Prawidłowe użycie maszyny do formowania wtryskowego z rozdmuchem w jednym kroku
Początkujący często zastanawiają się, jak opanować obsługę jednoetapowej wtryskarki z rozdmuchem. Ta jednoetapowa wtryskarka formuje z tworzywa sztucznego butelki na leki, kosmetyki i środki czystości. Wielu producentów polega na tej jednoetapowej wtryskarce z rozdmuchem, aby uzyskać precyzyjne wymiary szyjki i gwintu, szczególnie w przypadku małych butelek. Obsługa wymaga starannej precyzji, aby zapewnić bezpieczeństwo i jakość. Dzięki jasnym instrukcjom każdy może nauczyć się bezpiecznie i wydajnie obsługiwać jednoetapową wtryskarkę z rozdmuchem.
 |
 |
Główne cechy
- Jednoetapowa maszyna do formowania wtryskowego i rozdmuchowego łączy w jednym procesie formowanie wtryskowe i rozdmuchowe, oszczędzając czas i podnosząc jakość produktu.
- Aby zagwarantować bezpieczną i wydajną pracę, operatorzy muszą przeprowadzać kontrole bezpieczeństwa i prawidłowo konfigurować maszynę przed jej użyciem.
- Wybór odpowiedniej żywicy syntetycznej oraz ustawienie właściwej temperatury i ciśnienia są kluczowe dla produkcji wysokiej jakości produktów z tworzyw sztucznych.
- Przestrzeganie procedur krok po kroku dotyczących podawania, wtryskiwania, podgrzewania, formowania rozdmuchowego, chłodzenia i wyrzucania pomaga uniknąć wad i gwarantuje spójne wyniki.
- Regularna konserwacja i rozwiązywanie problemów pozwalają zachować płynną pracę maszyny i zapobiegają powszechnie występującym problemom, wspierając długoterminową wydajność.
Przegląd maszyny do formowania wtryskowego z rozdmuchem w jednym kroku
Kluczowe komponenty
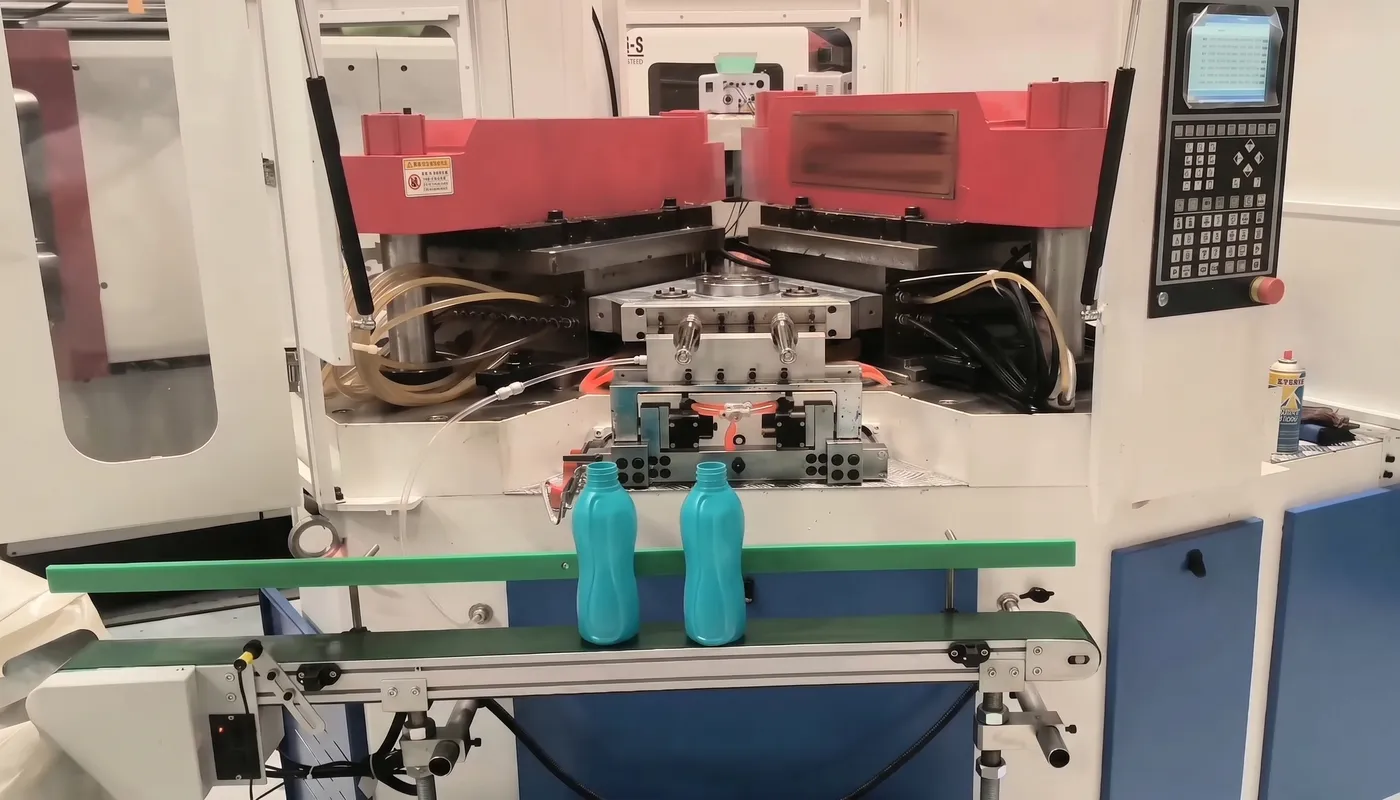
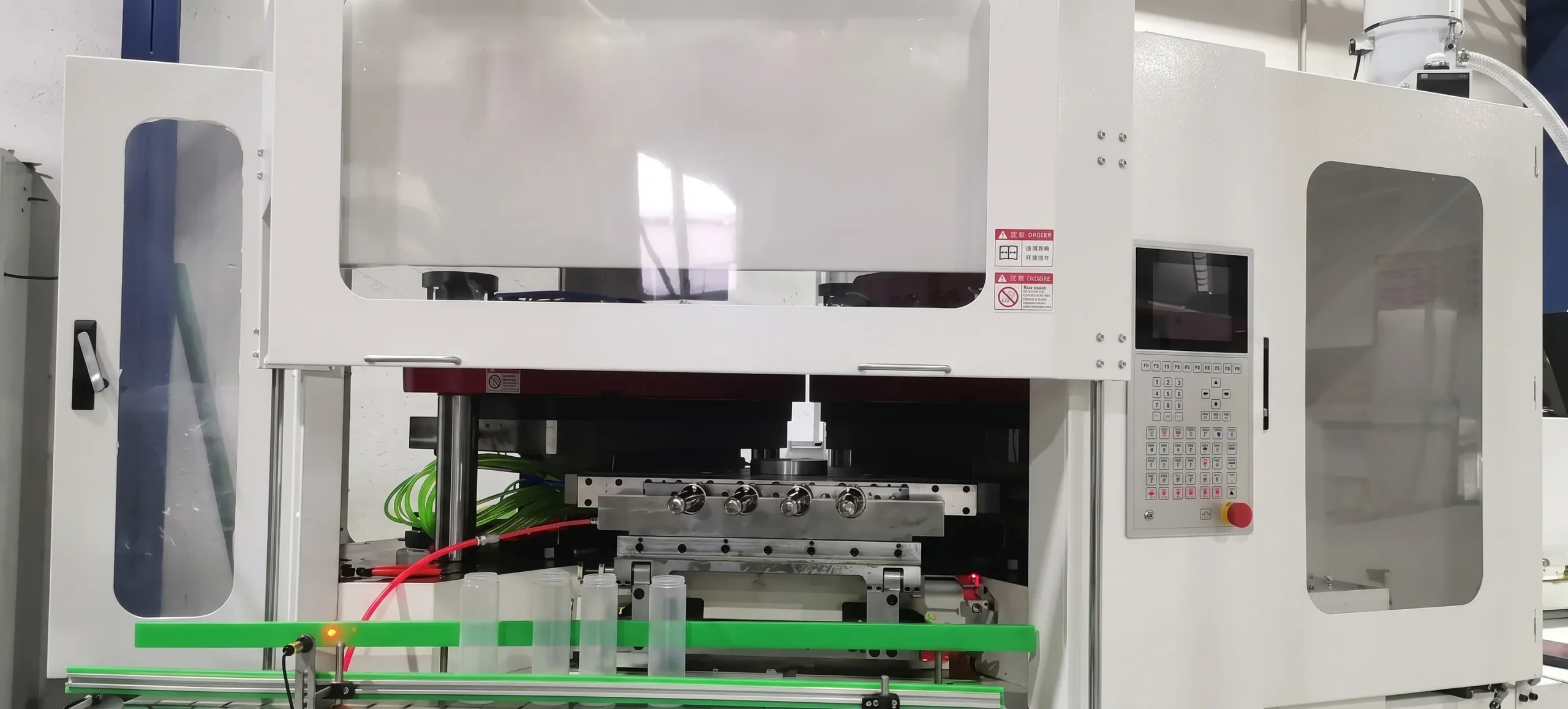
Jednoetapowa maszyna do formowania wtryskowego z rozdmuchem, często nazywana maszyną IBM, składa się z kilku podstawowych części. Każdy element odgrywa określoną rolę w procesie formowania wtryskowego z rozdmuchem. Poniższa tabela przedstawia główne elementy i ich funkcje:
| Część | Funkcjonować |
|---|---|
| Jednostka zaciskowa | Zapewnia stabilność formy i siłę zacisku podczas wtrysku. |
| Jednostka wtryskowa | Topi plastik, miesza barwniki i wtryskuje stopiony plastik do formy. |
| Jednostka elektroniczna | Pełni funkcję systemu sterowania lub „mózgu” maszyny. |
| Układ hydrauliczny | Zamienia energię silnika elektrycznego w ruch mechaniczny, napędzający działanie maszyny. |
| System ochrony | Zabezpiecza maszynę i operatora, gwarantując bezpieczeństwo podczas pracy maszyny. |
Komponenty te współpracują ze sobą, wspomagając proces formowania wtryskowego i formowania rozdmuchowego w ramach tej samej maszyny.
Jak to działa?
Maszyna IBM integruje proces formowania wtryskowego i rozdmuchowego w jeden, ciągły cykl. Maszyna najpierw topi tworzywo sztuczne i wtryskuje je do formy, formując preformę. Trzpienie przenoszą następnie preformę do jednostki formowania rozdmuchowego. Tam preforma jest podgrzewana i rozdmuchiwana, aby dopasować ją do kształtu produktu końcowego. Wypraska rozdmuchowa obraca się w jednostce blokującej formę w celu schłodzenia. Po schłodzeniu trzpień przesuwa się do pozycji wyrzutnika, forma otwiera się, a gotowy produkt jest wyjmowany.
Ten proces formowania różni się od innych metod. W systemie dwuetapowym proces formowania wtryskowego i rozdmuchowego odbywa się w oddzielnych maszynach. maszyna do formowania wtryskowego z rozdmuchem Łączy oba etapy, co oszczędza czas i redukuje konieczność obsługi. W przeciwieństwie do formowania z rozdmuchem, które wykorzystuje inne podejście do formowania kształtki wstępnej, metoda jednoetapowa usprawnia produkcję i zwiększa wydajność. Integracja wszystkich etapów w jednej maszynie IBM pomaga producentom osiągnąć lepszą jakość i spójność produktu.
Kroki przygotowawcze
Kontrole bezpieczeństwa
Przed uruchomieniem maszyny IBM operatorzy muszą wykonać serię kontroli bezpieczeństwa. Czynności te pomagają zapobiegać wypadkom i zapewniają płynną pracę.
- Sprawdź miejsce pracy. Usuń zanieczyszczenia, olej lub wodę z podłogi i platformy maszyny.
- Upewnij się, że cały sprzęt bezpieczeństwa jest obecny i sprawny. Dotyczy to gaśnic, apteczek pierwszej pomocy oraz środków ochrony indywidualnej (PPE), takich jak okulary ochronne, rękawice i obuwie ochronne.
- Sprawdź, czy wszystkie mechaniczne, hydrauliczne i elektryczne urządzenia zabezpieczające są na swoim miejscu. Osłony, pokrywy i bramki bezpieczeństwa muszą być prawidłowo zamontowane i sprawne.
- Sprawdź, czy węże, kable i narzędzia nie są uszkodzone lub zużyte.
- Sprawdź przyciski zatrzymania awaryjnego i upewnij się, że działają.
- Upewnij się, że operatorzy przeszli szkolenie w zakresie obsługi maszyny, blokowania/oznakowania i protokołów bezpieczeństwa.
- Nigdy nie omijaj ani nie modyfikuj żadnego urządzenia zabezpieczającego.
- Wskazówka: Operatorzy powinni natychmiast zgłaszać wszelkie zagrożenia bezpieczeństwa i problemy ze sprzętem, aby zapobiec obrażeniom ciała lub uszkodzeniom maszyny.
Konfiguracja maszyny
Właściwa konfiguracja maszyny stanowi podstawę udanej operacji.
- Dokładnie wyczyść maszynę IBM. Usuń wszelkie pozostałości plastiku i nasmaruj ruchome części.
- Przygotuj surowce i formy. Upewnij się, że żywice, dodatki i barwniki są dostępne i prawidłowo przechowywane.
- Zamontuj odpowiednią formę i dokładnie ją ustaw. Sprawdź położenie dyszy i ustawienie formy, aby utrzymać jakość produktu.
- Włącz maszynę, łącznie z pompami i grzałkami.
- Dostosuj ustawienia temperatury i ciśnienia odpowiednio do rodzaju tworzywa sztucznego i wymagań projektu.
- Montaż urządzeń pomocniczych, takich jak systemy sprężonego powietrza i chłodzenia wodnego.
- Przeprowadź próbę produkcyjną lub produkcję próbną, aby dostroić ustawienia i zidentyfikować wszelkie problemy przed uruchomieniem na pełną skalę.
- Uwaga: Czyste i uporządkowane miejsce pracy zmniejsza ryzyko poślizgnięcia się i zwiększa wydajność pracy.

Ładowanie żywicy plastikowej
Wybór żywicy
Operatorzy muszą wybrać odpowiednią żywicę przed uruchomieniem maszyny IBM. Proces wyboru zależy od końcowego przeznaczenia produktów z tworzyw sztucznych. Większość żywic termoplastycznych, takich jak PET, HDPE, LDPE, PP, PVC i poliwęglan, dobrze sprawdza się w formowaniu wtryskowym z rozdmuchem. Każda żywica oferuje unikalne korzyści dla różnych zastosowań. Na przykład PET zapewnia przejrzystość i wytrzymałość, dzięki czemu idealnie nadaje się do butelek na napoje i pojemników farmaceutycznych. HDPE wyróżnia się wytrzymałością i odpornością chemiczną, co czyni go idealnym materiałem do produkcji butelek na mleko i butelek na detergenty. LDPE jest elastyczny i dobrze sprawdza się w tubkach kosmetycznych. Polipropylen jest odporny na ciepło i nadaje się do zastosowań wymagających napełniania na gorąco, takich jak butelki na syropy. PVC jest przydatny ze względu na kompatybilność chemiczną w butelkach farmaceutycznych i przemysłowych. Poliwęglan oferuje wysoką odporność na uderzenia i przejrzystość optyczną w wymagających zastosowaniach.
Przy wyborze żywicy operatorzy powinni wziąć pod uwagę kilka kryteriów:
- Przeznaczenie części, łącznie z wytrzymałością, elastycznością i narażeniem na działanie substancji chemicznych lub temperatury.
- Potrzeby estetyczne, takie jak kolor, przezroczystość i wykończenie powierzchni.
- Wymagania regulacyjne, obejmujące m.in. normy bezpieczeństwa żywności i bezpieczeństwa dzieci.
- Właściwości materiału, takie jak zachowanie tworzyw termoplastycznych i rodzina żywic.
- Cechy szczególne, takie jak odporność na uderzenia, odporność na promieniowanie UV i tolerancja chemiczna.
Czynniki te pomagają zapewnić, że żywica spełnia wymagania dotyczące pustych elementów z tworzyw sztucznych i jednorazowych pojemników z tworzyw sztucznych.
Napełnianie leja
Po wybraniu odpowiedniej żywicy, operatorzy muszą napełnić zasobnik maszyny IBM. Zasobnik gromadzi i podaje granulat tworzywa sztucznego do maszyny w celu jego stopienia. Operatorzy powinni upewnić się, że zasobnik jest czysty i wolny od resztek materiału. Muszą wsypać wybrany granulat żywicy do zasobnika, unikając zanieczyszczenia pyłem lub innymi substancjami. Regularne podawanie pomaga utrzymać jakość produktu i zapobiega zatykaniu. Operatorzy powinni monitorować poziom napełnienia zasobnika podczas produkcji i uzupełniać go w razie potrzeby, aby uniknąć przerw. Prawidłowa obsługa na tym etapie sprzyja wydajnej pracy i wysokiej jakości produkcji.
*Wskazówka: Aby zapobiec podrażnieniom skóry lub oczu, podczas pracy z żywicą należy zawsze nosić rękawice i okulary ochronne.
Ustawianie parametrów
Temperatura i ciśnienie
Operatorzy muszą ustawić odpowiednią temperaturę i ciśnienie przed uruchomieniem maszyny IBM. Parametry te odgrywają kluczową rolę w produkcji wysokiej jakości wyrobów z tworzyw sztucznych. Temperatura podgrzewania wstępnego zapewnia prawidłowe schnięcie i równomierne topienie żywicy. Większość żywic wymaga zawartości wilgoci poniżej 0,1% do 0,04%, aby uzyskać najlepsze rezultaty. Operatorzy często stosują suszenie gorącym powietrzem w temperaturze od 130°C do 150°C przez trzy do pięciu godzin lub suszenie próżniowe w temperaturze 150°C przez cztery do pięciu godzin. Ten krok zapobiega powstawaniu wad spowodowanych wilgocią.
Temperatura cylindra musi być wyższa niż temperatura płynięcia lub topnienia żywicy, ale niższa niż jej temperatura rozkładu. Na przykład, temperatury formowania popularnych żywic, takich jak SIVERAS™, wahają się od 315°C do 350°C. Operatorzy mogą regulować temperaturę w zakresie od 10°C do 20°C w przypadku długich lub wąskich dysz. Temperatura formy wpływa również na produkt końcowy. Wyższe temperatury formy, zazwyczaj między 90°C a 130°C, poprawiają wypełnienie i wytrzymałość spoiny, ale mogą wydłużyć czas cyklu.
Ciśnienie wtrysku musi być dopasowane do rodzaju żywicy i konstrukcji formy. Większość maszyn IBM pracuje z ciśnieniem wtrysku od 20 MPa do 90 MPa. Operatorzy powinni zacząć od niższego ciśnienia i stopniowo je zwiększać. Takie podejście pomaga uniknąć wad, takich jak wypływ lub pęcherze. Ciśnienie docisku, stosowane po wypełnieniu gniazda, zapewnia zachowanie kształtu i gęstości produktu. Prędkość ślimaka również ma znaczenie. Wyższe prędkości zwiększają ciepło ścinania, ale mogą powodować nierównomierne topienie, jeśli zostaną ustawione zbyt wysoko.
*Wskazówka: Operatorzy powinni monitorować temperaturę i ciśnienie przez cały czas produkcji. Drobne korekty mogą zapobiec wadom i poprawić jakość produktu.
 |
 |
| Materiał PET | Materiał PP |
 |
 |
| Materiał LDPE | Materiał HDPE |
Kalibracja formy
Kalibracja formy gwarantuje, że maszyna IBM produkuje części o dokładnych wymiarach i stałej jakości. Operatorzy muszą prawidłowo ustawić formę i sprawdzić, czy nie ma szczelin lub niewspółosiowości. Przed każdym cyklem powinni sprawdzić powierzchnię formy pod kątem zużycia lub uszkodzeń. Prawidłowa kalibracja zmniejsza ryzyko wypływek, niedolewów lub nierównej grubości ścianek.
Operatorzy wykorzystują przebiegi testowe do precyzyjnego dostrojenia położenia formy i siły zacisku. Dokonują pomiarów próbek i porównują je ze specyfikacją projektową. Jeśli wyniki pomiarów wykraczają poza dopuszczalny zakres, dostosowują położenie formy lub ustawienia maszyny. Regularne kontrole kalibracji pomagają utrzymać spójność produktu i ograniczyć straty.
Dobrze skalibrowana forma poprawia również wydajność cyklu. Maszyna IBM może pracować dłużej bez przerw, gdy forma pozostaje w dobrym stanie. Operatorzy powinni dokumentować ustawienia kalibracji do wykorzystania w przyszłości. Taka praktyka pozwala na szybszą konfigurację i rozwiązywanie problemów podczas przyszłych cykli produkcyjnych.
*Uwaga: Spójna kalibracja formy przekłada się na mniejszą liczbę wad i wyższą jakość gotowych produktów.
Instrukcja obsługi krok po kroku
Obsługa jednoetapowej maszyny do formowania wtryskowego z rozdmuchem wymaga precyzyjnej sekwencji czynności. Niniejsza instrukcja obsługi krok po kroku wyjaśnia każdy etap, od podawania żywicy po wypychanie gotowych elementów formowanych rozdmuchowo. Staranne przestrzeganie temperatury, czasu i kontroli gwarantuje wysoką jakość procesu formowania rozdmuchowego.
Karmienie i topienie
Operatorzy rozpoczynają od podania żywicy do leja zasypowego. Maszyna IBM wykorzystuje kontrolowaną temperaturę wlotu, aby zapobiec zlepianiu się żywicy lub tworzeniu się mostków. Jeśli wlot stanie się zbyt gorący, granulki żywicy mogą się przedwcześnie stopić, powodując blokady i zatrzymując pracę. Większość maszyn wykorzystuje kanały wodne, aby utrzymać wlot w zalecanej temperaturze, zazwyczaj nie niższej niż 59°C. W przypadku żywic suszonych przed użyciem, ustawienie wlotu o około 9°C poniżej temperatury suszenia pomaga uniknąć kondensacji i zapewnia płynny przepływ żywicy. Konsekwentne podawanie i ostrożne zarządzanie temperaturą zapewniają wydajne przemieszczanie się żywicy do ślimaka i cylindra, gdzie topi się równomiernie. Niektóre zaawansowane maszyny wykorzystują technologię ogrzewania przewodzącego, aby poprawić wydajność topienia, ale większość opiera się na tradycyjnych wytłaczarkach ślimakowych.
*Wskazówka: Operatorzy powinni regularnie kontrolować zasobnik i gardziel podajnika, aby zapobiegać przerwom w procesie formowania rozdmuchowego.

Wtrysk i tworzenie preform
Po stopieniu żywicy maszyna IBM rozpoczyna proces formowania wtryskowego. Forma zamyka się i zaciska z zadaną siłą. Jednostka wtryskowa wtłacza roztopione tworzywo sztuczne do gniazda formy, formując preformę. Na jakość preformy wpływa kilka czynników:
- Konstrukcja formy i jej precyzja mają wpływ na dokładność wymiarową.
- Właściwości materiału, takie jak masa cząsteczkowa, udarność i stabilność.
- Kontrola temperatury w zasobniku, bębnie i formie zapewnia optymalne topienie i przepływ.
- Ciśnienie wtrysku, prędkość ślimaka i czas przetrzymywania decydują o tym, jak dobrze wypełniona jest komora.
- Systemy chłodzenia w formie pomagają kontrolować kurczenie się i odkształcanie.
Operatorzy muszą optymalizować te parametry, aby zminimalizować wady, takie jak odkształcenia czy nierównomierna grubość. Ciśnienie i czas pakowania są szczególnie ważne w przypadku preform PET, ponieważ minimalizują skurcz i zachowują kształt. Kontrola jakości na tym etapie pomaga wcześnie wykryć problemy.
| Czynnik | Wpływ na jakość preform |
|---|---|
| Wybór materiałów | Gatunek żywicy wpływa na odporność cieplną, odporność chemiczną i właściwości mechaniczne, co przekłada się na jakość końcową. |
| Projektowanie form | Precyzja gwarantuje prawidłowe ukształtowanie zarodka i dokładność wymiarową. |
| Kontrola temperatury | Regulacja wielostrefowa utrzymuje materiał w stanie optymalnym do formowania. |
| Parametry procesu | Prędkość ślimaka, ciśnienie wtrysku i czas wtrysku wpływają na topienie i jednorodność. |
| Układ chłodzenia | Wydajne chłodzenie redukuje odkształcenia i poprawia jakość produktu. |
Podgrzewanie wstępne
Po uformowaniu preformy, maszyna IBM przenosi ją na stanowisko grzewcze. Równomierne nagrzewanie jest niezbędne w kolejnym etapie procesu formowania rozdmuchowego. Ceramiczne grzałki opaskowe otaczają preformę, zapewniając równomierne rozprowadzanie ciepła. Operatorzy korzystają z precyzyjnej kontroli temperatury, aby uniknąć przegrzania lub niedogrzania. Niektóre systemy wykorzystują ceramiczne grzałki paskowe, aby zapewnić równomierne nagrzewanie na całej długości preformy. Zaawansowane maszyny mogą wykorzystywać nagrzewanie indukcyjne do określonych obszarów, zapewniając, że cała preforma osiągnie odpowiednią temperaturę. Dwupunktowe strategie sterowania i regulatory PID pomagają utrzymać jednorodność, zmniejszając ryzyko wystąpienia wad w gotowych elementach formowanych rozdmuchowo.
*Uwaga: Jednolite podgrzewanie wstępne zapewnia lepszy przepływ materiału i bardziej jednorodny kształt butelek.
 |
 |
Proces formowania rozdmuchowego
Rozgrzany preform trafia do jednostki formowania rozdmuchowego. Forma zamyka się wokół preformy, a sprężone powietrze dociska ją do ścianek formy. Ten etap nadaje tworzywu kształt końcowy. Operatorzy muszą monitorować kilka kluczowych parametrów podczas procesu formowania rozdmuchowego:
| Parametr krytyczny | Wpływ wady | Przyczyny do monitorowania | Zalecane kontrole |
|---|---|---|---|
| Grubość ścianki | Nierówne ściany, niespójna objętość | Wahania przepływu stopu, zużycie głowicy matrycy | Dostosuj parametry wytłaczania, sprawdź głowicę matrycy |
| Konsystencja przepływu stopu | Wybuchy, wady powierzchni | Niespójna prędkość, wady parisonu | Utrzymuj stabilne warunki, regularne kontrole |
| Projekt kanału chłodzącego | Wady powierzchni, podstawy progów | Nierównomierne chłodzenie, zatkane kanały | Zoptymalizuj układ, utrzymuj przepływ chłodziwa |
| Siła zacisku i ciśnienie powietrza | Słabe spawy, wybrzuszenia | Niskie ciśnienie, niestabilne powietrze | Kalibracja i stabilizacja ustawień |
| Temperatura materiału | Wady powierzchni, słabe spoiny | Nieprawidłowa temperatura przetwarzania | Dostosuj do zalecanego zakresu |
| Projektowanie form | Deformacja, problemy z grubością ścianek | Niewłaściwe kąty pochylenia, wymiary wnęki | Zoptymalizuj pod kątem jednolitości i chłodzenia |
| Konserwacja sprzętu | Wiele wad | Zużyte komponenty, zanieczyszczenia | Regularna kontrola i czyszczenie |
Operatorzy powinni regulować ciśnienie powietrza i siłę zacisku, aby zapewnić równomierne rozprężanie preformy. Monitorowanie grubości ścianek i temperatury pomaga zapobiegać powstawaniu wad, takich jak przecieki czy wybrzuszenia. Protokoły kontroli jakości, w tym kontrola wymiarów, zapewniają powtarzalność wyników.
Chłodzenie i wyrzut
Chłodzenie to najdłuższy etap cyklu operacyjnego. Maszyna IBM wykorzystuje kanały wodne w formie do odprowadzania ciepła z formowanych rozdmuchowo elementów. W przypadku wyrobów cienkościennych, pełne schłodzenie przed wyrzuceniem zapewnia zachowanie kształtu elementu. W przypadku grubszych elementów operatorzy mogą wyrzucić element wcześniej, gdy warstwa zewnętrzna stwardnieje na tyle, że będzie odporna na odkształcenia. Taka praktyka zwiększa wydajność, ale wymaga starannego monitorowania, aby uniknąć odkształceń lub skurczów podczas chłodzenia powietrzem. Wypychacze lub inne mechanizmy wyjmują gotowy element z formy. Operatorzy powinni sprawdzić każdy element pod kątem wad przed rozpoczęciem kolejnego cyklu.
*Wskazówka: Optymalizacja projektu i harmonogramu układu chłodzenia pomaga zachować równowagę między jakością produktu a szybkością produkcji w procesie formowania rozdmuchowego.
Instrukcja obsługi krok po kroku zapewnia przejrzystą ścieżkę dla każdego, kto uczy się obsługi jednoetapowej wtryskarki do formowania z rozdmuchem. Dzięki dokładnemu przestrzeganiu każdego etapu i monitorowaniu kluczowych parametrów, operatorzy mogą z pewnością produkować wysokiej jakości detale formowane rozdmuchowo.

Rozwiązywanie problemów i kontrola jakości
Typowe problemy
Operatorzy często napotykają szereg problemów podczas korzystania z jednoetapowej maszyny do formowania wtryskowego z rozdmuchem. Wiele problemów wynika z integracji procesów formowania wtryskowego i rozdmuchowego. Nieprawidłowe parametry cyklu, takie jak niewłaściwa temperatura, czas cyklu lub czas chłodzenia, mogą powodować wady gotowych produktów. Zabrudzone formy lub stosowanie niskiej jakości środków antyadhezyjnych również prowadzą do niskiej jakości wyprasek. Operatorzy powinni optymalnie dostosować parametry cyklu i dokładnie oczyścić formy, aby usunąć zanieczyszczenia. Stosowanie wysokiej jakości środków antyadhezyjnych przeznaczonych do formowania rozdmuchowego poprawia wydajność.
Do częstych problemów związanych z maszynami należą:
- Maszyna się nie uruchamia: Operatorzy powinni sprawdzić zasilanie, sprawdzić kable i zweryfikować poziom temperatury wewnątrz komór. Ustawienia presostatu mogą również wymagać regulacji.
- Maszyna nie zatrzymuje się: Problem można rozwiązać, kontrolując wyłącznik ciśnieniowy, poziom oleju hydraulicznego i szukając nieszczelności w przewodach.
- Maszyna nie utrzymuje ciśnienia: często można rozwiązać ten problem, sprawdzając połączenia przewodów, wykrywając nieszczelności i wymieniając zatkane filtry lub zużyte uszczelki.
- Maszyna jest głośna: Operatorzy powinni sprawdzić sterowanie prędkością silnika, sprawdzić szczelność i obejrzeć formy pod kątem pęknięć powodujących wibracje.
Operatorzy powinni zawsze resetować wyłączniki i sprawdzać, czy w liniach nie ma blokad, zanim wezwą fachowca po pomoc.
Wskazówki dotyczące inspekcji
Kontrola jakości gwarantuje, że każda część produkowana przez maszynę IBM spełnia wymagane standardy. Operatorzy powinni stosować ustrukturyzowane podejście, aby zachować spójność i zapobiegać powstawaniu wad. Poniższe kroki pomagają osiągnąć wiarygodne wyniki:
- Kwalifikacja instalacyjna (IQ): Sprawdź, czy maszyna IBM i infrastruktura zostały zainstalowane prawidłowo.
- Kwalifikacja operacyjna (OQ): Potwierdzenie, że sprzęt działa w określonych zakresach roboczych.
- Kwalifikacja wydajnościowa (PQ): Wykazanie, że proces stale wytwarza części spełniające kryteria jakości.
- Monitoruj krytyczne zmienne: śledź temperaturę, ciśnienie i czasy cykli, aby zwiększyć spójność i wcześnie wykrywać odchylenia.
- Rutynowa konserwacja: Regularnie czyść, smaruj i sprawdzaj podzespoły maszyny, aby zapobiegać usterkom i wydłużać jej żywotność.
- Szkolenie operatorów: wyposażenie personelu w umiejętności obsługi maszyn, rozwiązywania problemów i zapewnienia bezpieczeństwa.
- Kontrole jakości: Częsta kontrola produkowanych wyrobów w celu wczesnego wykrycia wad.
- Regulacja parametrów procesu: regulacja temperatury wytłaczania i kontrola form w celu utrzymania stałej grubości ścianek i zapobiegania wadom powierzchni.
Utrzymanie stałej wartości poduszki powietrznej podczas formowania wtryskowego pomaga uzyskać jednolite wymiary detali i zapobiega degradacji żywicy. Operatorzy powinni również sprawdzać uszczelki i zawory, aby uniknąć nieszczelności, oraz w razie potrzeby regulować ciśnienie powietrza. Przestrzegając tych zasad, mogą poprawić jakość produktu i zwiększyć wydajność maszyny IBM. Regularna analiza danych i usprawnienia procesów pomagają zoptymalizować wydajność i zapewnić zgodność z przepisami.
 |
 |
 |
 |
Bezpieczeństwo i konserwacja
Opieka dzienna
Operatorzy utrzymują maszynę IBM w doskonałym stanie, przestrzegając codziennej rutyny pielęgnacyjnej. Każda zmiana rozpoczyna się od przeglądu maszyny, w celu wykrycia usterek i nieszczelności. Członek zespołu korzysta z listy kontrolnej, aby sprawdzić wtryskarkę i wykryć wczesne problemy. Czyszczenie cylindra poprzez usunięcie resztek plastiku zapobiega zanieczyszczeniu. Operatorzy spuszczają wodę z chłodnicy oleju hydraulicznego i chłodnicy formy za pomocą sprężarek powietrza, aby zapobiec rdzewieniu. Smarowanie części ruchomych, takich jak zawiasy i wały napędowe, zapewnia płynną pracę.
Monitorują również filtry obejściowe i ssawne oleju, sprawdzając manometry i czyszcząc lub wymieniając wkłady w razie potrzeby. Wentylator chłodzący silnik i skrzynka elektryczna wymagają regularnego czyszczenia, aby zapobiec przegrzaniu. Operatorzy usuwają zanieczyszczenia ze stołu maszyny i utrzymują otwarty port powrotu oleju. Kulki na mole w skrzynce elektrycznej pomagają zapobiegać szkodom wyrządzonym przez gryzonie. Kontrole bezpieczeństwa obejmują weryfikację przycisków zatrzymania awaryjnego, inspekcję wszystkich osłon bezpieczeństwa oraz upewnienie się, że pokrywy elektryczne są zatrzaśnięte. Operatorzy nigdy nie sięgają do obszaru zacisku formy ani do leja zasypowego, gdy maszyna IBM pracuje. Regularna, codzienna konserwacja pomaga zapobiegać zużyciu, zapewnia bezpieczeństwo i wysoką jakość produktu.
Długoterminowa konserwacja
Długoterminowa konserwacja zapewnia wydajną pracę maszyn IBM przez lata. Operatorzy co tydzień sprawdzają poziom oleju hydraulicznego i co cztery miesiące wysyłają próbki oleju do analizy laboratoryjnej. Co roku wykręcają śrubę, aby sprawdzić średnicę wewnętrzną trzonu, zgarniaczy i lufy. Taśmy grzejne są sprawdzane sondą temperaturową w celu wykrycia uszkodzonych przewodów. Wymiennik ciepła jest raz w roku poddawany łagodnemu myciu kwasem i kontroli wężownicy, aby zapobiec przegrzaniu.
Szafa elektryczna pozostaje czysta i wolna od oleju i zanieczyszczeń. Sprawdzane są zespoły wentylatorów i szczelność zacisków, a wszelkie uszkodzenia elektryczne są usuwane. Zespoły hydrauliczne, w tym pompy, zawory i węże, są sprawdzane pod kątem wycieków i nietypowych dźwięków. Otwory płyt dociskowych są sprawdzane pod kątem uszkodzeń, a w razie potrzeby gwintowane. Operatorzy dociskają płyty dociskowe między wymianami form i sprawdzają prawidłowe działanie tulei, drążków kierowniczych i układów smarowania.
Planowana konserwacja redukuje nieplanowane przestoje i wspiera optymalną wydajność maszyny IBM. Obsługa jednoetapowej maszyny do formowania wtryskowego z rozdmuchem obejmuje kilka kluczowych etapów:
1. Przygotuj i załaduj wysokiej jakości surowce. 2. Ustaw precyzyjnie temperaturę i ciśnienie powietrza. 3. Ściśle monitoruj proces formowania. 4. Zapewnij odpowiednie chłodzenie i płynne wypychanie. 5. Rozwiąż problemy i konserwuj maszynę.
Bezpieczeństwo, regularna konserwacja i staranny monitoring pomagają zapobiegać typowym błędom, takim jak wypaczenia czy niedokładności. Początkujący skorzystają z poradników krok po kroku, tabel rozwiązywania problemów i porad ekspertów. Dzięki praktyce i ciągłej nauce każdy może opanować proces formowania rozdmuchowego i wytwarzać wysokiej jakości produkty z tworzyw sztucznych.
IBM kontra ISBM Machine
W branży opakowań z tworzyw sztucznych wybór odpowiedniej technologii formowania jest kluczowy dla zapewnienia jakości, wytrzymałości i funkcjonalności produktu końcowego. Do najpopularniejszych technologii należą formowanie wtryskowe z rozdmuchem (IBM) oraz formowanie wtryskowe z rozciąganiem i rozdmuchem (ISBM). Choć te dwie metody mogą wydawać się podobne, różnią się one znacząco pod względem procesu, zastosowania i właściwości produktu.
1. Przegląd IBM i ISBM
Formowanie wtryskowe z rozdmuchem (IBM) to proces łączący formowanie wtryskowe i rozdmuchowe w celu wytwarzania pustych w środku produktów z tworzyw sztucznych w trzech etapach: wtrysku, rozdmuchu i wypychania. Jest on stosowany głównie do produkcji małych, precyzyjnych pojemników.
Z kolei formowanie wtryskowe z rozciąganiem i rozdmuchiwaniem (ISBM) polega na rozciąganiu tworzywa sztucznego w fazie rozdmuchiwania w celu poprawy przejrzystości i wytrzymałości mechanicznej. Technika ta jest szeroko stosowana w produkcji butelek PET na napoje i inne produkty konsumenckie.
2. Porównanie procesów
Etapy procesu IBM:
Tworzywo sztuczne jest wtryskiwane do formy w celu uformowania preformy lub parisonu.
Preformę przenosi się do formy rozdmuchowej.
Do nadmuchania preformy w celu nadania jej ostatecznego kształtu pojemnika stosuje się sprężone powietrze.
Pojemnik zostaje schłodzony i wyrzucony.
Etapy procesu ISBM:
Preforma powstaje w procesie formowania wtryskowego.
Preformę podgrzewa się ponownie i umieszcza w formie do rozdmuchiwania.
Pręt rozciągający wydłuża preformę.
Do nadania preformie ostatecznego kształtu wykorzystuje się sprężone powietrze, dzięki czemu powstaje pojemnik zorientowany dwuosiowo.
3. Przydatność materiału
IBM zazwyczaj stosuje materiały takie jak PP (polipropylen) i HDPE (polietylen o wysokiej gęstości), które są powszechnie stosowane w zastosowaniach farmaceutycznych i kosmetycznych.
ISBM jest zoptymalizowany pod kątem PET (politereftalanu etylenu), materiału znanego z doskonałej przejrzystości i wytrzymałości, idealnego do napojów gazowanych i butelek na wodę.
4. Zastosowanie produktu
| Funkcja | IBM | ISBM |
| Produkty popularne | Buteleczki na krople do oczu, słoiczki na kosmetyki, fiolki | Butelki na wodę, butelki na napoje gazowane, sok |
| Rozmiar butelki | Mały do średniego | Średnie do dużych |
| Grubość ścianki | Jednolita, ale grubsza | Cienkie ścianki o mocnej konstrukcji |
| Wykończenie powierzchni | Bardzo płynna, wysoka precyzja | Doskonała przejrzystość |
5. Zalety i ograniczenia
| IBM | ISBM | |
| Zalety | 1. Wysoka dokładność wymiarowa. 2. Nadaje się do produkcji małoseryjnej. 3. Wydajne w przypadku opakowań farmaceutycznych i kosmetycznych. |
1. Doskonała wytrzymałość mechaniczna dzięki dwuosiowej orientacji. 2. Doskonała przejrzystość i lekkość pojemników. 3. Idealne do produkcji masowej. |
| Ograniczenia | 1. Ograniczone możliwości wyboru materiałów. 2. Nie nadaje się do dużych pojemników. |
1. Bardziej złożone maszyny. 2. Większe zużycie energii. |
6. Koszty i rozważania dotyczące produkcji
Chociaż maszyny IBM są generalnie tańsze i prostsze w obsłudze, nie są idealne do szybkiej produkcji. Systemy ISBM, choć bardziej złożone i droższe, oferują większą wydajność w produkcji masowej, szczególnie w przypadku butelek z PET.
Dla firm, którym zależy na transparentnych opakowaniach o dużej objętości, Maszyny ISBM Często są lepszą inwestycją. Jednak dla firm koncentrujących się na precyzyjnym pakowaniu produktów farmaceutycznych lub kosmetycznych, IBM oferuje lepszą kontrolę i personalizację.
7. Którą opcję wybrać?
Wybierz IBM, jeśli Twoja firma produkuje małe, precyzyjne butelki o umiarkowanych wymaganiach wytrzymałościowych, szczególnie w branży opieki zdrowotnej lub kosmetycznej. Wybierz ISBM, jeśli potrzebujesz przezroczystych, lekkich i wytrzymałych butelek do zastosowań w przemyśle spożywczym i napojowym w dużych ilościach. Twój wybór będzie ostatecznie zależał od wymagań materiałowych, wielkości produkcji, złożoności projektu butelki oraz rynku docelowego.
 |
 |
| Maszyna IBM | Maszyna ISBM |
Często zadawane pytania
P: Jakiego rodzaju produkty może produkować IBM Machine?
A: Maszyna IBM produkuje puste w środku plastikowe przedmioty. Typowe produkty to butelki na leki, kosmetyki i środki czystości. Niektóre fabryki używają jej do produkcji słoików, fiolek i małych pojemników. Maszyna najlepiej sprawdza się w przypadku przedmiotów wymagających precyzyjnych kształtów szyjek i gwintów.
P: Jak często operatorzy powinni wykonywać konserwację maszyn IBM?
A: Operatorzy powinni wykonywać codzienne kontrole i czyszczenie. Powinni przeprowadzać pełny przegląd i smarowanie co tydzień. Coroczna konserwacja obejmuje sprawdzenie ślimaka, taśm grzejnych i układu hydraulicznego. Regularna konserwacja pomaga zapobiegać awariom i zapewnia płynną pracę maszyny IBM.
P: Dlaczego maszyna IBM wymaga precyzyjnej kontroli temperatury?
A: Precyzyjna kontrola temperatury zapewnia równomierne topienie żywicy. Zapobiega to powstawaniu wad, takich jak odkształcenia czy pęcherze. Maszyna IBM wykorzystuje grzałki i czujniki, aby utrzymać stabilny proces. Dobre zarządzanie temperaturą przekłada się na wyższą jakość produktu i mniejszą ilość odpadów.
P: Czy początkujący mogą bezpiecznie obsługiwać maszynę IBM?
Odp.: Tak, początkujący mogą bezpiecznie obsługiwać maszynę IBM. Muszą jednak przestrzegać zasad bezpieczeństwa, nosić sprzęt ochronny i ukończyć szkolenie. Maszyna jest wyposażona w osłony bezpieczeństwa i wyłączniki awaryjne. Nadzór i instrukcje krok po kroku pomagają nowym operatorom unikać wypadków.
P: Co powinni zrobić operatorzy, jeśli maszyna IBM nagle się zatrzyma?
A: Operatorzy powinni najpierw sprawdzić zasilanie. Powinni sprawdzić wyłączniki awaryjne, bezpieczniki i wyłączniki. Jeśli problem będzie się powtarzał, powinni sprawdzić panel sterowania pod kątem kodów błędów. Operatorzy muszą zgłaszać poważne problemy przełożonemu lub technikowi.





















