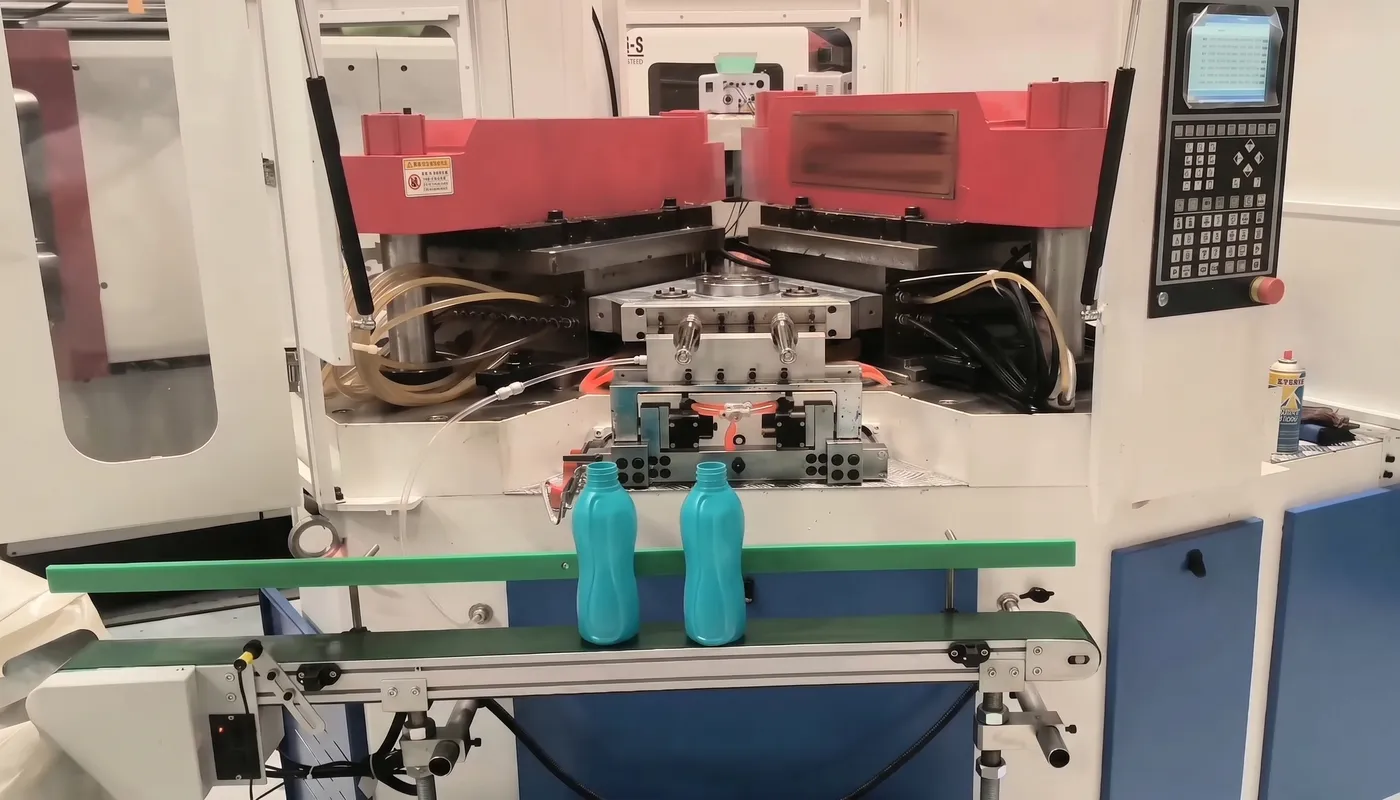
ワンステップ射出ブロー成形機の正しい使い方
初心者は、ワンステップ射出ブロー成形機の操作方法を習得する方法にしばしば疑問を抱きます。このワンステップ射出ブロー成形機は、医薬品、化粧品、洗剤などに使用されるボトルをプラスチックから成形します。多くのメーカーは、特に小型ボトルにおいて、ネックとネジ部の寸法精度を確保するために、このワンステップ射出ブロー成形機に頼っています。操作には、安全性と品質を確保するための慎重な手順が必要です。明確な説明書があれば、誰でもワンステップ射出ブロー成形機を安全かつ効率的に操作できるようになります。
 |
 |
主な機能
- ワンステップ射出ブロー成形機は、射出成形とブロー成形を1つの工程に組み合わせることで、時間の節約と製品品質の向上を実現します。
- オペレーターは、安全かつ効率的な操作を確保するため、使用前に安全点検と適切な機械設定を実施しなければならない。
- 高品質なプラスチック製品を製造するには、適切なプラスチック樹脂を選び、正しい温度と圧力を設定することが非常に重要です。
- 供給、射出、加熱、ブロー成形、冷却、排出といった一連の手順を段階的に踏むことで、欠陥を回避し、安定した結果を確保することができます。
- 定期的なメンテナンスとトラブルシューティングを行うことで、機械はスムーズに稼働し、よくある問題を未然に防ぎ、長期的な生産性を維持できます。
ワンステップ射出ブロー成形機の概要
主要コンポーネント
単段式射出ブロー成形機(IBM機とも呼ばれる)は、いくつかの重要な部品で構成されています。各部品は射出ブロー成形においてそれぞれ特定の役割を果たします。以下の表は、主要な部品とその機能を示しています。
| 成分 | 関数 |
|---|---|
| クランプユニット | 射出成形時の金型安定性を確保し、型締め力を提供します。 |
| 注射装置 | プラスチックを溶かし、着色剤を混ぜ合わせ、溶けたプラスチックを金型に注入する。 |
| 電子ユニット | 機械の制御システム、つまり「頭脳」として機能する。 |
| 油圧システム | 電気モーターの動力を機械的な動きに変換し、機械の動作を駆動する。 |
| 保護システム | 機械操作中の安全性を確保することで、機械と作業者の安全を守ります。 |
これらの部品は連携して、同一の機械内で射出成形プロセスとブロー成形プロセスをサポートします。
どのように機能するのですか?
IBMのこの機械は、射出成形プロセスとブロー成形プロセスを単一の連続サイクルに統合しています。まず、プラスチックを溶融し、金型に射出してプリフォームを形成します。次に、マンドレルがプリフォームをブロー成形ユニットに搬送します。ここで、プリフォームは加熱され、最終製品の形状に合わせて膨張されます。ブロー成形された部品は、冷却のために金型ロックユニットに回転して移動します。冷却後、マンドレルがエジェクタ位置に移動し、金型が開いて完成品が取り出されます。
この成形プロセスは他の方法とは異なります。2段階システムでは、射出成形プロセスとブロー成形プロセスは別々の機械で行われます。1段階 射出ブロー成形機 両方の工程を統合することで、時間と手間を節約できます。パリソンの成形に異なる手法を用いる押出ブロー成形とは異なり、ワンステップ方式は生産を効率化し、生産性を向上させます。すべての工程を1台のIBM製機械に統合することで、製造業者はより優れた製品品質と一貫性を実現できます。
準備手順
安全点検
IBM製機械を起動する前に、オペレーターは一連の安全点検を実施する必要があります。これらの手順は、事故を防止し、円滑な操作を確保するために役立ちます。
- 作業スペースを点検してください。床や機械台から、ゴミ、油、水などを取り除いてください。
- すべての安全装備が揃っていて、正常に機能していることを確認してください。これには、消火器、救急箱、および安全メガネ、手袋、安全靴などの個人用保護具(PPE)が含まれます。
- 機械式、油圧式、電気式の安全装置がすべて正しく設置されていることを確認してください。ガード、カバー、安全ゲートは適切に設置され、正常に作動している必要があります。
- ホース、コード、工具に損傷や摩耗がないか点検してください。
- 緊急停止ボタンを確認し、正常に作動することを確認してください。
- 作業員が機械操作、ロックアウト/タグアウト、および安全手順に関する訓練を受けていることを確認してください。
- 安全装置を迂回したり、改造したりすることは絶対にしないでください。
- ヒント:作業員は、怪我や機械の損傷を防ぐため、安全上の危険や機器の不具合を直ちに報告する必要があります。
マシンのセットアップ
適切な機械設定は、操業成功の基盤となる。
- IBM機を徹底的に清掃してください。残留しているプラスチック片を取り除き、可動部に潤滑油を塗布してください。
- 原材料と金型を準備する。プラスチック樹脂、添加剤、着色剤が入手可能であり、適切に保管されていることを確認する。
- 適切な金型を取り付け、しっかりと位置合わせしてください。製品の品質を維持するため、ノズルの位置と金型の位置合わせを確認してください。
- ポンプやヒーターを含め、機械の電源を入れてください。
- プラスチックの種類とプロジェクトの要件に応じて、温度と圧力の設定を調整してください。
- 圧縮空気冷却システムや水冷システムなどの補助機器を設置する。
- 本格的な運用を開始する前に、試運転またはサンプル生産を行い、設定を微調整し、問題点を特定してください。
- 注:清潔で整理整頓された作業スペースは、滑りによる危険を軽減し、作業効率を向上させます。

プラスチック樹脂の充填
樹脂の選択
IBM製機械を稼働させる前に、オペレーターは適切なプラスチック樹脂を選択する必要があります。選択プロセスは、プラスチック製品の最終用途によって異なります。PET、HDPE、LDPE、PP、PVC、ポリカーボネートなどのほとんどの熱可塑性樹脂は、射出ブロー成形に適しています。各樹脂は、用途に応じて独自の利点を提供します。たとえば、PETは透明性と強度に優れているため、飲料ボトルや医薬品容器に最適です。HDPEは靭性と耐薬品性に優れており、牛乳パックや洗剤ボトルに適しています。LDPEは柔軟性があり、化粧品チューブに適しています。ポリプロピレンは耐熱性に優れており、シロップボトルなどの高温充填用途に適しています。PVCは、医薬品や工業用ボトルにおける耐薬品性に役立ちます。ポリカーボネートは、高い耐衝撃性と光学的な透明性を備えており、要求の厳しい用途に適しています。
樹脂を選定する際には、オペレーターはいくつかの基準を考慮する必要があります。
- 部品の本来の用途(強度、柔軟性、化学物質や温度への耐性などを含む)。
- 色、透明度、表面仕上げなどの美的ニーズ。
- 食品安全基準や児童安全基準などの規制要件。
- 熱可塑性挙動や樹脂の種類など、材料特性。
- 耐衝撃性、耐紫外線性、耐薬品性などの具体的な特性。
これらの要素は、樹脂が中空プラスチック部品や使い捨てプラスチック容器のニーズに適合することを保証するのに役立つ。
ホッパーへの充填
適切な樹脂を選択した後、オペレーターはIBM製機械のホッパーに樹脂を充填する必要があります。ホッパーはプラスチックペレットを貯蔵し、溶融のために機械に供給します。オペレーターは、ホッパーが清潔で、残留物が残っていないことを確認する必要があります。選択した樹脂ペレットをホッパーに注ぎ込む際は、ほこりやその他の物質による汚染を避ける必要があります。安定した供給は、製品の品質を維持し、詰まりを防ぐのに役立ちます。オペレーターは、製造中にホッパーの残量を監視し、必要に応じて補充して、中断を避ける必要があります。この段階での適切な取り扱いは、効率的な運転と高品質の生産を支えます。
※ヒント:樹脂を取り扱う際は、皮膚や目の炎症を防ぐため、必ず手袋と安全メガネを着用してください。
設定パラメータ
温度と圧力
IBM製機械を稼働させる前に、オペレーターは適切な温度と圧力を設定する必要があります。これらのパラメータは、高品質のプラスチック製品を製造する上で重要な役割を果たします。予熱温度を設定することで、樹脂が適切に乾燥し、均一に溶融することが保証されます。ほとんどの樹脂は、最適な結果を得るために、水分含有量が0.1%~0.04%未満である必要があります。オペレーターは、130℃~150℃で3~5時間熱風乾燥を行うか、150℃で4~5時間真空乾燥を行うことがよくあります。この工程により、水分による欠陥を防ぐことができます。
バレル温度は、樹脂の流動点または融点より高く、分解温度より低く保つ必要があります。例えば、SIVERAS™などの一般的な樹脂の成形温度は315℃~350℃です。オペレーターは、ノズルが長い場合や細い場合は、温度を10℃~20℃調整することができます。金型温度も最終製品に影響を与えます。金型温度を高くすると(通常90℃~130℃)、充填性と溶着強度が向上しますが、サイクルタイムが長くなる可能性があります。
射出圧力は、樹脂の種類と金型設計に合わせて調整する必要があります。ほとんどのIBM製射出成形機は、20MPaから90MPaの射出圧力で動作します。オペレーターは低い圧力から始め、徐々に圧力を上げていく必要があります。この方法により、噴射やブリスターなどの欠陥を防ぐことができます。キャビティが充填された後に加圧する保持圧力は、製品の形状と密度を維持するのに役立ちます。スクリュー回転速度も重要です。回転速度を速くするとせん断熱が増加しますが、高すぎると溶融ムラが発生する可能性があります。
*ヒント:作業者は製造工程全体を通して温度と圧力を監視する必要があります。微調整を行うことで、不良品の発生を防ぎ、製品の品質を向上させることができます。
 |
 |
| PET素材 | PP素材 |
 |
 |
| LDPE素材 | HDPE素材 |
金型校正
金型校正を行うことで、IBM製機械は正確な寸法と一貫した品質の部品を生産できます。オペレーターは金型を正しく位置合わせし、隙間やずれがないかを確認する必要があります。また、各成形作業の前に金型表面の摩耗や損傷を検査する必要があります。適切な校正を行うことで、バリ、ショートショット、肉厚の不均一といった問題のリスクを軽減できます。
オペレーターは試運転を行い、金型の位置と型締め力を微調整します。サンプル部品を測定し、設計仕様と比較します。測定値が許容範囲外の場合は、金型の位置または機械の設定を調整します。定期的な校正チェックは、製品の一貫性を維持し、無駄を削減するのに役立ちます。
金型の適切な調整は、サイクル効率の向上にもつながります。金型が良好な状態であれば、IBM製機械は中断なく長時間稼働できます。オペレーターは、今後の参考のために調整設定を記録しておくべきです。この手順は、今後の生産工程におけるセットアップとトラブルシューティングの迅速化に役立ちます。
※注:金型の校正を継続的に行うことで、不良品が減り、完成品の品質が向上します。
ステップバイステップ使用ガイド
ワンステップ射出ブロー成形機の操作には、正確な手順が必要です。このステップバイステップの使用ガイドでは、樹脂の供給からブロー成形品の排出まで、各工程を詳しく説明します。温度、タイミング、検査に細心の注意を払うことで、ブロー成形プロセスから高品質な製品が得られます。
給餌と溶解
オペレーターはまず、プラスチック樹脂をホッパーに投入します。IBMの機械は、樹脂の凝集やブリッジングを防ぐために、供給口の温度を制御します。供給口が熱くなりすぎると、樹脂ペレットが早期に溶けてしまい、詰まりや運転停止の原因となる可能性があります。ほとんどの機械は、供給口を推奨温度(通常は130°F以上)に保つために水路を使用します。使用前に乾燥させた樹脂の場合、供給口の温度を乾燥温度より約20°F低く設定すると、結露を防ぎ、樹脂の流れをスムーズに保つことができます。安定した供給と慎重な温度管理により、樹脂はスクリューとバレルに効率的に移動し、そこで均一に溶融します。一部の先進的な機械は、溶融効率を向上させるために伝導加熱技術を使用していますが、ほとんどは従来のスクリュー押出機に依存しています。
*ヒント:ブロー成形工程の中断を防ぐため、オペレーターはホッパーと供給口を定期的に監視する必要があります。

射出成形およびプリフォーム作成
樹脂が溶融すると、IBMの射出成形機は射出成形プロセスを開始します。金型は閉じられ、所定の力でクランプされます。射出ユニットは溶融したプラスチックを金型キャビティに押し込み、プリフォームを成形します。プリフォームの品質には、いくつかの要因が影響します。
- 金型の設計と精度は、寸法精度に影響を与える。
- 分子量、衝撃強度、安定性などの材料特性。
- ホッパー、バレル、金型内の温度制御により、最適な溶解と流動が確保されます。
- 射出圧力、スクリュー回転速度、および保持時間は、キャビティの充填状態を決定する要因となる。
- 金型内の冷却システムは、収縮や反りを抑制するのに役立ちます。
オペレーターは、反りや厚みの不均一といった欠陥を減らすために、これらのパラメータを最適化する必要があります。特にPETプリフォームの場合、収縮を最小限に抑え、形状を維持するために、梱包圧力と梱包時間は重要です。この段階での品質管理チェックは、問題を早期に発見するのに役立ちます。
| 要素 | プリフォームの品質への影響 |
|---|---|
| 材料の選択 | 樹脂のグレードは、耐熱性、耐薬品性、機械的特性に影響を与え、最終的な品質に影響を及ぼします。 |
| 金型設計 | 精密さは、適切な胚形成と寸法精度を保証する。 |
| 温度制御 | マルチゾーン制御により、材料を成形に最適な状態に保ちます。 |
| プロセスパラメータ | スクリュー回転速度、射出圧力、およびタイミングは、溶融状態と均一性に影響を与える。 |
| 冷却システム | 効率的な冷却は変形を抑制し、製品の品質を向上させる。 |
プリフォーム加熱
プリフォームの成形後、IBMの機械はそれを加熱ステーションに搬送します。ブロー成形工程の次の段階では、均一な加熱が不可欠です。セラミックバンドヒーターがプリフォームを包み込み、均一な熱分布を実現します。オペレーターは精密な温度制御を用いて、過熱や加熱不足を防ぎます。一部のシステムでは、セラミックストリップヒーターを使用してプリフォームの全長にわたって均一な加熱を行います。高度な機械では、誘導加熱を用いて特定の領域を加熱し、プリフォーム全体が適切な温度に達するようにします。2点制御戦略とPIDコントローラーは均一性を維持し、最終的なブロー成形部品の欠陥リスクを低減します。
※注:プリフォームを均一に加熱することで、材料の流れが良くなり、ボトルの形状がより均一になります。
 |
 |
ブロー成形プロセス
加熱されたプリフォームはブロー成形ユニットに送られます。金型がプリフォームを包み込み、圧縮空気によってプリフォームが金型壁面に押し付けられます。この工程でプラスチックは最終形状に成形されます。ブロー成形プロセス中、オペレーターはいくつかの重要なパラメータを監視する必要があります。
| 重要パラメータ | 欠陥の影響 | 監視すべき原因 | 推奨されるコントロール |
|---|---|---|---|
| 壁の厚さ | 壁が不均一で、容積も一定しない。 | 溶融流動の変動、ダイヘッドの摩耗 | 押出パラメータを調整し、ダイヘッドを検査する |
| メルトフローコンシステンシー | 吹き出し、表面欠陥 | 速度のばらつき、パリソンの欠陥 | 安定した状態を維持し、定期的な点検を行う。 |
| 冷却チャネル設計 | 表面欠陥、ロッカーボトム | 冷却ムラ、流路の詰まり | レイアウトを最適化し、冷却液の流れを維持する |
| 締め付け力と空気圧 | 溶接不良、吹き抜け | 低気圧、不安定な空気 | 設定を調整して安定させる |
| 材料温度 | 表面欠陥、溶接不良 | 処理温度が不適切 | 推奨範囲内で調整してください |
| 金型設計 | 変形、壁厚の問題 | ドラフト角度が悪く、キャビティ寸法が | 均一性と冷却性能を最適化する |
| 機器のメンテナンス | 複数の欠陥 | 摩耗した部品、汚染 | 定期的な点検と清掃 |
オペレーターは、プリフォームが均一に膨張するように、空気圧とクランプ力を調整する必要があります。肉厚と温度を監視することで、薄肉部や破断などの欠陥を防ぐことができます。寸法検査を含む品質管理手順は、一貫した結果を保証します。
冷却と排出
冷却は、作業サイクルの中で最も長い段階です。IBMの機械は、金型内の水路を使用してブロー成形部品から熱を除去します。薄肉製品の場合、射出前に完全に冷却することで、部品の形状が維持されます。厚肉部品の場合は、外層が変形に耐えられる程度に固まった時点で、オペレーターは部品を早めに射出することができます。この方法は生産性を向上させますが、空冷中に反りや収縮が発生しないよう注意深く監視する必要があります。射出ピンなどの機構によって、完成した部品が金型から取り出されます。オペレーターは、次のサイクルを開始する前に、各部品に欠陥がないか検査する必要があります。
*ヒント:ブロー成形プロセスにおいて、冷却システムの設計とタイミングを最適化することで、製品の品質と生産速度のバランスを取ることができます。
このステップバイステップの使用ガイドは、ワンステップ射出ブロー成形機の操作方法を習得するすべての人に明確な道筋を示します。各手順を注意深く実行し、主要なパラメータを監視することで、オペレーターは自信を持って高品質のブロー成形部品を製造できます。

トラブルシューティングと品質管理
よくある問題
ワンステップ射出ブロー成形機を使用する際、オペレーターはしばしば様々な問題に直面します。これらの問題の多くは、射出成形とブロー成形の工程統合に起因します。温度、サイクル時間、冷却時間などのサイクルパラメータが不適切だと、完成品に欠陥が生じる可能性があります。金型が汚れていたり、低品質の離型剤を使用したりすることも、部品の品質低下につながります。オペレーターは、サイクルパラメータを最適な設定に調整し、金型を徹底的に洗浄して汚染物質を除去する必要があります。ブロー成形用に設計された高品質の離型剤を使用することで、効率が向上します。
よくある機械関連の問題には次のようなものがあります。
- 機械が起動しない場合:オペレーターは電源を確認し、ケーブルを点検し、チャンバー内の温度レベルを確認してください。圧力スイッチの設定を調整する必要がある場合もあります。
- 機械が停止しない場合:圧力スイッチの点検、作動油レベルの確認、ホースの漏れの確認を行うことで、この問題を解決できる可能性があります。
- 機械が圧力を保持できない場合:配線接続の確認、空気漏れの検出、目詰まりしたフィルターや摩耗したシールの交換を行うことで、この問題は多くの場合解決します。
- 機械の騒音が大きい場合:作業者はモーターの速度制御を確認し、漏れがないか点検し、振動の原因となる金型の亀裂を検査する必要があります。
オペレーターは、専門業者に助けを求める前に、必ずブレーカーをリセットし、回線に詰まりがないか確認する必要があります。
点検のヒント
品質管理は、IBM製機械で製造されるすべての部品が要求される基準を満たしていることを保証します。オペレーターは、一貫性を維持し、欠陥を防止するために、体系的な手順に従う必要があります。以下の手順は、信頼性の高い結果を得るのに役立ちます。
- インストール適格性確認(IQ):IBMマシンとインフラストラクチャが正しくインストールされていることを確認します。
- 運用適格性確認(OQ):機器が規定の動作範囲内で動作することを確認する。
- 性能認定(PQ):プロセスが品質基準を満たす部品を一貫して生産できることを実証する。
- 重要な変数を監視する:温度、圧力、サイクル時間を追跡して、一貫性を高め、異常を早期に検出する。
- 定期メンテナンス:機械部品を定期的に清掃、潤滑、点検し、不具合を防止して寿命を延ばしてください。
- オペレーター研修:機械操作、トラブルシューティング、安全に関するスキルをスタッフに習得させる。
- 品質管理検査:製造された製品を頻繁に検査し、欠陥を早期に発見する。
- プロセスパラメータの調整:押出温度を調整し、金型を検査して、肉厚を一定に保ち、表面欠陥を防止する。
射出成形時にクッション値を一定に保つことで、部品寸法の均一化と樹脂の劣化防止に役立ちます。オペレーターは、シールやバルブを点検して漏れを防ぎ、必要に応じて空気圧を調整する必要があります。これらの手順に従うことで、製品品質の向上とIBM製機械の生産速度の向上を実現できます。定期的なデータ分析とプロセス改善は、効率の最適化と規制遵守の確保に役立ちます。
 |
 |
 |
 |
安全とメンテナンス
日常ケア
オペレーターは、日々のメンテナンス手順に従うことで、IBM製機械を常に最高の状態に保っています。各シフトの開始時には、機械の周囲を巡回して故障や漏れがないかを確認します。チームメンバーはチェックリストを使用して射出成形機を点検し、初期の不具合を発見します。残ったプラスチックを排出してバレルを洗浄することで、汚染を防ぎます。オペレーターは、油圧オイルクーラーとモールドクーラーからエアコンプレッサーで水を抜き、錆の発生を防ぎます。ヒンジやドライブシャフトなどの可動部品に潤滑油を塗布することで、スムーズな動作を確保します。
また、バイパスフィルターとオイル吸引フィルターを監視し、圧力計をチェックし、必要に応じてカートリッジを清掃または交換します。モーター冷却ファンと電気ボックスは、過熱を防ぐために定期的に清掃する必要があります。オペレーターは、機械テーブルからゴミを取り除き、オイル戻り口を開いたままにします。電気ボックス内の防虫剤は、ネズミによる損傷を防ぐのに役立ちます。安全チェックには、緊急停止ボタンの確認、すべての安全シールドの点検、電気カバーがロックされていることの確認が含まれます。オペレーターは、IBM マシンが稼働している間は、金型クランプエリアやホッパーに手を伸ばしてはなりません。定期的な日常メンテナンスは、摩耗を防ぎ、安全性を維持し、高い製品品質を確保するのに役立ちます。
長期メンテナンス
IBMの機械は、長期にわたるメンテナンスによって長年にわたり効率的に稼働し続けます。オペレーターは毎週油圧オイルのレベルをチェックし、4か月ごとにオイルサンプルを研究所に送って分析してもらいます。毎年、スクリューを取り外してシャンク、フライト、バレル内径を点検します。ヒーターバンドは温度プローブで点検し、損傷した配線がないか確認します。熱交換器は、過熱を防ぐために年に一度、弱酸洗浄とコイル点検を受けます。
電気キャビネットは清潔に保たれ、油やゴミが付着していない状態です。ファンアセンブリと端子の締め付け具合が点検され、電気的な損傷があれば対処されます。ポンプ、バルブ、ホースなどの油圧アセンブリは、漏れや異音がないか点検されます。プラテン穴に損傷がないか点検され、必要に応じてねじ山が再タップされます。オペレーターは金型交換の合間にプラテンを研磨し、ブッシング、タイバー、潤滑システムが正常に機能しているか点検します。
定期メンテナンスは、予期せぬダウンタイムを削減し、IBM製機械の最適なパフォーマンスを維持します。一段階射出ブロー成形機の操作には、いくつかの重要な手順があります。
1. 高品質の原材料を準備し、投入する。2. 正確な温度と空気圧を設定する。3. 成形工程を綿密に監視する。4. 適切な冷却とスムーズな排出を確保する。5. 不具合をトラブルシューティングし、機械をメンテナンスする。
安全対策、定期的なメンテナンス、そして綿密な監視は、反りやショートショットといったよくあるミスを防ぐのに役立ちます。初心者には、ステップバイステップのガイド、トラブルシューティング表、専門家のアドバイスが役立ちます。練習と継続的な学習を重ねることで、誰でもブロー成形プロセスを習得し、高品質のプラスチック製品を製造できるようになります。
IBM対ISBMマシン
プラスチック包装業界では、最終製品の品質、強度、機能性を確保するために、適切な成形技術を選択することが不可欠です。最も広く使用されている技術には、射出ブロー成形(IBM)と射出延伸ブロー成形(ISBM)があります。これら2つの方法は似ているように聞こえるかもしれませんが、プロセス、用途、製品特性において大きく異なります。
1. IBMとISBMの概要
射出ブロー成形(IBM)は、射出成形とブロー成形を組み合わせたプロセスで、射出、ブロー、排出の3段階で中空のプラスチック製品を製造する。主に小型で高精度な容器の製造に用いられる。
一方、射出延伸ブロー成形(ISBM)は、ブロー成形工程中にプラスチック材料を延伸することで、透明度と機械的強度を向上させる成形方法です。この技術は、飲料用PETボトルをはじめとする様々な消費財の製造に広く用いられています。
2. プロセス比較
IBMのプロセス手順:
プラスチックを金型に射出して、プリフォームまたはパリソンを成形する。
プリフォームはブロー成形型に移される。
圧縮空気を用いて、プリフォームを最終的な容器形状に膨らませる。
容器は冷却され、排出される。
ISBMのプロセス手順:
プリフォームは射出成形によって作られる。
プリフォームを再加熱し、延伸ブロー成形型にセットする。
延伸棒はプリフォームを伸長させる。
圧縮空気を用いてプリフォームを最終形状に吹き付け、二軸配向容器を作製する。
3. 材料の適合性
IBMは通常、医薬品や化粧品用途で一般的に使用されるPP(ポリプロピレン)やHDPE(高密度ポリエチレン)などの材料を使用する。
ISBMは、優れた透明性と強度で知られるPET(ポリエチレンテレフタレート)素材に最適化されており、炭酸飲料や水のボトルに最適です。
4. 製品の用途
| 特徴 | IBM | ISBM |
| 一般的な製品 | 点眼薬ボトル、化粧品容器、小瓶 | 水ボトル、ソーダボトル、ジュースボトル |
| ボトルサイズ | 中小規模 | 中~大 |
| 壁の厚さ | 均一だが厚みがある | 薄い壁ながら強固な構造 |
| 表面仕上げ | 非常に滑らかで高精度 | 優れた透明性 |
5.利点と限界
| IBM | ISBM | |
| 利点 | 1. 高い寸法精度。 2. 小量生産に適しています。 3. 医薬品および化粧品容器に適しています。 |
1. 二軸配向による優れた機械的強度。 2. 優れた透明度と軽量性を備えた容器。 3. 大量生産に最適。 |
| 制限事項 | 1. 使用できる素材の種類が限られている。 2. 大型容器には適していません。 |
1. より複雑な機械。 2.エネルギー消費量の増加。 |
6.コストと生産に関する考慮事項
IBM製の機械は一般的に価格が手頃で操作も簡単ですが、高速生産には適していません。ISBMシステムはより複雑で高価ですが、特にPETボトルなどの大量生産において、より高い効率性を提供します。
大量生産の透明パッケージングを目指す企業にとって、 ISBMマシン 多くの場合、より良い投資となる。しかし、医薬品や化粧品における精密包装に特化した企業にとっては、IBMの方が優れた制御性とカスタマイズ性を提供する。
7.どちらを選ぶべきか?
貴社が、特に医療業界や美容業界において、中程度の強度要件を持つ小型で精密なボトルを製造している場合は、IBMをお選びください。食品・飲料用途で、透明で軽量かつ丈夫なボトルを大量生産する必要がある場合は、ISBMをお選びください。最終的な選択は、材料要件、生産量、ボトル設計の複雑さ、および最終用途市場によって決まります。
 |
 |
| IBMマシン | ISBMマシン |
よくある質問
Q:IBMの機械はどのような種類の製品を製造できますか?
A:IBMの機械は中空のプラスチック製品を製造します。一般的な製品としては、医薬品、化粧品、洗剤などのボトルが挙げられます。一部の工場では、瓶、バイアル、小型容器の製造にも使用されています。この機械は、首部やネジ部の形状が精密に設計されている製品に最適です。
Q:オペレーターはIBMマシンに対してどのくらいの頻度でメンテナンスを行うべきですか?
A:オペレーターは毎日点検と清掃を行う必要があります。また、毎週、完全な点検と潤滑作業を実施する必要があります。年次メンテナンスには、スクリュー、ヒーターバンド、油圧システムの点検が含まれます。定期的なメンテナンスは故障を防ぎ、IBMマシンのスムーズな稼働を維持するのに役立ちます。
Q:IBMの機械はなぜ精密な温度制御を必要とするのですか?
A:精密な温度制御により、樹脂が均一に溶融します。これにより、反りや気泡などの欠陥を防ぎます。IBMの機械は、ヒーターとセンサーを使用してプロセスを安定させます。適切な温度管理は、製品の品質向上と廃棄物の削減につながります。
Q:初心者でもIBMマシンを安全に操作できますか?
A:はい、初心者でもIBMマシンを安全に操作できます。安全規則を守り、保護具を着用し、トレーニングを完了する必要があります。マシンには安全ガードと緊急停止装置が備わっています。監督者による指導と段階的な手順ガイドにより、初心者は事故を未然に防ぐことができます。
Q:IBMマシンが突然停止した場合、オペレーターは何をすべきですか?
A:オペレーターはまず電源を確認してください。非常停止ボタン、ヒューズ、ブレーカーを点検してください。問題が解決しない場合は、コントロールパネルのエラーコードを確認してください。重大な問題が発生した場合は、オペレーターは監督者または技術者に報告する必要があります。





















