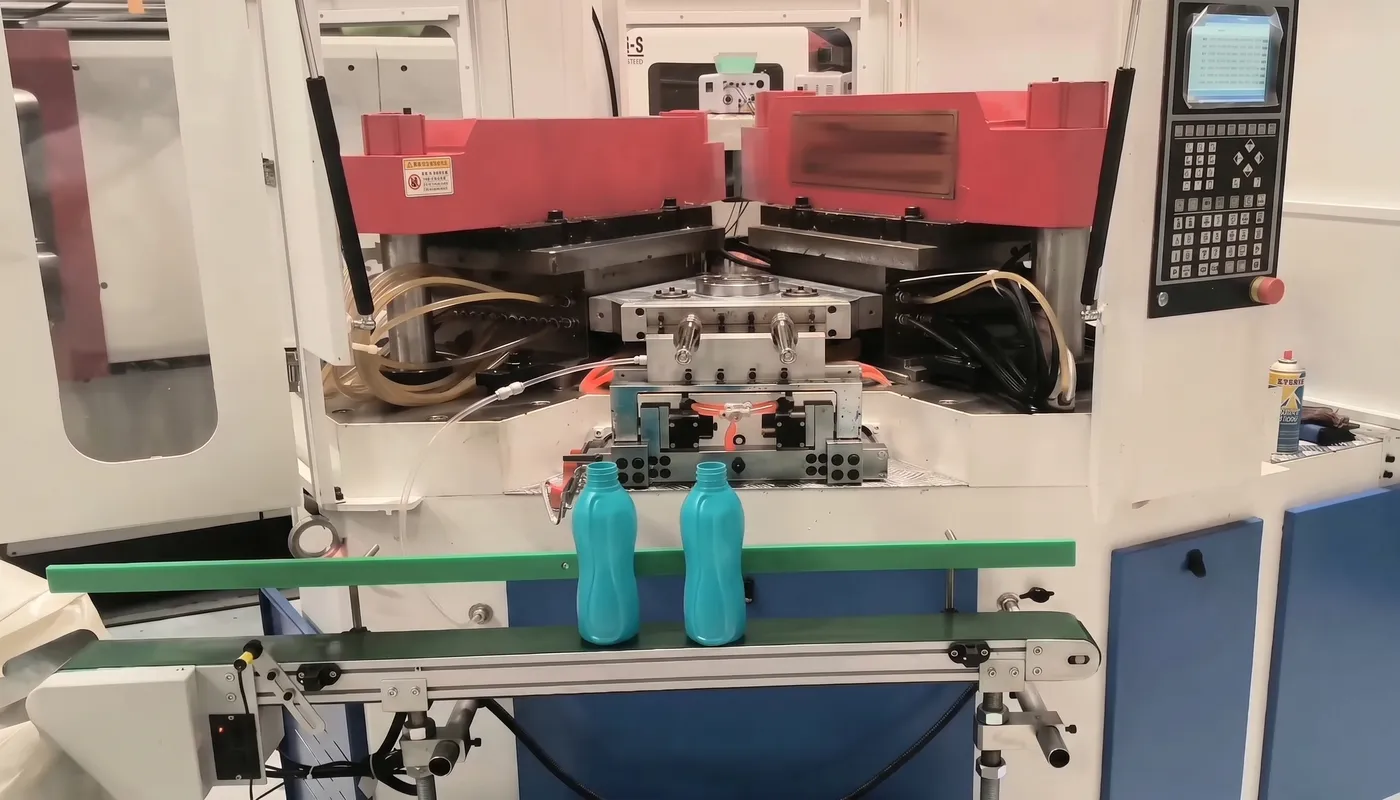
Utilizzo corretto di una macchina per stampaggio a iniezione e soffiaggio in un'unica fase
Spesso i principianti si chiedono come padroneggiare il funzionamento di una macchina per lo stampaggio a iniezione-soffiaggio in un'unica fase. Questa macchina modella la plastica per realizzare flaconi utilizzati per medicinali, cosmetici e prodotti per la pulizia. Molti produttori si affidano a questa macchina per ottenere dimensioni precise del collo e della filettatura, soprattutto per i flaconi di piccole dimensioni. Il funzionamento richiede passaggi precisi per garantire sicurezza e qualità. Con istruzioni chiare, chiunque può imparare a utilizzare una macchina per lo stampaggio a iniezione-soffiaggio in un'unica fase in modo sicuro ed efficiente.
 |
 |
Caratteristiche principali
- La macchina per stampaggio a iniezione e soffiaggio in un unico passaggio combina iniezione e soffiaggio in un unico processo, risparmiando tempo e migliorando la qualità del prodotto.
- Gli operatori devono eseguire controlli di sicurezza e una corretta configurazione della macchina prima dell'uso per garantire un funzionamento sicuro ed efficiente.
- La scelta della resina plastica più adatta e l'impostazione corretta di temperatura e pressione sono cruciali per la produzione di prodotti in plastica di alta qualità.
- Seguire scrupolosamente le procedure di alimentazione, iniezione, riscaldamento, soffiaggio, raffreddamento ed espulsione contribuisce a evitare difetti e garantisce risultati costanti.
- Una manutenzione regolare e la risoluzione dei problemi consentono alla macchina di funzionare senza intoppi e prevengono i guasti più comuni, garantendo così una produttività a lungo termine.
Panoramica della macchina per stampaggio a iniezione e soffiaggio in un'unica fase
Componenti chiave
Una macchina per stampaggio a iniezione-soffiaggio in un'unica fase, spesso chiamata macchina IBM, è composta da diverse parti essenziali. Ogni componente svolge un ruolo specifico nel processo di stampaggio a iniezione-soffiaggio. La tabella seguente illustra i componenti principali e le loro funzioni:
| Componente | Funzione |
|---|---|
| Unità di serraggio | Garantisce la stabilità dello stampo e fornisce la forza di serraggio durante l'iniezione. |
| Unità di iniezione | Fonde la plastica, miscela i coloranti e inietta la plastica fusa nello stampo. |
| Unità elettronica | Funge da sistema di controllo o "cervello" della macchina. |
| Sistema idraulico | Converte la potenza del motore elettrico in movimento meccanico, alimentando le azioni della macchina. |
| Sistema di protezione | Protegge la macchina e l'operatore garantendo la sicurezza durante il funzionamento della macchina. |
Questi componenti lavorano insieme per supportare il processo di stampaggio a iniezione e il processo di soffiaggio all'interno della stessa macchina.
Come funziona?
La macchina IBM integra il processo di stampaggio a iniezione e quello di soffiaggio in un unico ciclo continuo. La macchina fonde innanzitutto la plastica e la inietta in uno stampo per formare una preforma. I mandrini trasferiscono quindi la preforma all'unità di soffiaggio. Qui, la preforma viene riscaldata e gonfiata per assumere la forma del prodotto finale. Il pezzo soffiato ruota nell'unità di bloccaggio dello stampo per il raffreddamento. Dopo il raffreddamento, il mandrino si sposta nella posizione di espulsione, lo stampo si apre e il prodotto finito viene estratto.
Questo processo di stampaggio differisce dagli altri metodi. In un sistema a due fasi, il processo di stampaggio a iniezione e il processo di stampaggio a soffiaggio avvengono in macchine separate. Il processo a una fase macchina per stampaggio a iniezione e soffiaggio Questo metodo combina entrambe le fasi, risparmiando tempo e riducendo la movimentazione. A differenza dello stampaggio a soffiaggio per estrusione, che utilizza un approccio diverso per formare la preforma, il metodo in un'unica fase semplifica la produzione e migliora l'efficienza. L'integrazione di tutte le fasi in un'unica macchina IBM aiuta i produttori a ottenere una migliore qualità e uniformità del prodotto.
Fasi preparatorie
Controlli di sicurezza
Prima di avviare la macchina IBM, gli operatori devono completare una serie di controlli di sicurezza. Questi passaggi contribuiscono a prevenire incidenti e a garantire un funzionamento regolare.
- Ispezionare l'area di lavoro. Rimuovere detriti, olio o acqua dal pavimento e dalla piattaforma della macchina.
- Verificare che tutte le attrezzature di sicurezza siano presenti e funzionanti. Ciò include estintori, kit di pronto soccorso e dispositivi di protezione individuale (DPI) come occhiali di sicurezza, guanti e scarpe antinfortunistiche.
- Verificare che tutti i dispositivi di sicurezza meccanici, idraulici ed elettrici siano al loro posto. Le protezioni, le coperture e i cancelli di sicurezza devono essere installati correttamente e funzionanti.
- Controllare tubi flessibili, cavi e utensili per verificare la presenza di danni o usura.
- Controllare i pulsanti di arresto di emergenza e assicurarsi che funzionino.
- Assicurarsi che gli operatori abbiano ricevuto una formazione sul funzionamento delle macchine, sulle procedure di blocco/etichettatura e sui protocolli di sicurezza.
- Non manomettere o modificare mai alcun dispositivo di sicurezza.
- Suggerimento: gli operatori devono segnalare immediatamente qualsiasi pericolo per la sicurezza o problema alle attrezzature per prevenire infortuni o danni alle macchine.
Configurazione della macchina
Una corretta configurazione della macchina è fondamentale per un funzionamento di successo.
- Pulisci accuratamente il computer IBM. Rimuovi eventuali residui di plastica e lubrifica le parti mobili.
- Preparare le materie prime e gli stampi. Assicurarsi che le resine plastiche, gli additivi e i coloranti siano disponibili e conservati correttamente.
- Installare lo stampo corretto e allinearlo saldamente. Verificare il posizionamento dell'ugello e l'allineamento dello stampo per mantenere la qualità del prodotto.
- Alimentazione della macchina, comprese pompe e riscaldatori.
- Regolare le impostazioni di temperatura e pressione in base al tipo di plastica e ai requisiti del progetto.
- Installare apparecchiature ausiliarie, come sistemi di aria compressa e di raffreddamento ad acqua.
- Eseguire una prova o una produzione di prova per affinare le impostazioni e identificare eventuali problemi prima di avviare la produzione su vasta scala.
- Nota: uno spazio di lavoro pulito e organizzato riduce il rischio di scivolamenti e migliora l'efficienza durante le operazioni.

Caricamento della resina plastica
Selezione della resina
Prima di avviare la macchina IBM, gli operatori devono scegliere la resina plastica più adatta. La selezione dipende dall'utilizzo finale dei prodotti in plastica. La maggior parte delle resine termoplastiche, come PET, HDPE, LDPE, PP, PVC e policarbonato, si presta bene allo stampaggio a iniezione-soffiaggio. Ogni resina offre vantaggi specifici per diverse applicazioni. Ad esempio, il PET garantisce trasparenza e resistenza, risultando ideale per bottiglie per bevande e contenitori farmaceutici. L'HDPE si distingue per la sua robustezza e resistenza chimica, caratteristiche che lo rendono adatto a contenitori per il latte e flaconi per detersivi. L'LDPE è flessibile e ideale per tubetti cosmetici. Il polipropilene resiste al calore ed è adatto ad applicazioni di riempimento a caldo, come i flaconi per sciroppi. Il PVC è utile per la compatibilità chimica nei flaconi farmaceutici e industriali. Il policarbonato offre un'elevata resistenza agli urti e trasparenza ottica per applicazioni impegnative.
Nella scelta di una resina, gli operatori dovrebbero considerare diversi criteri:
- La destinazione d'uso prevista del componente, inclusi resistenza, flessibilità ed esposizione a sostanze chimiche o temperature estreme.
- Esigenze estetiche, come colore, trasparenza e finitura superficiale.
- Requisiti normativi, inclusi gli standard di sicurezza alimentare o di sicurezza dei bambini.
- Proprietà del materiale, come il comportamento termoplastico e la famiglia di resine.
- Caratteristiche specifiche come la resistenza agli urti, la resistenza ai raggi UV e la tolleranza chimica.
Questi fattori contribuiscono a garantire che la resina soddisfi le esigenze dei componenti in plastica cavi e dei contenitori in plastica monouso.
Riempimento della tramoggia
Dopo aver selezionato la resina appropriata, gli operatori devono riempire la tramoggia della macchina IBM. La tramoggia contiene e alimenta la macchina con i granuli di plastica per la fusione. Gli operatori devono verificare che la tramoggia sia pulita e priva di residui. Devono versare i granuli di resina scelti nella tramoggia, evitando la contaminazione con polvere o altre sostanze. Un'alimentazione costante contribuisce a mantenere la qualità del prodotto e a prevenire ostruzioni. Gli operatori devono monitorare il livello della tramoggia durante la produzione e rabboccarla secondo necessità per evitare interruzioni. Una corretta gestione in questa fase contribuisce a un funzionamento efficiente e a una produzione di alta qualità.
*Suggerimento: indossare sempre guanti e occhiali protettivi quando si maneggia la resina per evitare irritazioni alla pelle o agli occhi.
Impostazione dei parametri
Temperatura e pressione
Gli operatori devono impostare la temperatura e la pressione corrette prima di avviare la macchina IBM. Questi parametri sono fondamentali per la produzione di prodotti in plastica di alta qualità. La temperatura di preriscaldamento garantisce che la resina si asciughi correttamente e si fonda in modo uniforme. La maggior parte delle resine richiede un contenuto di umidità inferiore a 0,1% e inferiore a 0,04% per ottenere risultati ottimali. Gli operatori utilizzano spesso l'asciugatura ad aria calda a 130-150 °C per tre-cinque ore o l'asciugatura sottovuoto a 150 °C per quattro-cinque ore. Questa fase previene i difetti causati dall'umidità.
La temperatura del cilindro deve rimanere al di sopra del punto di fusione o di flusso della resina, ma al di sotto della sua temperatura di decomposizione. Ad esempio, le temperature di stampaggio per resine comuni come SIVERAS™ variano da 315 °C a 350 °C. Gli operatori possono regolare la temperatura di 10-20 °C per ugelli lunghi o stretti. Anche la temperatura dello stampo influisce sul prodotto finale. Temperature dello stampo più elevate, generalmente comprese tra 90 °C e 130 °C, migliorano il riempimento e la resistenza della saldatura, ma possono aumentare i tempi di ciclo.
La pressione di iniezione deve essere adeguata al tipo di resina e al design dello stampo. La maggior parte delle macchine IBM opera con pressioni di iniezione comprese tra 20 MPa e 90 MPa. Gli operatori dovrebbero iniziare con una pressione inferiore e aumentarla gradualmente. Questo approccio aiuta a evitare difetti come getti o bolle. La pressione di mantenimento, applicata dopo il riempimento della cavità, garantisce che il prodotto mantenga la sua forma e densità. Anche la velocità della vite è importante. Velocità più elevate aumentano il calore di taglio, ma possono causare una fusione non uniforme se impostate troppo alte.
*Suggerimento: gli operatori devono monitorare la temperatura e la pressione durante tutto il processo produttivo. Piccole regolazioni possono prevenire difetti e migliorare la qualità del prodotto.
 |
 |
| Materiale PET | Materiale PP |
 |
 |
| Materiale LDPE | Materiale HDPE |
Calibrazione dello stampo
La calibrazione dello stampo garantisce che le macchine IBM producano pezzi con dimensioni precise e qualità costante. Gli operatori devono allineare correttamente lo stampo e verificare la presenza di eventuali spazi vuoti o disallineamenti. Prima di ogni ciclo di produzione, devono ispezionare la superficie dello stampo per individuare eventuali segni di usura o danni. Una calibrazione corretta riduce il rischio di bave, stampaggi incompleti o spessori di parete non uniformi.
Gli operatori utilizzano prove di lavorazione per mettere a punto la posizione dello stampo e la forza di serraggio. Misurano i pezzi campione e li confrontano con le specifiche di progetto. Se le misurazioni non rientrano nell'intervallo accettabile, regolano la posizione dello stampo o le impostazioni della macchina. Controlli di calibrazione regolari contribuiscono a mantenere la uniformità del prodotto e a ridurre gli sprechi.
Uno stampo ben calibrato migliora anche l'efficienza del ciclo. Le macchine IBM possono funzionare più a lungo senza interruzioni quando lo stampo rimane in buone condizioni. Gli operatori dovrebbero documentare le impostazioni di calibrazione per riferimento futuro. Questa pratica consente una configurazione e una risoluzione dei problemi più rapide durante i cicli di produzione successivi.
*Nota: una calibrazione costante dello stampo porta a un minor numero di difetti e a prodotti finiti di qualità superiore.
Guida all'uso passo passo
Il funzionamento di una macchina per stampaggio a iniezione-soffiaggio in un'unica fase prevede una sequenza precisa di operazioni. Questa guida passo passo illustra ogni fase, dall'alimentazione della resina all'espulsione dei pezzi stampati a soffiaggio. Un'attenta gestione della temperatura, dei tempi e dei controlli garantisce che il processo di stampaggio a soffiaggio produca risultati di alta qualità.
Alimentazione e fusione
Gli operatori iniziano alimentando la tramoggia con la resina plastica. La macchina IBM utilizza una temperatura controllata della gola di alimentazione per evitare la formazione di grumi o ponti di resina. Se la gola di alimentazione diventa troppo calda, i granuli di resina potrebbero fondersi prematuramente, causando ostruzioni e l'arresto del processo. La maggior parte delle macchine utilizza canali d'acqua per mantenere la gola di alimentazione alla temperatura raccomandata, solitamente non inferiore a 54 °C (130 °F). Per le resine essiccate prima dell'uso, impostare la temperatura della gola di alimentazione a circa 11 °C (20 °F) al di sotto della temperatura di essiccazione aiuta a evitare la condensa e a mantenere un flusso di resina regolare. Un'alimentazione costante e un'attenta gestione della temperatura assicurano che la resina si muova in modo efficiente nella vite e nel cilindro, dove si fonde uniformemente. Alcune macchine avanzate utilizzano la tecnologia di riscaldamento a conduzione per migliorare l'efficienza di fusione, ma la maggior parte si affida ai tradizionali estrusori a vite.
*Suggerimento: gli operatori devono monitorare regolarmente la tramoggia e la bocca di alimentazione per evitare interruzioni nel processo di stampaggio a soffiaggio.

Iniezione e creazione di preforme
Una volta che la resina si scioglie, la macchina IBM avvia il processo di stampaggio a iniezione. Lo stampo si chiude e si blocca con la forza preimpostata. L'unità di iniezione spinge la plastica fusa nella cavità dello stampo, formando la preforma. Diversi fattori influenzano la qualità della preforma:
- La progettazione e la precisione dello stampo influiscono sull'accuratezza dimensionale.
- Proprietà dei materiali, come il peso molecolare, la resistenza all'urto e la stabilità.
- Il controllo della temperatura nella tramoggia, nel cilindro e nello stampo garantisce una fusione e un flusso ottimali.
- La pressione di iniezione, la velocità della vite e il tempo di mantenimento determinano il grado di riempimento della cavità.
- I sistemi di raffreddamento nello stampo aiutano a controllare il ritiro e la deformazione.
Gli operatori devono ottimizzare questi parametri per ridurre difetti come deformazioni o spessori non uniformi. La pressione e la durata del confezionamento sono particolarmente importanti per le preforme in PET, in quanto minimizzano il restringimento e mantengono la forma. I controlli di qualità durante questa fase aiutano a individuare tempestivamente eventuali problemi.
| Fattore | Influenza sulla qualità della preforma |
|---|---|
| Selezione dei materiali | Il tipo di resina influisce sulla resistenza al calore, alla resistenza chimica e alle proprietà meccaniche, con conseguenti ripercussioni sulla qualità finale. |
| Progettazione dello stampo | La precisione garantisce la corretta formazione dell'embrione e l'accuratezza dimensionale. |
| Controllo della temperatura | La regolazione multizona mantiene il materiale nelle condizioni ottimali per lo stampaggio. |
| Parametri di processo | La velocità della vite, la pressione di iniezione e la fasatura influenzano la fusione e l'uniformità. |
| Sistema di raffreddamento | Un raffreddamento efficiente riduce le deformazioni e migliora la qualità del prodotto. |
Riscaldamento della preforma
Dopo la formazione della preforma, la macchina IBM la trasferisce alla stazione di riscaldamento. Un riscaldamento uniforme è essenziale per la fase successiva del processo di soffiaggio. Resistenze riscaldanti a fascia in ceramica avvolgono la preforma, garantendo una distribuzione uniforme del calore. Gli operatori utilizzano precisi controlli di temperatura per evitare surriscaldamenti o temperature insufficienti. Alcuni sistemi utilizzano resistenze a striscia in ceramica per un riscaldamento uniforme lungo tutta la lunghezza della preforma. Le macchine più avanzate possono utilizzare il riscaldamento a induzione per trattare aree specifiche, assicurando che l'intera preforma raggiunga la temperatura corretta. Strategie di controllo a due punti e regolatori PID contribuiscono a mantenere l'uniformità, riducendo il rischio di difetti nei pezzi finali soffiati.
*Nota: Il riscaldamento uniforme della preforma garantisce un migliore flusso del materiale e forme delle bottiglie più uniformi.
 |
 |
Processo di stampaggio a soffiaggio
La preforma riscaldata si sposta nell'unità di soffiaggio. Lo stampo si chiude attorno alla preforma e l'aria compressa la gonfia contro le pareti dello stampo. Questa fase modella la plastica nella sua forma finale. Gli operatori devono monitorare diversi parametri critici durante il processo di soffiaggio:
| Parametro critico | Impatto del difetto | Cause da monitorare | Controlli raccomandati |
|---|---|---|---|
| Spessore della parete | Pareti irregolari, volume non uniforme | Fluttuazioni del flusso di fusione, usura della testa di estrusione | Regolare i parametri di estrusione, ispezionare la testa della filiera |
| Consistenza del flusso di fusione | Scoppi, difetti superficiali | Velocità incoerente, difetti di precompilazione | Mantenere condizioni stabili, controlli regolari |
| Progettazione del canale di raffreddamento | Difetti superficiali, fondi a bilanciere | Raffreddamento irregolare, canali ostruiti | Ottimizzare la disposizione, mantenere il flusso del liquido di raffreddamento |
| Forza di serraggio e pressione dell'aria | Saldature scadenti, scoppi | Bassa pressione, aria instabile | Calibrare e stabilizzare le impostazioni |
| Temperatura del materiale | Difetti superficiali, saldature scadenti | Temperatura di lavorazione errata | Regolare entro l'intervallo consigliato. |
| Progettazione dello stampo | Deformazione, problemi di spessore delle pareti | Angoli di sformo scadenti, dimensioni della cavità | Ottimizzare per uniformità e raffreddamento |
| Manutenzione delle attrezzature | Difetti multipli | Componenti usurati, contaminazione | Ispezione e pulizia regolari |
Gli operatori devono regolare la pressione dell'aria e la forza di serraggio per garantire un'espansione uniforme del preformato. Il monitoraggio dello spessore della parete e della temperatura aiuta a prevenire difetti come punti sottili o rotture. I protocolli di controllo qualità, compresi i controlli dimensionali, contribuiscono a ottenere risultati costanti.
Raffreddamento ed espulsione
Il raffreddamento è la fase più lunga del ciclo operativo. La macchina IBM utilizza canali d'acqua nello stampo per dissipare il calore dai pezzi stampati per soffiaggio. Per i prodotti a parete sottile, il raffreddamento completo prima dell'espulsione garantisce che il pezzo mantenga la sua forma. Per i pezzi più spessi, gli operatori possono espellere il pezzo prima, una volta che lo strato esterno si è solidificato a sufficienza da resistere alla deformazione. Questa pratica aumenta la produttività, ma richiede un attento monitoraggio per evitare deformazioni o ritiri durante il raffreddamento ad aria. Perni di espulsione o altri meccanismi rimuovono il pezzo finito dallo stampo. Gli operatori devono ispezionare ogni pezzo per individuare eventuali difetti prima di iniziare il ciclo successivo.
*Suggerimento: l'ottimizzazione della progettazione e della temporizzazione del sistema di raffreddamento contribuisce a bilanciare la qualità del prodotto e la velocità di produzione nel processo di stampaggio a soffiaggio.
La guida d'uso passo passo fornisce un percorso chiaro per chiunque voglia imparare a utilizzare una macchina per lo stampaggio a iniezione-soffiaggio in un'unica fase. Seguendo attentamente ogni fase e monitorando i parametri chiave, gli operatori possono produrre con sicurezza pezzi stampati a soffiaggio di alta qualità.

Risoluzione dei problemi e controllo qualità
Problemi comuni
Gli operatori spesso riscontrano diversi problemi quando utilizzano una macchina per stampaggio a iniezione e soffiaggio in un'unica fase. Molti problemi derivano dall'integrazione dei processi di stampaggio a iniezione e soffiaggio. Parametri di ciclo errati, come temperatura, tempo di ciclo o tempo di raffreddamento non corretti, possono causare difetti nei prodotti finiti. Anche gli stampi sporchi o l'utilizzo di agenti distaccanti di bassa qualità portano a una scarsa qualità dei pezzi. Gli operatori dovrebbero regolare i parametri di ciclo su valori ottimali e pulire accuratamente gli stampi per rimuovere i contaminanti. L'utilizzo di prodotti distaccanti di alta qualità specifici per lo stampaggio a soffiaggio migliora l'efficienza.
Alcuni problemi frequenti relativi alla macchina includono:
- La macchina non si avvia: gli operatori devono controllare l'alimentazione elettrica, ispezionare i cavi e verificare i livelli di temperatura all'interno delle camere. Potrebbe essere necessario regolare anche le impostazioni del pressostato.
- La macchina non si arresta: ispezionare il pressostato, controllare i livelli dell'olio idraulico e verificare la presenza di perdite nei tubi flessibili può risolvere questo problema.
- La macchina non riesce a mantenere la pressione: controllare i collegamenti elettrici, individuare eventuali perdite d'aria e sostituire i filtri intasati o le guarnizioni usurate spesso risolvono questo problema.
- La macchina è rumorosa: gli operatori devono verificare il controllo della velocità del motore, controllare la presenza di perdite e ispezionare gli stampi per individuare eventuali crepe che causano vibrazioni.
Gli operatori devono sempre ripristinare gli interruttori automatici e verificare la presenza di ostruzioni nelle linee prima di chiamare un tecnico specializzato.
Suggerimenti per l'ispezione
Il controllo qualità garantisce che ogni componente prodotto dalle macchine IBM soddisfi gli standard richiesti. Gli operatori devono seguire un approccio strutturato per mantenere la coerenza e prevenire i difetti. I seguenti passaggi contribuiscono a ottenere risultati affidabili:
- Qualificazione dell'installazione (IQ): Verificare che la macchina IBM e l'infrastruttura siano installate correttamente.
- Qualificazione operativa (OQ): Verificare che l'apparecchiatura funzioni entro gli intervalli operativi specificati.
- Qualificazione delle prestazioni (PQ): Dimostrare che il processo produce costantemente componenti conformi ai criteri di qualità.
- Monitorare le variabili critiche: tenere traccia di temperatura, pressione e tempi di ciclo per migliorare la coerenza e individuare tempestivamente eventuali deviazioni.
- Manutenzione ordinaria: pulire, lubrificare e ispezionare regolarmente i componenti della macchina per prevenire guasti e prolungarne la durata.
- Formazione degli operatori: fornire al personale le competenze necessarie per il funzionamento delle macchine, la risoluzione dei problemi e la sicurezza.
- Controlli di qualità: Verificare frequentemente gli articoli prodotti per individuare tempestivamente eventuali difetti.
- Regolazione dei parametri di processo: regolare la temperatura di estrusione e ispezionare gli stampi per mantenere uno spessore costante delle pareti e prevenire difetti superficiali.
Mantenere un valore di ammortizzazione costante durante lo stampaggio a iniezione contribuisce a ottenere dimensioni uniformi dei pezzi e previene il degrado della resina. Gli operatori devono inoltre ispezionare guarnizioni e valvole per evitare perdite e regolare la pressione dell'aria secondo necessità. Seguendo questi passaggi, è possibile migliorare la qualità del prodotto e aumentare la velocità di produzione della macchina IBM. L'analisi periodica dei dati e il miglioramento dei processi contribuiscono a ottimizzare l'efficienza e a garantire la conformità normativa.
 |
 |
 |
 |
Sicurezza e manutenzione
Assistenza quotidiana
Gli operatori mantengono le macchine IBM in condizioni ottimali seguendo una routine di manutenzione quotidiana. Iniziano ogni turno con un'ispezione visiva, alla ricerca di guasti o perdite. Un membro del team utilizza una checklist per controllare la pressa a iniezione e individuare tempestivamente eventuali problemi. La pulizia del cilindro, rimuovendo i residui di plastica, previene la contaminazione. Gli operatori svuotano l'acqua dal radiatore dell'olio idraulico e dal radiatore dello stampo con compressori d'aria per prevenire la formazione di ruggine. La lubrificazione delle parti mobili, come cerniere e alberi di trasmissione, garantisce un funzionamento regolare.
Inoltre, monitorano i filtri di bypass e di aspirazione dell'olio, controllano i manometri e puliscono o sostituiscono le cartucce secondo necessità. La ventola di raffreddamento del motore e la scatola elettrica devono essere pulite regolarmente per evitare il surriscaldamento. Gli operatori rimuovono i detriti dal piano della macchina e mantengono aperto l'orifizio di ritorno dell'olio. Le palline di naftalina nella scatola elettrica aiutano a prevenire i danni causati dai roditori. I controlli di sicurezza includono la verifica dei pulsanti di arresto di emergenza, l'ispezione di tutte le protezioni di sicurezza e la conferma che i coperchi elettrici siano bloccati. Gli operatori non devono mai inserire le mani nell'area di serraggio dello stampo o nella tramoggia mentre la macchina IBM è in funzione. Una regolare manutenzione giornaliera aiuta a prevenire l'usura, a mantenere la sicurezza e a garantire un'elevata qualità del prodotto.
Manutenzione a lungo termine
La manutenzione a lungo termine garantisce il funzionamento efficiente delle macchine IBM per anni. Gli operatori controllano settimanalmente i livelli dell'olio idraulico e inviano campioni di olio per l'analisi di laboratorio ogni quattro mesi. Annualmente, rimuovono la vite per ispezionare il gambo, le spire e il diametro interno del cilindro. Le fasce riscaldanti vengono controllate con una sonda termica per individuare eventuali fili danneggiati. Lo scambiatore di calore viene sottoposto a un lavaggio con acido leggero e a un'ispezione delle serpentine una volta all'anno per prevenire il surriscaldamento.
Il quadro elettrico viene mantenuto pulito e privo di olio o detriti. Vengono controllati i gruppi ventola e il serraggio dei terminali, e si interviene in caso di danni elettrici. I gruppi idraulici, comprese pompe, valvole e tubi flessibili, vengono ispezionati per individuare perdite e rumori anomali. I fori delle piastre vengono controllati per verificare eventuali danni e, se necessario, le filettature vengono rifatte. Gli operatori levigano le piastre tra un cambio stampo e l'altro e controllano il corretto funzionamento di boccole, tiranti e sistemi di lubrificazione.
La manutenzione programmata riduce i tempi di inattività non pianificati e contribuisce a garantire prestazioni ottimali della macchina IBM. Il funzionamento di una macchina per lo stampaggio a iniezione-soffiaggio in un'unica fase prevede diverse fasi chiave:
1. Preparare e caricare materie prime di qualità. 2. Impostare con precisione temperatura e pressione dell'aria. 3. Monitorare attentamente il processo di stampaggio. 4. Garantire un raffreddamento adeguato e un'espulsione fluida. 5. Risolvere i difetti e manutenere la macchina.
Sicurezza, manutenzione regolare e un attento monitoraggio aiutano a prevenire errori comuni come deformazioni o stampaggi incompleti. I principianti possono trarre vantaggio da guide passo passo, tabelle di risoluzione dei problemi e consigli di esperti. Con la pratica e l'apprendimento continuo, chiunque può padroneggiare il processo di stampaggio a soffiaggio e produrre prodotti in plastica di alta qualità.
Macchina IBM vs. ISBM
Nell'industria degli imballaggi in plastica, la scelta della giusta tecnologia di stampaggio è fondamentale per garantire la qualità, la resistenza e la funzionalità del prodotto finale. Tra le tecnologie più diffuse vi sono lo stampaggio a iniezione-soffiaggio (IBM) e lo stampaggio a iniezione-stiro-soffiaggio (ISBM). Sebbene questi due metodi possano sembrare simili, differiscono significativamente per processo, applicazione e caratteristiche del prodotto.
1. Panoramica di IBM e ISBM
Lo stampaggio a iniezione e soffiaggio (IBM) è un processo che combina lo stampaggio a iniezione e lo stampaggio a soffiaggio per produrre prodotti in plastica cavi in tre fasi: iniezione, soffiaggio ed espulsione. Viene utilizzato principalmente per la produzione di contenitori di piccole dimensioni e di alta precisione.
La tecnica ISBM (Injection Stretch Blow Molding), invece, prevede lo stiramento del materiale plastico durante la fase di soffiaggio per migliorarne la trasparenza e la resistenza meccanica. Questa tecnica è ampiamente utilizzata nella produzione di bottiglie in PET per bevande e altri prodotti di consumo.
2. Confronto dei processi
Fasi del processo IBM:
La plastica viene iniettata in uno stampo per formare una preforma o un preformato.
La preforma viene trasferita in uno stampo per soffiaggio.
L'aria compressa viene utilizzata per gonfiare la preforma e conferirle la forma finale del contenitore.
Il contenitore viene raffreddato ed espulso.
Fasi del processo ISBM:
La preforma viene realizzata mediante stampaggio a iniezione.
La preforma viene riscaldata nuovamente e inserita in uno stampo per soffiaggio a estrusione.
Un'asta di trazione allunga la preforma.
L'aria compressa viene utilizzata per soffiare la preforma nella sua forma finale, creando un contenitore orientato biassialmente.
3. Idoneità del materiale
IBM utilizza in genere materiali come PP (polipropilene) e HDPE (polietilene ad alta densità), comunemente impiegati in applicazioni farmaceutiche e cosmetiche.
ISBM è ottimizzato per il PET (polietilene tereftalato), un materiale noto per la sua eccellente trasparenza e resistenza, ideale per bevande gassate e bottiglie d'acqua.
4. Applicazione del prodotto
| Caratteristica | IBM | ISBM |
| Prodotti comuni | Flaconi di collirio, vasetti cosmetici, fiale | Bottiglie d'acqua, bottiglie di bibite, succhi di frutta |
| Dimensioni della bottiglia | Da piccolo a medio | Da medio a grande |
| Spessore della parete | Uniforme ma più spesso | Pareti sottili con struttura robusta |
| Finitura superficiale | Molto fluido, alta precisione | trasparenza eccellente |
5. Vantaggi e limiti
| IBM | ISBM | |
| Vantaggi | 1. Elevata precisione dimensionale. 2. Adatto alla produzione di piccoli volumi. 3. Efficace per contenitori farmaceutici e cosmetici. |
1. Eccellente resistenza meccanica grazie all'orientamento biassiale. 2. Trasparenza superiore e contenitori leggeri. 3. Ideale per la produzione di massa. |
| Limitazioni | 1. Opzioni di materiali limitate. 2. Non adatto a contenitori di grandi dimensioni. |
1. Macchinari più complessi. 2. Maggiore consumo energetico. |
6. Considerazioni sui costi e sulla produzione
Sebbene le macchine IBM siano generalmente più economiche e semplici da utilizzare, non sono ideali per la produzione ad alta velocità. I sistemi ISBM, pur essendo più complessi e costosi, offrono una maggiore efficienza nella produzione di massa, soprattutto per le bottiglie in PET.
Per le aziende che puntano a imballaggi trasparenti ad alto volume, il Macchine ISBM Spesso rappresentano l'investimento migliore. Tuttavia, per le aziende specializzate nel confezionamento di precisione per il settore farmaceutico o cosmetico, IBM offre un maggiore controllo e possibilità di personalizzazione.
7. Quale dovresti scegliere?
Scegli IBM se la tua azienda produce bottiglie piccole e precise con requisiti di resistenza moderati, soprattutto nel settore sanitario o cosmetico. Scegli ISBM se hai bisogno di bottiglie trasparenti, leggere e resistenti per applicazioni alimentari e delle bevande in grandi volumi. La scelta finale dipenderà dai requisiti del materiale, dal volume di produzione, dalla complessità del design delle bottiglie e dal mercato di destinazione.
 |
 |
| Macchina IBM | Macchina ISBM |
Domande frequenti
D: Che tipi di prodotti può realizzare una macchina IBM?
A: La macchina IBM produce oggetti cavi in plastica. I prodotti più comuni includono flaconi per medicinali, cosmetici e prodotti per la pulizia. Alcune fabbriche la utilizzano per barattoli, fiale e piccoli contenitori. La macchina è particolarmente adatta per articoli che richiedono forme precise del collo e della filettatura.
D: Con quale frequenza gli operatori dovrebbero eseguire la manutenzione sulle macchine IBM?
A: Gli operatori devono eseguire controlli e pulizie giornaliere. Devono effettuare un'ispezione completa e una lubrificazione ogni settimana. La manutenzione annuale include il controllo della vite, delle fasce riscaldanti e del sistema idraulico. Una cura regolare aiuta a prevenire guasti e a mantenere la macchina IBM in funzione senza intoppi.
D: Perché le macchine IBM necessitano di un controllo preciso della temperatura?
A: Il controllo preciso della temperatura garantisce una fusione uniforme della resina, prevenendo difetti come deformazioni o bolle. La macchina IBM utilizza riscaldatori e sensori per mantenere stabile il processo. Una buona gestione della temperatura si traduce in una maggiore qualità del prodotto e in una riduzione degli sprechi.
D: I principianti possono utilizzare un computer IBM in sicurezza?
R: Sì, i principianti possono utilizzare le macchine IBM in sicurezza. Devono seguire le norme di sicurezza, indossare i dispositivi di protezione individuale e completare la formazione. La macchina è dotata di protezioni di sicurezza e pulsanti di arresto di emergenza. La supervisione e le guide passo passo aiutano i nuovi operatori a evitare incidenti.
D: Cosa devono fare gli operatori se una macchina IBM si arresta improvvisamente?
A: Gli operatori devono innanzitutto controllare l'alimentazione elettrica. Devono ispezionare i pulsanti di arresto di emergenza, i fusibili e gli interruttori automatici. Se il problema persiste, devono esaminare il pannello di controllo per individuare eventuali codici di errore. Gli operatori devono segnalare i problemi più gravi a un supervisore o a un tecnico.





















