwachen: Temperatur, Druck und Zykluszeiten erfassen, um die Konsistenz zu verbessern und Abweichungen frühzeitig zu erkennen.
- Regelmäßige Wartung: Maschinenkomponenten regelmäßig reinigen, schmieren und überprüfen, um Defekte zu vermeiden und die Lebensdauer zu verlängern.
- Bedienerschulung: Die Mitarbeiter werden mit Kenntnissen in Maschinenbedienung, Fehlerbehebung und Sicherheit ausgestattet.
- Qualitätskontrollen: Die produzierten Artikel werden regelmäßig geprüft, um Mängel frühzeitig zu erkennen.
- Prozessparameteranpassungen: Passen Sie die Extrusionstemperatur an und überprüfen Sie die Formen, um eine gleichmäßige Wandstärke zu gewährleisten und Oberflächenfehler zu vermeiden.
Die Einhaltung eines konstanten Dämpfungswerts beim Spritzgießen trägt zu gleichmäßigen Bauteilabmessungen bei und verhindert Harzabbau. Bediener sollten zudem Dichtungen und Ventile auf Leckagen prüfen und den Luftdruck gegebenenfalls anpassen. Durch diese Maßnahmen verbessern sie die Produktqualität und steigern die Produktionsrate der IBM-Maschine. Regelmäßige Datenanalysen und Prozessoptimierungen tragen zur Effizienzsteigerung und zur Einhaltung gesetzlicher Vorschriften bei.
 |
 |
 |
 |
Sicherheit und Instandhaltung
Tägliche Pflege
Die Maschinenbediener halten die IBM-Maschinen durch tägliche Wartung in optimalem Zustand. Zu Beginn jeder Schicht führen sie eine Sichtprüfung durch, um Fehler oder Leckagen festzustellen. Ein Teammitglied überprüft die Spritzgießmaschine anhand einer Checkliste und erkennt frühzeitig Probleme. Durch das Ausspülen des Zylinders mit Kunststoffresten wird eine Kontamination verhindert. Die Bediener entleeren den Hydraulikölkühler und den Formkühler mit Druckluft, um Rostbildung vorzubeugen. Die Schmierung beweglicher Teile wie Scharniere und Antriebswellen gewährleistet einen reibungslosen Betrieb.
Sie überwachen außerdem Bypass- und Ölsaugfilter, prüfen die Manometer und reinigen oder tauschen die Filterpatronen bei Bedarf aus. Der Motorlüfter und der Schaltkasten müssen regelmäßig gereinigt werden, um eine Überhitzung zu vermeiden. Die Bediener entfernen Ablagerungen vom Maschinentisch und halten den Ölrücklaufanschluss frei. Mottenkugeln im Schaltkasten schützen vor Nagetierschäden. Zu den Sicherheitsprüfungen gehören die Überprüfung der Not-Aus-Taster, die Inspektion aller Schutzabdeckungen und die Sicherstellung, dass die elektrischen Abdeckungen verriegelt sind. Die Bediener dürfen während des Betriebs der IBM-Maschine niemals in den Formschließbereich oder den Trichter greifen. Regelmäßige tägliche Wartung trägt dazu bei, Verschleiß zu vermeiden, die Sicherheit zu gewährleisten und eine hohe Produktqualität sicherzustellen.
Langzeitwartung
Durch regelmäßige Wartung läuft die IBM-Maschine jahrelang effizient. Die Bediener prüfen wöchentlich den Hydraulikölstand und senden alle vier Monate Ölproben zur Laboranalyse ein. Jährlich wird die Schnecke ausgebaut, um Schaft, Schneckenflügel und Innendurchmesser des Zylinders zu überprüfen. Die Heizbänder werden mit einem Temperaturfühler auf beschädigte Drähte untersucht. Der Wärmetauscher wird einmal jährlich einer milden Säurereinigung und einer Spulenprüfung unterzogen, um eine Überhitzung zu vermeiden.
Der Schaltschrank wird sauber und frei von Öl und Schmutz gehalten. Lüftereinheiten und die Dichtheit der Anschlüsse werden überprüft und eventuelle elektrische Schäden behoben. Hydraulikbaugruppen, einschließlich Pumpen, Ventile und Schläuche, werden auf Leckagen und ungewöhnliche Geräusche untersucht. Die Bohrungen der Pressplatten werden auf Beschädigungen geprüft und die Gewinde bei Bedarf nachgeschnitten. Die Bediener reinigen die Pressplatten zwischen den Formwechseln mit Schleifsteinen und überprüfen Buchsen, Zugstangen und Schmiersysteme auf einwandfreie Funktion.
Regelmäßige Wartung reduziert ungeplante Ausfallzeiten und gewährleistet die optimale Leistung der IBM-Maschine. Der Betrieb einer einstufigen Spritzblasformmaschine umfasst mehrere wichtige Schritte:
1. Hochwertige Rohstoffe vorbereiten und einlegen. 2. Temperatur und Luftdruck präzise einstellen. 3. Den Formprozess genau überwachen. 4. Für ausreichende Kühlung und reibungsloses Auswerfen sorgen. 5. Störungen beheben und die Maschine warten.
Sicherheit, regelmäßige Wartung und sorgfältige Überwachung helfen, häufige Fehler wie Verzug oder unvollständige Füllung zu vermeiden. Anfänger profitieren von Schritt-für-Schritt-Anleitungen, Tabellen zur Fehlerbehebung und Expertenratschlägen. Mit Übung und kontinuierlichem Lernen kann jeder das Blasformverfahren beherrschen und hochwertige Kunststoffprodukte herstellen.
IBM vs. ISBM-Maschine
In der Kunststoffverpackungsindustrie ist die Wahl der richtigen Formgebungstechnologie entscheidend für die Qualität, Festigkeit und Funktionalität des Endprodukts. Zu den am weitesten verbreiteten Technologien zählen das Spritzblasformen (IBM) und das Spritzstreckblasformen (ISBM). Obwohl diese beiden Verfahren ähnlich klingen, unterscheiden sie sich hinsichtlich Prozess, Anwendung und Produkteigenschaften deutlich.
1. Überblick über IBM und ISBM
Das Spritzblasformen (IBM) kombiniert Spritzgießen und Blasformen zur Herstellung hohler Kunststoffprodukte in drei Schritten: Einspritzen, Blasen und Auswerfen. Es wird hauptsächlich zur Produktion kleiner, hochpräziser Behälter eingesetzt.
Beim Spritzstreckblasformen (ISBM) wird das Kunststoffmaterial während des Blasvorgangs gestreckt, um die Transparenz und die mechanische Festigkeit zu verbessern. Dieses Verfahren findet breite Anwendung bei der Herstellung von PET-Flaschen für Getränke und andere Konsumgüter.
2. Prozessvergleich
IBM-Prozessschritte:
Kunststoff wird in eine Form eingespritzt, um einen Vorformling oder Parison zu erzeugen.
Die Vorform wird in eine Blasform überführt.
Mit Druckluft wird der Vorformling in die endgültige Behälterform aufgeblasen.
Der Behälter wird gekühlt und ausgeworfen.
ISBM-Prozessschritte:
Die Vorform wird mittels Spritzgussverfahren hergestellt.
Die Vorform wird erneut erhitzt und in eine Streckblasform gegeben.
Ein Streckstab verlängert die Vorform.
Mit Druckluft wird der Vorformling in seine endgültige Form geblasen, wodurch ein biaxial orientierter Behälter entsteht.
3. Materialeignung
IBM verwendet typischerweise Materialien wie PP (Polypropylen) und HDPE (Polyethylen hoher Dichte), die in der pharmazeutischen und kosmetischen Industrie weit verbreitet sind.
ISBM ist optimiert für PET (Polyethylenterephthalat), ein Material, das für seine hervorragende Transparenz und Festigkeit bekannt ist und sich ideal für kohlensäurehaltige Getränke und Wasserflaschen eignet.
4. Produktanwendung
| Besonderheit | IBM | ISBM |
| Gängige Produkte | Augentropfenfläschchen, Kosmetiktiegel, Ampullen | Wasserflaschen, Limonadenflaschen, Saft |
| Flaschengröße | Klein bis mittel | Mittelgroß bis groß |
| Wandstärke | Gleichmäßig, aber dicker | Dünne Wände mit starker Struktur |
| Oberflächenbeschaffenheit | Sehr leichtgängig, hohe Präzision | Ausgezeichnete Transparenz |
5. Vorteile und Einschränkungen
| IBM | ISBM | |
| Vorteile | 1. Hohe Maßgenauigkeit. 2. Geeignet für die Kleinserienfertigung. 3. Effizient für pharmazeutische und kosmetische Behälter. |
1. Ausgezeichnete mechanische Festigkeit dank biaxialer Ausrichtung. 2. Hervorragende Transparenz und leichte Behälter. 3. Ideal für die Massenproduktion. |
| Einschränkungen | 1. Begrenzte Materialauswahl. 2. Nicht geeignet für große Behälter. |
1. Komplexere Maschinen. 2. Höherer Energieverbrauch. |
6. Kosten- und Produktionsüberlegungen
IBM-Maschinen sind zwar im Allgemeinen günstiger und einfacher zu bedienen, eignen sich aber nicht optimal für die Hochgeschwindigkeitsproduktion. ISBM-Systeme sind zwar komplexer und teurer, bieten aber eine höhere Effizienz in der Massenproduktion, insbesondere bei PET-Flaschen.
Für Unternehmen, die auf transparente Verpackungen in großen Mengen abzielen, ISBM-Maschinen sind oft die bessere Investition. Für Unternehmen, die sich auf Präzisionsverpackungen in der Pharma- oder Kosmetikbranche spezialisieren, bietet IBM jedoch eine bessere Kontrolle und individuelle Anpassungsmöglichkeiten.
7. Welche Option sollten Sie wählen?
IBM ist die richtige Wahl, wenn Ihr Unternehmen kleine, präzise Flaschen mit mittleren Festigkeitsanforderungen herstellt, insbesondere in der Gesundheits- oder Kosmetikbranche. ISBM eignet sich hingegen, wenn Sie klare, leichte und stabile Flaschen für Lebensmittel und Getränke in großen Mengen benötigen. Ihre Entscheidung hängt letztendlich von Ihren Materialanforderungen, dem Produktionsvolumen, der Komplexität des Flaschendesigns und dem Zielmarkt ab.
 |
 |
| IBM-Maschine | ISBM-Maschine |
Häufig gestellte Fragen
F: Welche Arten von Produkten kann IBM Machinery herstellen?
A: Die IBM-Maschine produziert hohle Kunststoffartikel. Gängige Produkte sind Flaschen für Medikamente, Kosmetika und Reinigungsmittel. Einige Fabriken verwenden sie auch für Gläser, Fläschchen und kleine Behälter. Die Maschine eignet sich am besten für Artikel, die präzise Hals- und Gewindeformen erfordern.
F: Wie oft sollten Bediener Wartungsarbeiten an IBM-Maschinen durchführen?
A: Die Bediener sollten täglich Kontrollen und Reinigungsarbeiten durchführen. Wöchentlich ist eine vollständige Inspektion und Schmierung erforderlich. Die jährliche Wartung umfasst die Überprüfung der Spindel, der Heizbänder und des Hydrauliksystems. Regelmäßige Wartung beugt Ausfällen vor und sorgt für einen reibungslosen Betrieb der IBM-Maschine.
F: Warum benötigt die IBM-Maschine eine präzise Temperaturregelung?
A: Die präzise Temperaturregelung gewährleistet ein gleichmäßiges Schmelzen des Harzes. Dadurch werden Fehler wie Verformungen oder Blasenbildung vermieden. Die IBM-Maschine nutzt Heizungen und Sensoren, um einen stabilen Prozess zu gewährleisten. Ein optimales Temperaturmanagement führt zu höherer Produktqualität und weniger Abfall.
F: Können Anfänger IBM-Maschinen sicher bedienen?
A: Ja, auch Anfänger können IBM-Maschinen sicher bedienen. Sie müssen die Sicherheitsregeln beachten, Schutzausrüstung tragen und eine Schulung absolvieren. Die Maschine verfügt über Schutzvorrichtungen und Not-Aus-Schalter. Aufsicht und Schritt-für-Schritt-Anleitungen helfen neuen Bedienern, Unfälle zu vermeiden.
F: Was sollten die Bediener tun, wenn eine IBM-Maschine plötzlich stoppt?
A: Die Bediener sollten zuerst die Stromversorgung überprüfen. Sie sollten Not-Aus-Schalter, Sicherungen und Schutzschalter kontrollieren. Besteht das Problem weiterhin, sollten sie die Bedienoberfläche auf Fehlercodes überprüfen. Schwerwiegende Probleme müssen den Bedienern einem Vorgesetzten oder Techniker gemeldet werden.





















