Uso correcto de una máquina de moldeo por inyección-soplado de un solo paso
Los principiantes suelen preguntarse cómo dominar el funcionamiento de una máquina de moldeo por inyección-soplado de un solo paso. Esta máquina da forma al plástico para crear botellas que se utilizan para medicamentos, cosméticos y productos de limpieza. Muchos fabricantes confían en esta máquina para obtener dimensiones precisas de cuello y rosca, especialmente para botellas pequeñas. Su funcionamiento requiere pasos cuidadosos para garantizar la seguridad y la calidad. Con instrucciones claras, cualquiera puede aprender a manejar una máquina de moldeo por inyección-soplado de un solo paso de forma segura y eficiente.
 |
 |
Características principales
- La máquina de moldeo por inyección-soplado de un solo paso combina la inyección y el moldeo por soplado en un único proceso, lo que ahorra tiempo y mejora la calidad del producto.
- Los operarios deben realizar comprobaciones de seguridad y una correcta configuración de la máquina antes de su uso para garantizar un funcionamiento seguro y eficiente.
- Elegir la resina plástica adecuada y ajustar la temperatura y la presión correctas son factores cruciales para producir productos plásticos de alta calidad.
- Seguir los procedimientos paso a paso para la alimentación, la inyección, el calentamiento, el moldeo por soplado, el enfriamiento y la expulsión ayuda a evitar defectos y garantiza resultados uniformes.
- El mantenimiento regular y la resolución de problemas garantizan el buen funcionamiento de la máquina y previenen problemas comunes, lo que contribuye a la productividad a largo plazo.
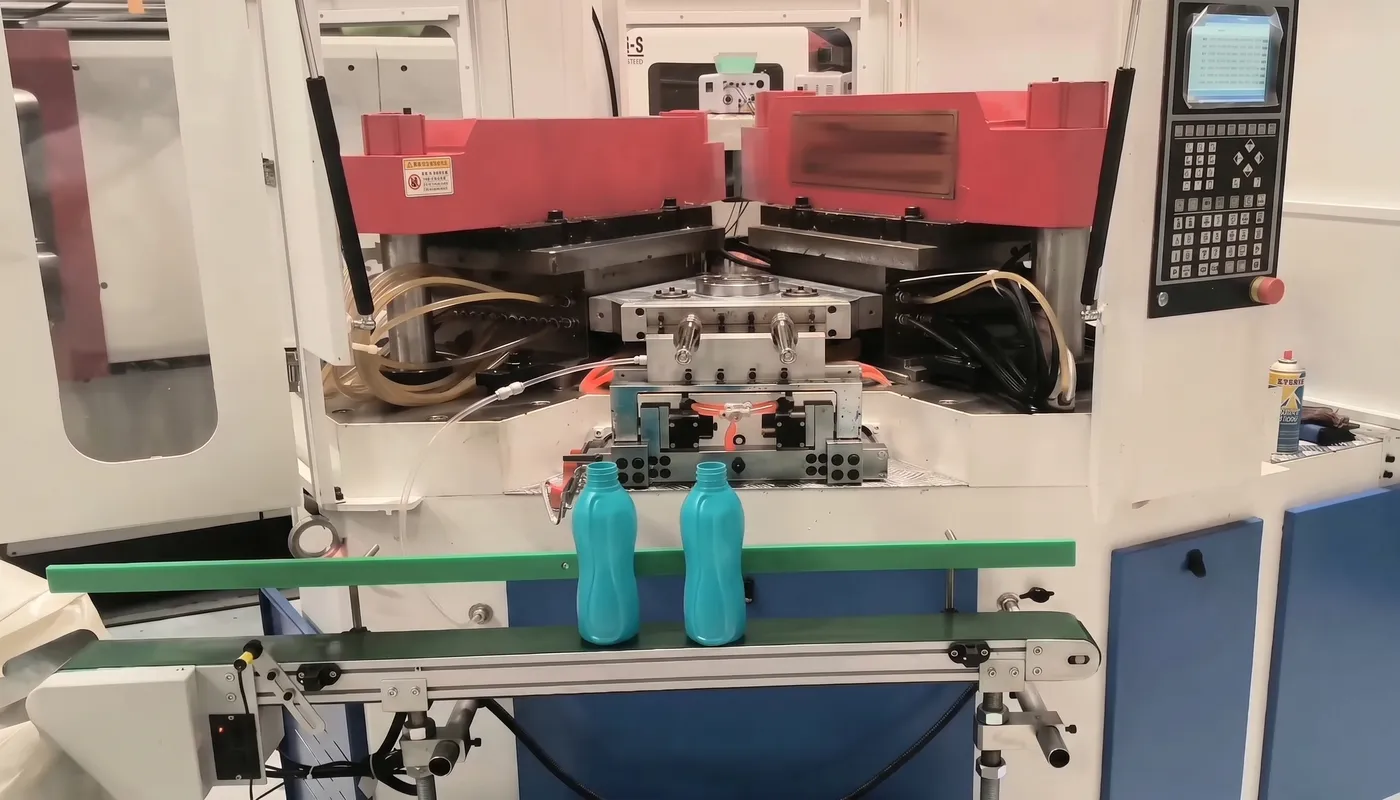
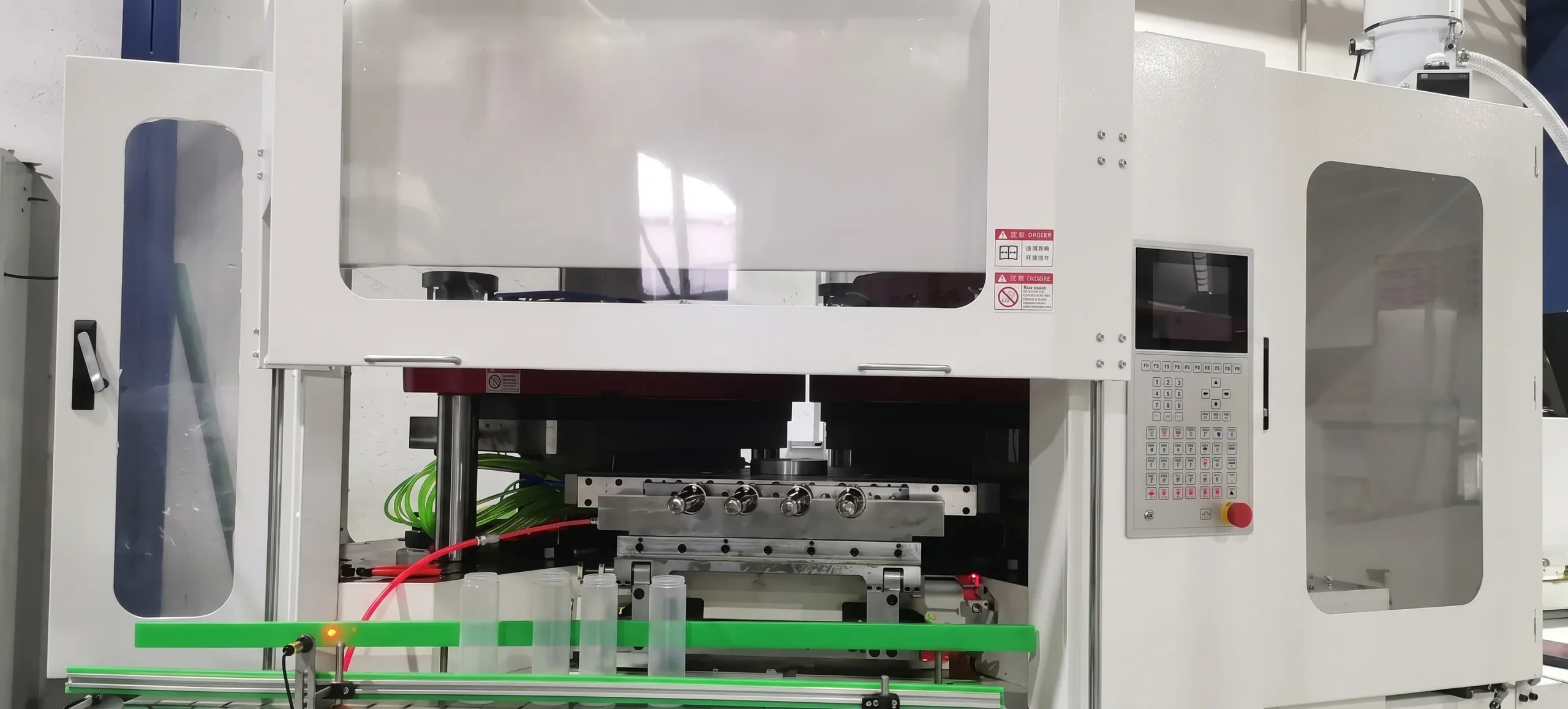
Descripción general de la máquina de moldeo por inyección-soplado de un solo paso.
Componentes clave
Una máquina de moldeo por inyección-soplado de un solo paso, a menudo denominada máquina IBM, consta de varias partes esenciales. Cada componente desempeña una función específica en el proceso de moldeo por inyección-soplado. La siguiente tabla describe los componentes principales y sus funciones:
| Componente | Función |
|---|---|
| Unidad de sujeción | Garantiza la estabilidad del molde y proporciona fuerza de sujeción durante la inyección. |
| Unidad de inyección | Funde el plástico, mezcla los colorantes e inyecta el plástico fundido en el molde. |
| Unidad electrónica | Actúa como el sistema de control o el "cerebro" de la máquina. |
| Sistema hidráulico | Convierte la energía del motor eléctrico en movimientos mecánicos, impulsando así el funcionamiento de la máquina. |
| Sistema de protección | Protege la máquina y al operario garantizando la seguridad durante el funcionamiento de la máquina. |
Estos componentes trabajan conjuntamente para dar soporte al proceso de moldeo por inyección y al proceso de moldeo por soplado dentro de la misma máquina.
¿Cómo funciona?
La máquina IBM integra los procesos de moldeo por inyección y moldeo por soplado en un ciclo continuo. Primero, funde el plástico y lo inyecta en un molde para formar una preforma. A continuación, unos mandriles transfieren la preforma a la unidad de moldeo por soplado. Allí, la preforma se calienta y se infla para que adquiera la forma del producto final. La pieza moldeada gira hasta la unidad de bloqueo del molde para su enfriamiento. Tras el enfriamiento, el mandril se mueve a la posición de expulsión, el molde se abre y se extrae el producto terminado.
Este proceso de moldeo difiere de otros métodos. En un sistema de dos etapas, el proceso de moldeo por inyección y el proceso de moldeo por soplado se realizan en máquinas separadas. El proceso de una etapa máquina de moldeo por inyección-soplado Combina ambos pasos, lo que ahorra tiempo y reduce la manipulación. A diferencia del moldeo por extrusión-soplado, que utiliza un método diferente para formar la preforma, este método de un solo paso optimiza la producción y mejora la eficiencia. La integración de todos los pasos en una sola máquina IBM ayuda a los fabricantes a lograr una mayor calidad y consistencia en el producto.
Pasos de preparación
Controles de seguridad
Antes de poner en marcha la máquina IBM, los operarios deben completar una serie de comprobaciones de seguridad. Estos pasos ayudan a prevenir accidentes y garantizan un funcionamiento correcto.
- Inspeccione el área de trabajo. Retire los escombros, el aceite o el agua del suelo y de la plataforma de la máquina.
- Verifique que todo el equipo de seguridad esté presente y en buen estado de funcionamiento. Esto incluye extintores, botiquines de primeros auxilios y equipos de protección personal (EPP), como gafas de seguridad, guantes y calzado de seguridad.
- Verifique que todos los dispositivos de seguridad mecánicos, hidráulicos y eléctricos estén en su lugar. Las protecciones, cubiertas y puertas de seguridad deben estar correctamente instaladas y en funcionamiento.
- Inspeccione las mangueras, los cables y las herramientas para detectar daños o desgaste.
- Revise los botones de parada de emergencia y asegúrese de que funcionen.
- Asegúrese de que los operarios hayan recibido formación sobre el funcionamiento de la máquina, el bloqueo/etiquetado y los protocolos de seguridad.
- Nunca anule ni modifique ningún dispositivo de seguridad.
- Consejo: Los operarios deben informar de inmediato sobre cualquier peligro para la seguridad o problema con el equipo para evitar lesiones o daños en la maquinaria.
Configuración de la máquina
Una correcta configuración de la máquina sienta las bases para una operación exitosa.
- Limpie a fondo la máquina IBM. Retire cualquier resto de material plástico y lubrique las piezas móviles.
- Prepare las materias primas y los moldes. Asegúrese de que las resinas plásticas, los aditivos y los colorantes estén disponibles y almacenados correctamente.
- Instale el molde correcto y alinéelo firmemente. Verifique la colocación de la boquilla y la alineación del molde para mantener la calidad del producto.
- Encienda la máquina, incluyendo las bombas y los calentadores.
- Ajuste la temperatura y la presión según el tipo de plástico y los requisitos del proyecto.
- Instale equipos auxiliares, como sistemas de refrigeración por aire comprimido y agua.
- Realice una prueba o una producción de muestra para ajustar la configuración e identificar cualquier problema antes de la operación a gran escala.
- Nota: Un espacio de trabajo limpio y organizado reduce el riesgo de resbalones y mejora la eficiencia durante el funcionamiento.

Carga de resina plástica
Selección de resina
Los operarios deben elegir la resina plástica adecuada antes de poner en marcha la máquina IBM. El proceso de selección depende del uso final de los productos plásticos. La mayoría de las resinas termoplásticas, como PET, HDPE, LDPE, PP, PVC y policarbonato, funcionan bien con el moldeo por inyección-soplado. Cada resina ofrece ventajas únicas para diferentes aplicaciones. Por ejemplo, el PET proporciona transparencia y resistencia, lo que lo hace ideal para botellas de bebidas y envases farmacéuticos. El HDPE destaca por su tenacidad y resistencia química, lo que lo hace adecuado para jarras de leche y botellas de detergente. El LDPE es flexible y funciona bien para tubos de cosméticos. El polipropileno resiste el calor y es adecuado para aplicaciones de llenado en caliente, como botellas de jarabe. El PVC es útil por su compatibilidad química en botellas farmacéuticas e industriales. El policarbonato ofrece alta resistencia al impacto y transparencia óptica para usos exigentes.
Al seleccionar una resina, los operadores deben tener en cuenta varios criterios:
- La finalidad prevista de la pieza, incluyendo su resistencia, flexibilidad y resistencia a productos químicos o temperaturas extremas.
- Necesidades estéticas, como el color, la transparencia y el acabado de la superficie.
- Requisitos reglamentarios, incluidas las normas de seguridad alimentaria o de seguridad infantil.
- Propiedades del material, como el comportamiento termoplástico y la familia de resinas.
- Características específicas como resistencia al impacto, resistencia a los rayos UV y tolerancia química.
Estos factores ayudan a garantizar que la resina cumpla con los requisitos de los componentes plásticos huecos y los envases de plástico desechables.
Llenado de la tolva
Tras seleccionar la resina adecuada, los operarios deben llenar la tolva de la máquina IBM. La tolva almacena y alimenta los gránulos de plástico a la máquina para su fusión. Los operarios deben comprobar que la tolva esté limpia y libre de residuos. Deben verter los gránulos de resina seleccionados en la tolva, evitando la contaminación con polvo u otras sustancias. Una alimentación constante ayuda a mantener la calidad del producto y previene obstrucciones. Los operarios deben controlar el nivel de la tolva durante la producción y rellenarla según sea necesario para evitar interrupciones. Un manejo adecuado en esta etapa garantiza un funcionamiento eficiente y una producción de alta calidad.
*Consejo: Utilice siempre guantes y gafas de seguridad al manipular resina para evitar irritaciones en la piel o los ojos.
Configuración de parámetros
Temperatura y presión
Los operarios deben ajustar la temperatura y la presión correctas antes de poner en marcha la máquina IBM. Estos parámetros son fundamentales para la producción de productos plásticos de alta calidad. El precalentamiento garantiza un secado adecuado y una fusión uniforme de la resina. La mayoría de las resinas requieren un contenido de humedad inferior a 0,11 TP3T a 0,041 TP3T para obtener los mejores resultados. Los operarios suelen utilizar el secado con aire caliente a 130 °C a 150 °C durante tres a cinco horas o el secado al vacío a 150 °C durante cuatro a cinco horas. Este paso previene defectos causados por la humedad.
La temperatura del cilindro debe mantenerse por encima del punto de fluidez o fusión de la resina, pero por debajo de su temperatura de descomposición. Por ejemplo, las temperaturas de moldeo para resinas comunes como SIVERAS™ oscilan entre 315 °C y 350 °C. Los operarios pueden ajustar la temperatura entre 10 °C y 20 °C para boquillas largas o estrechas. La temperatura del molde también afecta al producto final. Las temperaturas más altas del molde, generalmente entre 90 °C y 130 °C, mejoran el llenado y la resistencia de la soldadura, pero pueden aumentar el tiempo de ciclo.
La presión de inyección debe coincidir con el tipo de resina y el diseño del molde. La mayoría de las máquinas IBM funcionan con presiones de inyección de 20 MPa a 90 MPa. Se recomienda comenzar con una presión baja e incrementarla gradualmente. Este método ayuda a evitar defectos como la formación de chorros o ampollas. La presión de mantenimiento, aplicada después de que la cavidad se llena, garantiza que el producto conserve su forma y densidad. La velocidad del husillo también es importante. Las velocidades más altas aumentan el calor de cizallamiento, pero pueden provocar una fusión irregular si se ajustan demasiado.
*Consejo: Los operarios deben controlar la temperatura y la presión durante todo el proceso de producción. Pequeños ajustes pueden prevenir defectos y mejorar la calidad del producto.
 |
 |
| Material PET | Material PP |
 |
 |
| Material LDPE | Material de HDPE |
Calibración de moldes
La calibración del molde garantiza que la máquina IBM produzca piezas con dimensiones precisas y calidad uniforme. Los operarios deben alinear correctamente el molde y comprobar que no haya huecos ni desalineaciones. Antes de cada ciclo de producción, deben inspeccionar la superficie del molde para detectar desgaste o daños. Una calibración adecuada reduce el riesgo de rebabas, defectos en la inyección o espesores de pared irregulares.
Los operarios realizan pruebas para ajustar con precisión la posición del molde y la fuerza de sujeción. Miden las piezas de muestra y las comparan con las especificaciones de diseño. Si las mediciones quedan fuera del rango aceptable, ajustan la posición del molde o la configuración de la máquina. Las comprobaciones de calibración periódicas ayudan a mantener la uniformidad del producto y a reducir el desperdicio.
Un molde bien calibrado también mejora la eficiencia del ciclo. Las máquinas IBM pueden funcionar durante más tiempo sin interrupciones cuando el molde se mantiene en buen estado. Los operarios deben documentar los ajustes de calibración para futuras consultas. Esta práctica facilita la configuración y la resolución de problemas durante las siguientes series de producción.
*Nota: Una calibración constante del molde reduce los defectos y mejora la calidad de los productos terminados.
Guía de uso paso a paso
El funcionamiento de una máquina de moldeo por soplado e inyección de un solo paso requiere una secuencia precisa de acciones. Esta guía de uso paso a paso explica cada etapa, desde la alimentación de la resina hasta la expulsión de las piezas moldeadas por soplado. Una atención meticulosa a la temperatura, el tiempo y la inspección garantiza que el proceso de moldeo por soplado produzca resultados de alta calidad.
Alimentación y fusión
Los operarios comienzan alimentando la tolva con resina plástica. La máquina IBM utiliza una temperatura controlada en la garganta de alimentación para evitar que la resina se apelmace o forme puentes. Si la garganta de alimentación se calienta demasiado, los gránulos de resina pueden fundirse prematuramente, provocando obstrucciones y la interrupción del funcionamiento. La mayoría de las máquinas utilizan canales de agua para mantener la garganta de alimentación a la temperatura recomendada, generalmente no inferior a 54 °C (130 °F). Para resinas secadas antes de su uso, ajustar la garganta de alimentación unos -11 °C (20 °F) por debajo de la temperatura de secado ayuda a evitar la condensación y mantiene un flujo uniforme de la resina. Una alimentación constante y un control preciso de la temperatura garantizan que la resina se mueva de manera eficiente hacia el husillo y el cilindro, donde se funde de manera uniforme. Algunas máquinas avanzadas utilizan tecnología de calentamiento por conducción para mejorar la eficiencia de fusión, pero la mayoría se basa en extrusoras de husillo tradicionales.
*Consejo: Los operarios deben supervisar la tolva y la boca de alimentación con regularidad para evitar interrupciones en el proceso de moldeo por soplado.

Creación de preformas y inyección
Una vez fundida la resina, la máquina IBM inicia el proceso de moldeo por inyección. El molde se cierra y se sujeta con la fuerza preestablecida. La unidad de inyección empuja el plástico fundido hacia la cavidad del molde, formando la preforma. Varios factores influyen en la calidad de la preforma:
- El diseño y la precisión del molde afectan a la exactitud dimensional.
- Propiedades del material, como el peso molecular, la resistencia al impacto y la estabilidad.
- El control de la temperatura en la tolva, el cilindro y el molde garantiza una fusión y un flujo óptimos.
- La presión de inyección, la velocidad del tornillo y el tiempo de espera determinan la eficacia con la que se llena la cavidad.
- Los sistemas de refrigeración del molde ayudan a controlar la contracción y la deformación.
Los operarios deben optimizar estos parámetros para reducir defectos como la deformación o el grosor irregular. La presión y la duración del empaquetado son especialmente importantes para las preformas de PET, ya que minimizan la contracción y mantienen su forma. Los controles de calidad durante esta etapa ayudan a detectar los problemas a tiempo.
| Factor | Influencia en la calidad de las preformas |
|---|---|
| Selección de materiales | El tipo de resina influye en la resistencia al calor, la resistencia química y las propiedades mecánicas, lo que repercute en la calidad final. |
| Diseño de moldes | La precisión garantiza la correcta formación del embrión y la exactitud dimensional. |
| Control de temperatura | La regulación multizona mantiene el material en el mejor estado para el moldeo. |
| Parámetros del proceso | La velocidad del tornillo, la presión de inyección y el tiempo influyen en la fusión y la uniformidad. |
| Sistema de refrigeración | Una refrigeración eficiente reduce la deformación y mejora la calidad del producto. |
Calentamiento de preformas
Tras dar forma a la preforma, la máquina IBM la transfiere a la estación de calentamiento. Un calentamiento uniforme es esencial para la siguiente etapa del proceso de moldeo por soplado. Unas bandas calefactoras de cerámica envuelven la preforma, proporcionando una distribución uniforme del calor. Los operarios utilizan controles de temperatura precisos para evitar el sobrecalentamiento o el calentamiento insuficiente. Algunos sistemas emplean tiras calefactoras de cerámica para un calentamiento uniforme a lo largo de la preforma. Las máquinas más avanzadas pueden utilizar calentamiento por inducción para calentar áreas específicas, asegurando que toda la preforma alcance la temperatura correcta. Las estrategias de control de dos puntos y los controladores PID contribuyen a mantener la uniformidad, reduciendo el riesgo de defectos en las piezas moldeadas por soplado finales.
*Nota: Un calentamiento uniforme de la preforma da como resultado un mejor flujo del material y formas de botella más consistentes.
 |
 |
Proceso de moldeo por soplado
La preforma calentada se introduce en la unidad de moldeo por soplado. El molde se cierra alrededor de la preforma y el aire comprimido la infla contra las paredes del molde. Este paso da forma al plástico hasta adquirir su forma final. Los operarios deben controlar varios parámetros críticos durante el proceso de moldeo por soplado:
| Parámetro crítico | Impacto del defecto | Causas a monitorear | Controles recomendados |
|---|---|---|---|
| Espesor de la pared | Paredes irregulares, volumen inconsistente | Fluctuaciones en el flujo de fusión, desgaste del cabezal de la matriz | Ajustar los parámetros de extrusión, inspeccionar el cabezal de la matriz |
| Consistencia del flujo de fusión | Reventones, defectos superficiales | Velocidad inconsistente, defectos en la preforma | Mantener condiciones estables, realizar controles periódicos. |
| Diseño del canal de refrigeración | Defectos superficiales, fondos de balancín | Refrigeración irregular, canales obstruidos | Optimizar la disposición, mantener el flujo de refrigerante |
| Fuerza de sujeción y presión de aire | Soldaduras deficientes, reventones | Aire de baja presión e inestable | Calibrar y estabilizar la configuración |
| Temperatura del material | Defectos superficiales, soldaduras deficientes | Temperatura de procesamiento incorrecta | Ajustar dentro del rango recomendado |
| Diseño de moldes | Problemas de deformación y espesor de pared | Ángulos de tiro deficientes, dimensiones de la cavidad | Optimizar para uniformidad y refrigeración |
| Mantenimiento de equipos | Defectos múltiples | Componentes desgastados, contaminación | Inspección y limpieza periódicas |
Los operarios deben ajustar la presión de aire y la fuerza de sujeción para asegurar una expansión uniforme de la preforma. El control del espesor de la pared y la temperatura ayuda a prevenir defectos como zonas delgadas o roturas. Los protocolos de control de calidad, incluidas las comprobaciones dimensionales, garantizan resultados consistentes.
Refrigeración y expulsión
El enfriamiento es la etapa más larga del ciclo de operación. La máquina IBM utiliza canales de agua en el molde para disipar el calor de las piezas moldeadas por soplado. Para productos de paredes delgadas, el enfriamiento completo antes de la eyección garantiza que la pieza mantenga su forma. Para piezas más gruesas, los operarios pueden eyectarlas antes, una vez que la capa exterior se solidifica lo suficiente como para resistir la deformación. Esta práctica aumenta la productividad, pero requiere una supervisión cuidadosa para evitar deformaciones o contracciones durante el enfriamiento por aire. Los pasadores eyectores u otros mecanismos retiran la pieza terminada del molde. Los operarios deben inspeccionar cada pieza en busca de defectos antes de comenzar el siguiente ciclo.
*Consejo: Optimizar el diseño y la sincronización del sistema de refrigeración ayuda a equilibrar la calidad del producto y la velocidad de producción en el proceso de moldeo por soplado.
La guía de uso paso a paso proporciona instrucciones claras para quienes aprenden a operar una máquina de moldeo por soplado e inyección de un solo paso. Siguiendo cada etapa con atención y controlando los parámetros clave, los operarios pueden producir piezas moldeadas por soplado de alta calidad con total confianza.

Solución de problemas y control de calidad
Problemas comunes
Los operarios suelen encontrar diversos problemas al utilizar una máquina de moldeo por inyección-soplado de un solo paso. Muchos de estos problemas se derivan de la integración de los procesos de moldeo por inyección y soplado. Parámetros de ciclo incorrectos, como una temperatura, un tiempo de ciclo o un tiempo de enfriamiento inadecuados, pueden provocar defectos en los productos terminados. Los moldes sucios o el uso de agentes desmoldantes de baja calidad también dan lugar a piezas de mala calidad. Los operarios deben ajustar los parámetros del ciclo a la configuración óptima y limpiar los moldes a fondo para eliminar los contaminantes. El uso de productos desmoldantes de alta calidad diseñados para el moldeo por soplado mejora la eficiencia.
Algunos problemas frecuentes relacionados con las máquinas incluyen:
- La máquina no arranca: Los operarios deben comprobar la fuente de alimentación, inspeccionar los cables y verificar los niveles de temperatura dentro de las cámaras. También puede ser necesario ajustar la configuración del interruptor de presión.
- La máquina no se detiene: inspeccionar el interruptor de presión, comprobar los niveles de aceite hidráulico y buscar fugas en las mangueras puede solucionar este problema.
- La máquina no mantiene la presión: comprobar las conexiones del cableado, detectar fugas de aire y sustituir los filtros obstruidos o las juntas desgastadas suele solucionar este problema.
- La máquina hace ruido: los operarios deben verificar el control de velocidad del motor, comprobar si hay fugas e inspeccionar los moldes en busca de grietas que provoquen vibraciones.
Los operarios siempre deben restablecer los interruptores automáticos y comprobar si hay obstrucciones en las tuberías antes de llamar a un profesional para que les ayude.
Consejos de inspección
El control de calidad garantiza que cada pieza producida por la máquina IBM cumpla con los estándares requeridos. Los operarios deben seguir un enfoque estructurado para mantener la consistencia y prevenir defectos. Los siguientes pasos ayudan a lograr resultados fiables:
- Calificación de la instalación (IQ): Verifique que la máquina y la infraestructura de IBM estén instaladas correctamente.
- Calificación Operativa (CO): Confirmar que el equipo funciona dentro de los rangos operativos especificados.
- Calificación de desempeño (PQ): Demostrar que el proceso produce consistentemente piezas que cumplen con los criterios de calidad.
- Supervise las variables críticas: realice un seguimiento de la temperatura, la presión y los tiempos de ciclo para mejorar la consistencia y detectar desviaciones con antelación.
- Mantenimiento rutinario: Limpie, lubrique e inspeccione los componentes de la máquina periódicamente para prevenir defectos y prolongar su vida útil.
- Capacitación de operadores: Dotar al personal de las habilidades necesarias para el manejo de la maquinaria, la resolución de problemas y la seguridad.
- Inspecciones de control de calidad: Revise los artículos producidos con frecuencia para detectar defectos a tiempo.
- Ajuste de los parámetros del proceso: Ajuste la temperatura de extrusión e inspeccione los moldes para mantener un espesor de pared uniforme y evitar defectos en la superficie.
Mantener un valor de amortiguación constante durante el moldeo por inyección ayuda a lograr dimensiones uniformes en las piezas y previene la degradación de la resina. Los operarios también deben inspeccionar los sellos y las válvulas para evitar fugas y ajustar la presión del aire según sea necesario. Siguiendo estos pasos, pueden mejorar la calidad del producto y aumentar la tasa de producción de la máquina IBM. El análisis regular de datos y las mejoras en los procesos ayudan a optimizar la eficiencia y garantizar el cumplimiento normativo.
 |
 |
 |
 |
Seguridad y mantenimiento
Cuidado diario
Los operarios mantienen la máquina IBM en óptimas condiciones siguiendo una rutina de mantenimiento diaria. Comienzan cada turno con una inspección visual para detectar fallos o fugas. Un miembro del equipo utiliza una lista de verificación para revisar la máquina de moldeo por inyección e identificar problemas a tiempo. La limpieza del cilindro, eliminando los restos de plástico, previene la contaminación. Los operarios drenan el agua del enfriador de aceite hidráulico y del enfriador del molde con compresores de aire para evitar la oxidación. La lubricación de las piezas móviles, como las bisagras y los ejes de transmisión, garantiza un funcionamiento suave.
También supervisan los filtros de derivación y succión de aceite, revisan los manómetros y limpian o reemplazan los cartuchos según sea necesario. El ventilador de refrigeración del motor y la caja eléctrica requieren limpieza regular para evitar el sobrecalentamiento. Los operarios retiran los residuos de la mesa de la máquina y mantienen abierto el puerto de retorno de aceite. Las bolas de naftalina en la caja eléctrica ayudan a prevenir daños por roedores. Las comprobaciones de seguridad incluyen verificar los botones de parada de emergencia, inspeccionar todas las protecciones de seguridad y confirmar que las cubiertas eléctricas estén cerradas. Los operarios nunca introducen las manos en la zona de sujeción del molde ni en la tolva mientras la máquina IBM está en funcionamiento. El mantenimiento diario regular ayuda a prevenir el desgaste, mantener la seguridad y garantizar una alta calidad del producto.
Mantenimiento a largo plazo
El mantenimiento a largo plazo garantiza el funcionamiento eficiente de la máquina IBM durante años. Los operarios revisan los niveles de aceite hidráulico semanalmente y envían muestras de aceite para análisis de laboratorio cada cuatro meses. Anualmente, desmontan el tornillo para inspeccionar el vástago, las paletas y el diámetro interior del cilindro. Las bandas calefactoras se revisan con una sonda de temperatura para detectar cables dañados. El intercambiador de calor recibe un lavado con ácido suave y una inspección de la bobina una vez al año para evitar el sobrecalentamiento.
El armario eléctrico se mantiene limpio y libre de aceite o residuos. Se revisan los conjuntos de ventiladores y la estanqueidad de los terminales, y se corrigen los daños eléctricos. Los conjuntos hidráulicos, incluyendo bombas, válvulas y mangueras, se inspeccionan para detectar fugas y ruidos inusuales. Se revisan los orificios de las placas para detectar daños y se repasan las roscas si es necesario. Los operarios pulen las placas entre los cambios de molde y comprueban el correcto funcionamiento de los casquillos, las barras de acoplamiento y los sistemas de lubricación.
El mantenimiento programado reduce el tiempo de inactividad no planificado y garantiza un rendimiento óptimo de la máquina IBM. El funcionamiento de una máquina de moldeo por inyección-soplado de un solo paso implica varios pasos clave:
1. Preparar y cargar materias primas de calidad. 2. Ajustar la temperatura y la presión del aire con precisión. 3. Supervisar atentamente el proceso de moldeo. 4. Garantizar un enfriamiento adecuado y una eyección fluida. 5. Solucionar problemas y realizar el mantenimiento de la máquina.
La seguridad, el mantenimiento regular y la supervisión cuidadosa ayudan a prevenir errores comunes como deformaciones o fallos en la inyección. Los principiantes se benefician de guías paso a paso, tablas de solución de problemas y consejos de expertos. Con práctica y aprendizaje continuo, cualquiera puede dominar el proceso de moldeo por soplado y producir productos plásticos de alta calidad.
IBM contra la máquina ISBM
En la industria del embalaje plástico, seleccionar la tecnología de moldeo adecuada es fundamental para garantizar la calidad, la resistencia y la funcionalidad del producto final. Entre las tecnologías más utilizadas se encuentran el moldeo por inyección-soplado (IBM) y el moldeo por inyección-estirado-soplado (ISBM). Si bien estos dos métodos pueden parecer similares, difieren significativamente en cuanto a proceso, aplicación y características del producto.
1. Descripción general de IBM e ISBM
El moldeo por inyección-soplado (IBM) es un proceso que combina el moldeo por inyección y el moldeo por soplado para producir productos plásticos huecos en tres etapas: inyección, soplado y eyección. Se utiliza principalmente para la producción de envases pequeños de alta precisión.
Por otro lado, el moldeo por inyección-estirado-soplado (ISBM) consiste en estirar el material plástico durante la fase de soplado para mejorar la transparencia y la resistencia mecánica. Esta técnica se utiliza ampliamente en la producción de botellas de PET para bebidas y otros productos de consumo.
2. Comparación de procesos
Pasos del proceso de IBM:
El plástico se inyecta en un molde para formar una preforma o parison.
La preforma se transfiere a un molde de soplado.
Se utiliza aire comprimido para inflar la preforma y darle la forma final del contenedor.
El contenedor se enfría y se expulsa.
Pasos del proceso ISBM:
La preforma se crea mediante moldeo por inyección.
La preforma se recalienta y se coloca en un molde de soplado y estirado.
Una varilla de estiramiento alarga la preforma.
Se utiliza aire comprimido para dar forma final a la preforma, creando un contenedor con orientación biaxial.
3. Idoneidad del material
IBM suele utilizar materiales como el PP (polipropileno) y el HDPE (polietileno de alta densidad), que son comunes en aplicaciones farmacéuticas y cosméticas.
ISBM está optimizado para PET (tereftalato de polietileno), un material conocido por su excelente transparencia y resistencia, ideal para bebidas carbonatadas y botellas de agua.
4. Aplicación del producto
| Característica | IBM | ISBM |
| Productos comunes | Frascos de gotas para los ojos, tarros de cosméticos, viales | Botellas de agua, botellas de refresco, zumo |
| Tamaño de la botella | De pequeño a mediano | De mediano a grande |
| Espesor de la pared | Uniforme pero más grueso | Paredes delgadas con estructura resistente |
| Acabado de la superficie | Muy suave, de alta precisión | Excelente transparencia |
5. Ventajas y limitaciones
| IBM | ISBM | |
| Ventajas | 1. Alta precisión dimensional. 2. Adecuado para la producción en pequeñas cantidades. 3. Eficiente para envases farmacéuticos y cosméticos. |
1. Excelente resistencia mecánica gracias a su orientación biaxial. 2. Claridad superior y envases ligeros. 3. Ideal para la producción en masa. |
| Limitaciones | 1. Opciones de materiales limitadas. 2. No apto para contenedores grandes. |
1. Maquinaria más compleja. 2. Mayor consumo de energía. |
6. Consideraciones sobre costos y producción
Si bien las máquinas IBM suelen ser más económicas y fáciles de usar, no son ideales para la producción a alta velocidad. Los sistemas ISBM, aunque más complejos y costosos, ofrecen mayor eficiencia en la producción en masa, especialmente para botellas de PET.
Para las empresas que buscan envases transparentes de gran volumen, el Máquinas ISBM Suelen ser la mejor inversión. Sin embargo, para las empresas centradas en el envasado de precisión en productos farmacéuticos o cosméticos, IBM ofrece un mayor control y personalización.
7. ¿Cuál debería elegir?
Elija IBM si su empresa produce botellas pequeñas y precisas con requisitos de resistencia moderados, especialmente en la industria de la salud o la belleza. Elija ISBM si necesita botellas transparentes, ligeras y resistentes para aplicaciones de alimentos y bebidas en grandes volúmenes. Su elección dependerá en última instancia de sus requisitos de materiales, volumen de producción, complejidad del diseño de la botella y mercado de uso final.
 |
 |
| Máquina IBM | Máquina ISBM |
Preguntas frecuentes
P: ¿Qué tipos de productos puede fabricar IBM Machine?
A: La máquina IBM produce artículos de plástico huecos. Entre los productos más comunes se incluyen botellas para medicamentos, cosméticos y productos de limpieza. Algunas fábricas la utilizan para frascos, viales y pequeños recipientes. La máquina funciona mejor para artículos que requieren cuellos y roscas con formas precisas.
P: ¿Con qué frecuencia deben los operadores realizar el mantenimiento de las máquinas IBM?
A: Los operarios deben realizar comprobaciones y limpiezas diarias. Deben completar una inspección y lubricación completas cada semana. El mantenimiento anual incluye la revisión del tornillo, las bandas calefactoras y el sistema hidráulico. El cuidado regular ayuda a prevenir averías y garantiza el buen funcionamiento de la máquina IBM.
P: ¿Por qué las máquinas IBM necesitan un control preciso de la temperatura?
A: El control preciso de la temperatura garantiza que la resina se funda de manera uniforme. Esto evita defectos como deformaciones o burbujas. La máquina IBM utiliza calentadores y sensores para mantener el proceso estable. Una buena gestión de la temperatura se traduce en una mayor calidad del producto y menos desperdicio.
P: ¿Pueden los principiantes operar una máquina IBM de forma segura?
Sí, los principiantes pueden operar la máquina IBM de forma segura. Deben seguir las normas de seguridad, usar equipo de protección y completar la capacitación. La máquina incluye protecciones y paradas de emergencia. La supervisión y las guías paso a paso ayudan a los nuevos operadores a evitar accidentes.
P: ¿Qué deben hacer los operadores si una máquina IBM se detiene repentinamente?
A: Los operarios deben comprobar primero la fuente de alimentación. Deben inspeccionar los interruptores de emergencia, los fusibles y los disyuntores. Si el problema persiste, deben revisar el panel de control en busca de códigos de error. Los operarios deben informar de los problemas graves a un supervisor o técnico.





















