Правильное использование одноэтапной машины для литья под давлением и выдувного формования.
Новички часто задаются вопросом, как освоить работу с одноступенчатой инжекционно-выдувной машиной. Эта машина формует из пластика бутылки, используемые для лекарств, косметики и чистящих средств. Многие производители используют эту машину для точного определения размеров горлышка и резьбы, особенно для небольших бутылок. Работа с машиной включает в себя тщательные этапы для обеспечения безопасности и качества. Благодаря четким инструкциям любой может научиться безопасно и эффективно работать с одноступенчатой инжекционно-выдувной машиной.
 |
 |
Основные характеристики
- Одноэтапная машина для литья под давлением и выдувного формования объединяет процессы литья под давлением и выдувного формования в одном процессе, что экономит время и повышает качество продукции.
- Для обеспечения безопасной и эффективной работы операторы должны перед началом эксплуатации проводить проверки безопасности и правильную настройку оборудования.
- Выбор подходящей полимерной смолы, а также правильная настройка температуры и давления имеют решающее значение для производства высококачественных пластиковых изделий.
- Пошаговое выполнение процедур подачи, впрыска, нагрева, выдувного формования, охлаждения и извлечения помогает избежать дефектов и обеспечивает стабильные результаты.
- Регулярное техническое обслуживание и устранение неполадок обеспечивают бесперебойную работу оборудования и предотвращают распространенные проблемы, способствуя повышению производительности в долгосрочной перспективе.
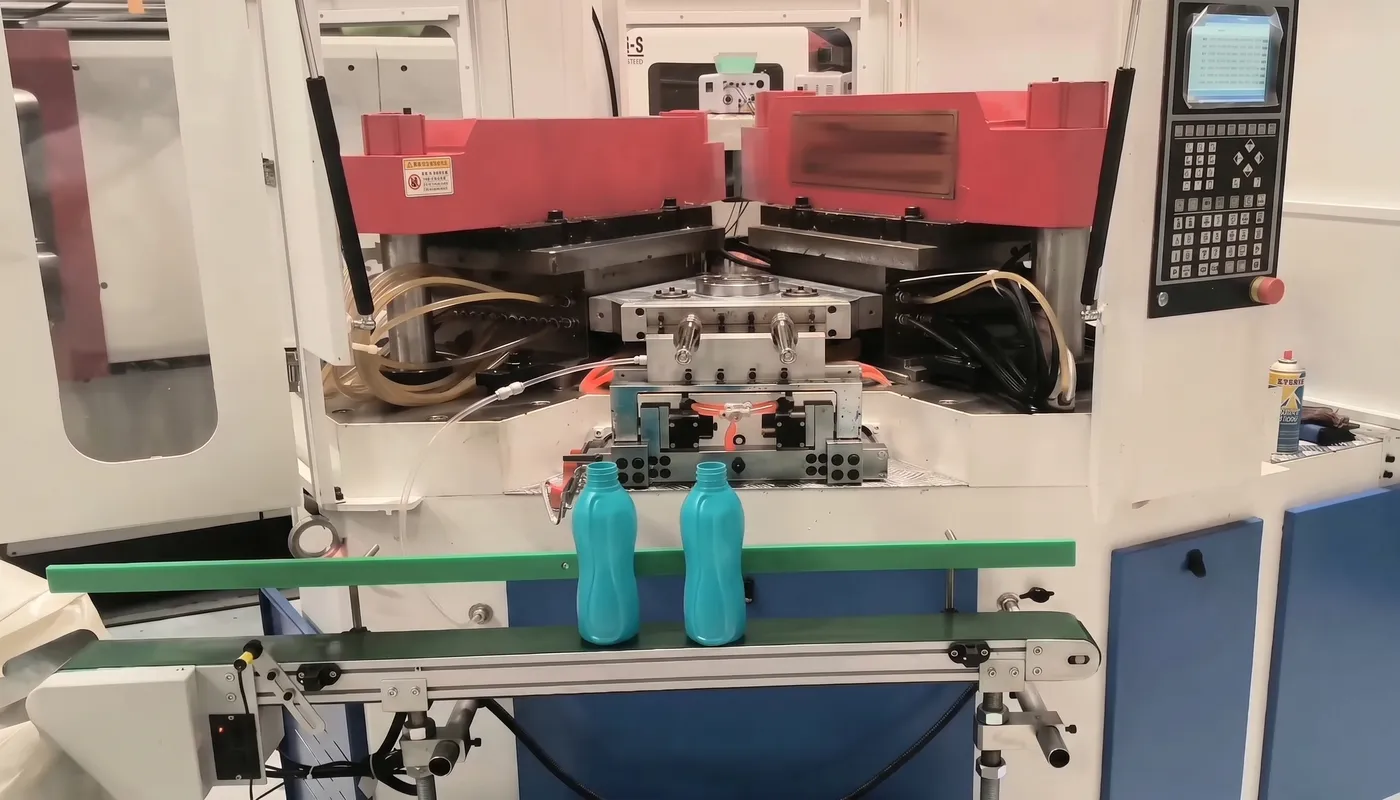
Обзор одноэтапной машины для инжекционно-выдувного формования
Ключевые компоненты
Одноступенчатая машина для литья под давлением и выдувного формования, часто называемая машиной IBM, состоит из нескольких основных частей. Каждый компонент играет определенную роль в процессе литья под давлением и выдувного формования. В таблице ниже перечислены основные компоненты и их функции:
| Компонент | Функция |
|---|---|
| Зажимное устройство | Обеспечивает стабильность пресс-формы и создает усилие смыкания во время впрыска. |
| Блок впрыска | Плавит пластик, смешивает красители и впрыскивает расплавленный пластик в форму. |
| Электронный блок | Выступает в роли системы управления или «мозга» машины. |
| Гидравлическая система | Преобразует энергию электродвигателя в механические движения, обеспечивая работу механизма. |
| Система защиты | Обеспечивает безопасность машины и оператора во время ее эксплуатации. |
Эти компоненты работают вместе, обеспечивая процесс литья под давлением и процесс выдувного формования в рамках одной и той же машины.
Как это работает?
Машина IBM объединяет процессы литья под давлением и выдувного формования в единый непрерывный цикл. Сначала машина расплавляет пластик и впрыскивает его в пресс-форму для образования заготовки. Затем оправка перемещает заготовку в выдувной блок. Здесь заготовка нагревается и раздувается, принимая форму конечного изделия. Выдувная деталь вращается в блоке фиксации пресс-формы для охлаждения. После охлаждения оправка перемещается в положение выталкивателя, пресс-форма открывается, и готовое изделие извлекается.
Этот процесс формования отличается от других методов. В двухэтапной системе процесс литья под давлением и процесс выдувного формования происходят в отдельных машинах. Одноэтапный процесс машина для выдувного формования Этот метод объединяет оба этапа, что экономит время и упрощает обработку. В отличие от экструзионно-выдувного формования, которое использует другой подход к формированию заготовки, одноэтапный метод оптимизирует производство и повышает эффективность. Интеграция всех этапов в одной машине IBM помогает производителям добиться лучшего качества и стабильности продукции.
Этапы подготовки
Проверки безопасности
Перед запуском станка IBM операторы должны выполнить ряд проверок безопасности. Эти шаги помогают предотвратить несчастные случаи и обеспечить бесперебойную работу.
- Осмотрите рабочее пространство. Удалите мусор, масло или воду с пола и платформы станка.
- Убедитесь в наличии и исправности всего необходимого защитного оборудования. Это включает в себя огнетушители, аптечки первой помощи и средства индивидуальной защиты (СИЗ), такие как защитные очки, перчатки и защитная обувь.
- Убедитесь, что все механические, гидравлические и электрические предохранительные устройства установлены на своих местах. Защитные ограждения, крышки и защитные ворота должны быть правильно установлены и исправно функционировать.
- Осмотрите шланги, шнуры и инструменты на наличие повреждений или износа.
- Проверьте кнопки аварийной остановки и убедитесь в их исправности.
- Убедитесь, что операторы прошли обучение по эксплуатации оборудования, процедуре блокировки/маркировки и правилам техники безопасности.
- Никогда не обходите и не модифицируйте никакие устройства безопасности.
- Совет: Операторы должны немедленно сообщать о любых угрозах безопасности или проблемах с оборудованием, чтобы предотвратить травмы или повреждение машин.
Настройка оборудования
Правильная настройка оборудования закладывает основу для успешной работы.
- Тщательно очистите аппарат IBM. Удалите остатки пластика и смажьте движущиеся части.
- Подготовьте сырье и формы. Убедитесь в наличии и правильном хранении пластиковых смол, добавок и красителей.
- Установите правильную пресс-форму и надежно выровняйте ее. Проверьте расположение сопла и выравнивание пресс-формы для обеспечения качества продукции.
- Включите питание оборудования, включая насосы и нагреватели.
- Отрегулируйте параметры температуры и давления в зависимости от типа пластика и требований проекта.
- Установите вспомогательное оборудование, такое как системы сжатого воздуха и водяного охлаждения.
- Перед началом полномасштабной эксплуатации проведите пробный запуск или тестирование на опытном образце, чтобы точно настроить параметры и выявить любые проблемы.
- Примечание: Чистое и организованное рабочее место снижает риск скольжения и повышает эффективность работы.

Загрузка пластиковой смолы
Выбор смолы
Перед запуском машины IBM операторы должны выбрать подходящую пластиковую смолу. Процесс выбора зависит от конечного назначения пластиковых изделий. Большинство термопластичных смол, таких как ПЭТ, ПНД, ПНД, ПП, ПВХ и поликарбонат, хорошо подходят для литья под давлением с выдувным формованием. Каждая смола обладает уникальными преимуществами для различных применений. Например, ПЭТ обеспечивает прозрачность и прочность, что делает его идеальным для бутылок с напитками и фармацевтической тары. ПНД отличается своей прочностью и химической стойкостью, что подходит для молочных кувшинов и бутылок для моющих средств. ПНД является гибким и хорошо подходит для косметических туб. Полипропилен термостойкий и подходит для горячего розлива, например, для бутылок с сиропом. ПВХ полезен благодаря химической совместимости в фармацевтических и промышленных бутылках. Поликарбонат обеспечивает высокую ударопрочность и оптическую прозрачность для сложных условий эксплуатации.
При выборе смолы операторам следует учитывать несколько критериев:
- Назначение детали, включая прочность, гибкость и устойчивость к воздействию химических веществ или температуры.
- Эстетические потребности, такие как цвет, прозрачность и отделка поверхности.
- Нормативные требования, включая стандарты безопасности пищевых продуктов или безопасности детей.
- Свойства материала, такие как термопластичность и семейство смол.
- К специфическим характеристикам относятся ударопрочность, устойчивость к ультрафиолетовому излучению и химическая стойкость.
Эти факторы помогают гарантировать, что смола соответствует потребностям полых пластиковых компонентов и одноразовых пластиковых контейнеров.
Наполнение бункера
После выбора подходящей смолы операторы должны заполнить бункер машины IBM. Бункер хранит и подает пластиковые гранулы в машину для плавления. Операторы должны убедиться, что бункер чистый и в нем нет остатков материала. Они должны засыпать выбранные гранулы смолы в бункер, избегая загрязнения пылью или другими веществами. Постоянная подача помогает поддерживать качество продукции и предотвращает засоры. Операторы должны контролировать уровень смолы в бункере во время производства и пополнять его по мере необходимости, чтобы избежать перебоев. Правильное обращение на этом этапе способствует эффективной работе и высокому качеству выпускаемой продукции.
*Совет: При работе со смолой всегда надевайте перчатки и защитные очки, чтобы предотвратить раздражение кожи или глаз.
Настройка параметров
Температура и давление
Перед запуском машины IBM операторы должны установить правильную температуру и давление. Эти параметры играют ключевую роль в производстве высококачественных пластмассовых изделий. Предварительный нагрев обеспечивает правильное высыхание смолы и равномерное плавление. Для достижения наилучших результатов для большинства смол требуется содержание влаги ниже 0,11-0,041 тонны на тонну. Операторы часто используют сушку горячим воздухом при температуре от 130 до 150 °C в течение трех-пяти часов или вакуумную сушку при температуре 150 °C в течение четырех-пяти часов. Этот этап предотвращает дефекты, вызванные влагой.
Температура цилиндра должна оставаться выше точки текучести или плавления смолы, но ниже температуры ее разложения. Например, температура формования распространенных смол, таких как SIVERAS™, колеблется от 315°C до 350°C. Операторы могут регулировать температуру на 10°C–20°C для длинных или узких сопел. Температура пресс-формы также влияет на конечный продукт. Более высокие температуры пресс-формы, обычно от 90°C до 130°C, улучшают заполнение и прочность сварного шва, но могут увеличить время цикла.
Давление впрыска должно соответствовать типу смолы и конструкции пресс-формы. Большинство машин IBM работают при давлении впрыска от 20 до 90 МПа. Операторам следует начинать с более низкого давления и постепенно его увеличивать. Такой подход помогает избежать дефектов, таких как струйное распыление или образование пузырьков. Давление выдержки, применяемое после заполнения полости, обеспечивает сохранение формы и плотности изделия. Скорость вращения шнека также имеет значение. Более высокие скорости увеличивают тепловыделение, но могут привести к неравномерному плавлению, если установлены слишком высоко.
*Совет: Операторы должны контролировать температуру и давление на протяжении всего производственного процесса. Небольшие корректировки могут предотвратить дефекты и улучшить качество продукции.
 |
 |
| ПЭТ-материал | Материал ПП |
 |
 |
| Материал LDPE | Материал HDPE |
Калибровка пресс-формы
Калибровка пресс-формы гарантирует, что станки IBM производят детали с точными размерами и стабильным качеством. Операторы должны правильно выровнять пресс-форму и проверить наличие зазоров или смещений. Перед каждым запуском они должны осматривать поверхность пресс-формы на предмет износа или повреждений. Правильная калибровка снижает риск образования облоя, неполного заполнения формы или неравномерной толщины стенок.
Операторы используют тестовые запуски для точной настройки положения пресс-формы и усилия смыкания. Они измеряют образцы деталей и сравнивают их с проектными характеристиками. Если измерения выходят за пределы допустимого диапазона, они корректируют положение пресс-формы или настройки станка. Регулярные калибровочные проверки помогают поддерживать стабильное качество продукции и сокращать количество отходов.
Хорошо откалиброванная пресс-форма также повышает эффективность цикла. Машина IBM может работать дольше без перерывов, если пресс-форма находится в хорошем состоянии. Операторам следует документировать настройки калибровки для дальнейшего использования. Эта практика способствует более быстрой настройке и устранению неполадок во время будущих производственных циклов.
*Примечание: Последовательная калибровка пресс-формы приводит к уменьшению количества дефектов и повышению качества готовой продукции.
Пошаговое руководство по использованию
Эксплуатация одноэтапной машины для литья под давлением и выдувного формования включает в себя точную последовательность действий. Это пошаговое руководство по использованию объясняет каждый этап, от подачи смолы до извлечения готовых деталей, полученных методом выдувного формования. Тщательный контроль температуры, времени и проверки гарантирует получение высококачественных результатов в процессе выдувного формования.
Подача и плавление
Операторы начинают с подачи пластиковой смолы в бункер. В машинах IBM используется контролируемая температура загрузочного горла для предотвращения слипания или образования заторов из смолы. Если загрузочное горло перегревается, гранулы смолы могут преждевременно расплавиться, вызывая засоры и остановку работы. В большинстве машин используются водяные каналы для поддержания рекомендуемой температуры загрузочного горла, обычно не ниже 130°F (54°C). Для смол, высушенных перед использованием, установка температуры загрузочного горла примерно на 20°F (9°C) ниже температуры сушки помогает избежать конденсации и обеспечивает плавный поток смолы. Постоянная подача и тщательное регулирование температуры обеспечивают эффективное перемещение смолы в шнек и цилиндр, где она равномерно плавится. В некоторых современных машинах используется технология кондуктивного нагрева для повышения эффективности плавления, но большинство используют традиционные шнековые экструдеры.
*Совет: Операторам следует регулярно проверять бункер и загрузочное горло, чтобы предотвратить перебои в процессе выдувного формования.

Литье под давлением и изготовление заготовок
После расплавления смолы машина IBM запускает процесс литья под давлением. Пресс-форма закрывается и зажимается с заданной силой. Впрыскивающий механизм вдавливает расплавленный пластик в полость пресс-формы, формируя заготовку. На качество заготовки влияют несколько факторов:
- Конструкция и точность пресс-формы влияют на точность размеров.
- Свойства материала, такие как молекулярная масса, ударная вязкость и стабильность.
- Контроль температуры в бункере, цилиндре и форме обеспечивает оптимальное плавление и текучесть.
- Давление впрыска, скорость вращения шнека и время выдержки определяют, насколько хорошо заполняется полость.
- Системы охлаждения в пресс-форме помогают контролировать усадку и деформацию.
Операторы должны оптимизировать эти параметры, чтобы уменьшить количество дефектов, таких как деформация или неравномерная толщина. Давление и продолжительность упаковки особенно важны для ПЭТ-преформ, поскольку они минимизируют усадку и сохраняют форму. Проверки качества на этом этапе помогают выявлять проблемы на ранней стадии.
| Фактор | Влияние на качество преформ |
|---|---|
| Выбор материалов | Марка смолы влияет на термостойкость, химическую стойкость и механические свойства, что сказывается на конечном качестве. |
| Проектирование пресс-форм | Точность обеспечивает правильное формирование эмбриона и соответствие его размерам. |
| Регулировка температуры | Многозонная регулировка позволяет поддерживать материал в оптимальном состоянии для формования. |
| Параметры процесса | Скорость вращения шнека, давление впрыска и время впрыска влияют на плавление и однородность материала. |
| Система охлаждения | Эффективное охлаждение уменьшает деформацию и улучшает качество продукции. |
Нагрев заготовки
После формирования заготовки машина IBM перемещает ее на нагревательную станцию. Равномерный нагрев необходим для следующего этапа процесса выдувного формования. Керамические ленточные нагреватели обволакивают заготовку, обеспечивая равномерное распределение тепла. Операторы используют точный контроль температуры, чтобы избежать перегрева или недогрева. В некоторых системах используются керамические ленточные нагреватели для равномерного нагрева по всей длине заготовки. В современных машинах может использоваться индукционный нагрев для воздействия на определенные участки, обеспечивая достижение всей заготовкой необходимой температуры. Двухточечные стратегии управления и ПИД-регуляторы помогают поддерживать равномерность, снижая риск дефектов в готовых деталях, полученных методом выдувного формования.
*Примечание: Равномерный нагрев заготовки обеспечивает лучшую текучесть материала и более однородную форму бутылок.
 |
 |
Процесс выдувного формования
Нагретая заготовка перемещается в выдувной формовочный блок. Форма смыкается вокруг заготовки, и сжатый воздух прижимает ее к стенкам формы. На этом этапе пластик приобретает свою окончательную форму. Операторы должны контролировать несколько важных параметров в процессе выдувного формования:
| Критический параметр | Влияние дефекта | Причины для мониторинга | Рекомендуемые элементы управления |
|---|---|---|---|
| Толщина стенки | Неровные стены, неравномерный объем | Колебания потока расплава, износ головки фильеры. | Отрегулируйте параметры экструзии, проверьте головку экструзионной головки. |
| Постоянство текучести расплава | Взрывы, дефекты поверхности | Нестабильная скорость, дефекты заготовки | Поддерживайте стабильные условия, проводите регулярные проверки. |
| Конструкция каналов охлаждения | Дефекты поверхности, днища с изгибом | Неравномерное охлаждение, засорение каналов | Оптимизация компоновки, поддержание циркуляции охлаждающей жидкости. |
| Сила зажима и давление воздуха | Некачественная сварка, прорывы металла | Низкое давление, нестабильный воздух | Калибровка и стабилизация настроек. |
| Температура материала | Дефекты поверхности, некачественная сварка. | Неправильная температура обработки | Отрегулируйте в пределах рекомендуемого диапазона. |
| Проектирование пресс-форм | Проблемы с деформацией и толщиной стенок. | Неудачные углы тяги, размеры полости | Оптимизация для равномерности и охлаждения. |
| Техническое обслуживание оборудования | Множественные дефекты | Изношенные компоненты, загрязнение | Регулярный осмотр и чистка |
Операторы должны регулировать давление воздуха и усилие зажима, чтобы обеспечить равномерное расширение заготовки. Контроль толщины стенок и температуры помогает предотвратить дефекты, такие как истончение или разрыв. Протоколы контроля качества, включая проверку размеров, обеспечивают стабильные результаты.
Охлаждение и выброс
Охлаждение — самый длительный этап в рабочем цикле. В машинах IBM используются водяные каналы в пресс-форме для отвода тепла от деталей, изготовленных методом выдувного формования. Для тонкостенных изделий полное охлаждение перед извлечением гарантирует сохранение формы детали. Для более толстых деталей операторы могут извлекать деталь раньше, как только внешний слой достаточно затвердеет, чтобы противостоять деформации. Эта практика повышает производительность, но требует тщательного контроля, чтобы избежать деформации или усадки во время воздушного охлаждения. Выталкивающие штифты или другие механизмы извлекают готовую деталь из пресс-формы. Операторы должны проверять каждую деталь на наличие дефектов перед началом следующего цикла.
*Совет: Оптимизация конструкции и времени работы системы охлаждения помогает сбалансировать качество продукции и скорость производства в процессе выдувного формования.
Пошаговое руководство по эксплуатации предоставляет понятный путь для любого, кто осваивает работу одноэтапной машины для литья под давлением и выдувного формования. Тщательно следуя каждому этапу и контролируя ключевые параметры, операторы могут с уверенностью производить высококачественные детали, изготовленные методом выдувного формования.

Устранение неполадок и контроль качества
Общие проблемы
Операторы часто сталкиваются с рядом проблем при использовании одноэтапной машины для литья под давлением и выдувного формования. Многие проблемы возникают из-за интеграции процессов литья под давлением и выдувного формования. Неправильные параметры цикла, такие как неправильная температура, время цикла или время охлаждения, могут привести к дефектам готовой продукции. Загрязненные пресс-формы или использование некачественных разделительных составов также приводят к низкому качеству деталей. Операторам следует отрегулировать параметры цикла до оптимальных значений и тщательно очистить пресс-формы от загрязнений. Использование высококачественных разделительных составов, предназначенных для выдувного формования, повышает эффективность.
К числу частых проблем, связанных с оборудованием, относятся:
- Машина не запускается: операторам следует проверить электропитание, осмотреть кабели и убедиться в уровне температуры внутри камер. Возможно, также потребуется отрегулировать настройки реле давления.
- Машина не останавливается: для решения этой проблемы можно проверить реле давления, уровень гидравлического масла и наличие утечек в шлангах.
- Аппарат не может удерживать давление: проверка соединений проводов, обнаружение утечек воздуха и замена засоренных фильтров или изношенных уплотнений часто решают эту проблему.
- Станок издает шум: операторам следует проверить управление скоростью двигателя, убедиться в отсутствии утечек и осмотреть пресс-формы на наличие трещин, вызывающих вибрацию.
Перед тем как вызывать специалиста, операторы всегда должны сбрасывать автоматические выключатели и проверять наличие засоров в линиях электропередачи.
Советы по осмотру
Контроль качества гарантирует, что каждая деталь, произведенная на станке IBM, соответствует требуемым стандартам. Операторы должны придерживаться структурированного подхода для поддержания стабильности и предотвращения дефектов. Следующие шаги помогают добиться надежных результатов:
- Проверка правильности установки (IQ): Убедитесь, что оборудование и инфраструктура IBM установлены правильно.
- Эксплуатационная квалификация (ОК): Подтвердите, что оборудование работает в пределах заданных рабочих диапазонов.
- Квалификация производительности (PQ): Продемонстрировать, что данный процесс стабильно производит детали, соответствующие критериям качества.
- Контроль критически важных параметров: отслеживайте температуру, давление и время цикла для повышения стабильности и раннего выявления отклонений.
- Плановое техническое обслуживание: Регулярно очищайте, смазывайте и осматривайте компоненты машины, чтобы предотвратить неисправности и продлить срок ее службы.
- Обучение операторов: Обеспечить персонал навыками работы с оборудованием, устранения неполадок и соблюдения правил техники безопасности.
- Контроль качества: Регулярная проверка готовой продукции для выявления дефектов на ранней стадии.
- Настройка параметров процесса: отрегулируйте температуру экструзии и проверьте формы, чтобы обеспечить постоянную толщину стенок и предотвратить дефекты поверхности.
Поддержание постоянного значения амортизационного зазора во время литья под давлением помогает добиться однородных размеров деталей и предотвращает деградацию смолы. Операторы также должны проверять уплотнения и клапаны на предмет утечек и при необходимости регулировать давление воздуха. Следуя этим шагам, они могут улучшить качество продукции и увеличить производительность машин IBM. Регулярный анализ данных и совершенствование процессов помогают оптимизировать эффективность и обеспечить соответствие нормативным требованиям.
 |
 |
 |
 |
Безопасность и техническое обслуживание
Ежедневный уход
Операторы поддерживают оборудование IBM в отличном состоянии, следуя ежедневной программе технического обслуживания. Каждую смену они начинают с осмотра, выявляя неисправности и протечки. Один из членов команды использует контрольный список для проверки литьевой машины и выявления проблем на ранней стадии. Очистка цилиндра путем удаления остатков пластика предотвращает загрязнение. Операторы сливают воду из гидравлического маслоохладителя и охладителя пресс-формы с помощью воздушных компрессоров, чтобы предотвратить коррозию. Смазка движущихся частей, таких как петли и приводные валы, обеспечивает бесперебойную работу.
Они также контролируют работу байпасных и маслозаборных фильтров, проверяют манометры и очищают или заменяют картриджи по мере необходимости. Вентилятор охлаждения двигателя и электрощит нуждаются в регулярной очистке во избежание перегрева. Операторы удаляют мусор со стола станка и держат открытым отверстие для возврата масла. Нафталин в электрощитке помогает предотвратить повреждения от грызунов. Проверки безопасности включают проверку кнопок аварийной остановки, осмотр всех защитных экранов и подтверждение того, что электрические крышки защелкнуты. Операторы никогда не должны залезать в зону зажима пресс-формы или бункер во время работы станка IBM. Регулярное ежедневное техническое обслуживание помогает предотвратить износ, обеспечить безопасность и гарантировать высокое качество продукции.
Долгосрочное техническое обслуживание
Долгосрочное техническое обслуживание позволяет машинам IBM эффективно работать долгие годы. Операторы еженедельно проверяют уровень гидравлического масла и каждые четыре месяца отправляют образцы масла на лабораторный анализ. Ежегодно они снимают винт для осмотра хвостовика, лопастей и внутреннего диаметра цилиндра. Нагревательные ленты проверяются с помощью температурного датчика для выявления поврежденных проводов. Теплообменник раз в год подвергается промывке слабым кислотным раствором и осмотру змеевика для предотвращения перегрева.
Электрический шкаф содержится в чистоте, без масла и мусора. Проверяются вентиляторы и затяжка клемм, а также устраняются любые повреждения электрооборудования. Гидравлические узлы, включая насосы, клапаны и шланги, проверяются на наличие утечек и необычных шумов. Проверяются отверстия в плитах на наличие повреждений, и при необходимости нарезается новая резьба. Операторы шлифуют плиты между сменами пресс-форм и проверяют втулки, стяжные тяги и системы смазки на предмет надлежащей работы.
Плановое техническое обслуживание сокращает незапланированные простои и обеспечивает оптимальную производительность машины IBM. Эксплуатация одноэтапной машины для литья под давлением и выдувного формования включает в себя несколько ключевых этапов:
1. Подготовка и загрузка качественного сырья. 2. Точная установка температуры и давления воздуха. 3. Тщательный контроль процесса формования. 4. Обеспечение надлежащего охлаждения и плавного извлечения готовой продукции. 5. Устранение неисправностей и техническое обслуживание оборудования.
Безопасность, регулярное техническое обслуживание и тщательный контроль помогают предотвратить распространенные ошибки, такие как деформация или неполное впрыскивание. Новичкам помогут пошаговые инструкции, таблицы устранения неполадок и советы экспертов. С практикой и постоянным обучением любой сможет освоить процесс выдувного формования и производить высококачественные пластиковые изделия.
IBM против ISBM Machine
В индустрии пластиковой упаковки выбор правильной технологии формования имеет решающее значение для обеспечения качества, прочности и функциональности конечного продукта. К числу наиболее широко используемых технологий относятся литье под давлением с выдувом (IBM) и литье под давлением с растяжением и выдувом (ISBM). Хотя эти два метода могут звучать похоже, они существенно различаются по процессу, применению и характеристикам продукта.
1. Обзор компаний IBM и ISBM
Литье под давлением с выдувом (IBM) — это процесс, сочетающий литье под давлением и выдувное формование для производства полых пластиковых изделий в три этапа: впрыск, выдув и выталкивание. Он в основном используется для производства небольших высокоточных контейнеров.
С другой стороны, литье под давлением с растяжением и выдуванием (ISBM) предполагает растяжение пластикового материала во время фазы выдувания для улучшения прозрачности и механической прочности. Эта технология широко используется в производстве ПЭТ-бутылок для напитков и других потребительских товаров.
2. Сравнение процессов
Этапы процесса IBM:
Пластик впрыскивается в форму для образования заготовки или преформы.
Заготовка переносится в выдувную форму.
Сжатый воздух используется для надувания заготовки, придающей ей окончательную форму контейнера.
Контейнер охлаждается и извлекается.
Этапы процесса ISBM:
Заготовка изготавливается методом литья под давлением.
Заготовку повторно нагревают и помещают в выдувную форму.
Растягивающий стержень удлиняет заготовку.
Сжатый воздух используется для придания заготовке окончательной формы, в результате чего образуется контейнер с двуосной ориентацией.
3. Пригодность материалов
Компания IBM обычно использует такие материалы, как полипропилен (PP) и полиэтилен высокой плотности (HDPE), которые широко применяются в фармацевтической и косметической промышленности.
ISBM оптимизирован для ПЭТ (полиэтилентерефталата), материала, известного своей превосходной прозрачностью и прочностью, идеально подходящего для газированных напитков и бутылок с водой.
4. Применение продукта
| Особенность | IBM | ИСБМ |
| Обычные продукты | Флаконы для глазных капель, косметические баночки, ампулы | Бутылки с водой, бутылки с газировкой, сок |
| Размер бутылки | Малый или средний | Средний до крупного |
| Толщина стенки | Однородный, но более толстый | Тонкие стены с прочной конструкцией |
| Отделка поверхности | Очень плавная работа, высокая точность | Отличная прозрачность |
5. Преимущества и ограничения
| IBM | ИСБМ | |
| Преимущества | 1. Высокая точность размеров. 2. Подходит для мелкосерийного производства. 3. Эффективен для фармацевтической и косметической упаковки. |
1. Превосходная механическая прочность благодаря двухосной ориентации. 2. Превосходная прозрачность и легкий вес контейнеров. 3. Идеально подходит для массового производства. |
| Ограничения | 1. Ограниченный выбор материалов. 2. Не подходит для больших контейнеров. |
1. Более сложная техника. 2. Более высокое энергопотребление. |
6. Вопросы стоимости и производства.
Хотя машины IBM, как правило, более доступны по цене и проще в эксплуатации, они не идеально подходят для высокоскоростного производства. Системы ISBM, несмотря на свою сложность и дороговизну, обеспечивают большую эффективность в массовом производстве, особенно для бутылок из ПЭТ.
Для предприятий, стремящихся к производству прозрачной упаковки в больших объемах, Машины ISBM Зачастую инвестиции в IBM оказываются более выгодными. Однако для компаний, специализирующихся на высокоточной упаковке в фармацевтической или косметической промышленности, IBM предлагает лучший контроль и возможности индивидуальной настройки.
7. Что вам следует выбрать?
Выберите IBM, если ваш бизнес производит небольшие, высокоточные бутылки со средними требованиями к прочности, особенно в сфере здравоохранения или косметики. Выберите ISBM, если вам нужны прозрачные, легкие и прочные бутылки для пищевой промышленности и производства напитков в больших объемах. Ваш выбор в конечном итоге будет зависеть от ваших требований к материалам, объемов производства, сложности конструкции бутылок и конечного рынка сбыта.
 |
 |
| Машина IBM | ISBM Machine |
Часто задаваемые вопросы
В: Какие виды продукции могут производить станки IBM?
А: Станок IBM производит полые пластиковые изделия. К распространенным изделиям относятся бутылки для лекарств, косметики и чистящих средств. Некоторые заводы используют его для изготовления банок, флаконов и небольших контейнеров. Станок лучше всего подходит для изделий, требующих точной формы горлышка и резьбы.
В: Как часто операторам следует проводить техническое обслуживание машин IBM?
А: Операторы должны ежедневно проводить проверки и очистку. Каждую неделю необходимо проводить полный осмотр и смазку. Ежегодное техническое обслуживание включает проверку винта, нагревательных элементов и гидравлической системы. Регулярный уход помогает предотвратить поломки и обеспечивает бесперебойную работу станка IBM.
В: Зачем машинам IBM необходим точный контроль температуры?
А: Точный контроль температуры обеспечивает равномерное плавление смолы. Это предотвращает такие дефекты, как деформация или образование пузырьков. В оборудовании IBM используются нагреватели и датчики для поддержания стабильности процесса. Правильное управление температурой приводит к повышению качества продукции и уменьшению количества отходов.
В: Могут ли новички безопасно работать на оборудовании IBM?
А: Да, новички могут безопасно работать на станке IBM. Они должны соблюдать правила техники безопасности, использовать защитное снаряжение и пройти обучение. Станок оснащен защитными ограждениями и аварийными остановками. Надзор и пошаговые инструкции помогают новым операторам избегать несчастных случаев.
В: Что должны делать операторы, если компьютер IBM внезапно остановился?
А: Операторам следует в первую очередь проверить электропитание. Им следует осмотреть аварийные выключатели, предохранители и автоматические выключатели. Если проблема сохраняется, им следует проверить панель управления на наличие кодов ошибок. Операторы обязаны сообщать о серьезных проблемах руководителю или технику.





















