Utiliser correctement une machine de moulage par injection-soufflage en une étape
Les débutants se demandent souvent comment maîtriser le fonctionnement d'une machine de moulage par injection-soufflage en une étape. Cette machine permet de fabriquer des flacons en plastique destinés aux médicaments, aux cosmétiques et aux produits d'entretien. De nombreux fabricants font confiance à cette machine pour la précision des dimensions du col et du filetage, notamment pour les petits flacons. Son utilisation requiert une grande rigueur afin de garantir sécurité et qualité. Grâce à des instructions claires, chacun peut apprendre à utiliser une machine de moulage par injection-soufflage en une étape de manière sûre et efficace.
 |
 |
Caractéristiques principales
- La machine de moulage par injection-soufflage en une seule étape combine le moulage par injection et le moulage par soufflage en un seul processus, ce qui permet de gagner du temps et d'améliorer la qualité du produit.
- Les opérateurs doivent effectuer des contrôles de sécurité et un réglage correct de la machine avant utilisation afin de garantir un fonctionnement sûr et efficace.
- Le choix de la résine plastique appropriée et le réglage correct de la température et de la pression sont essentiels pour produire des produits en plastique de haute qualité.
- Le respect des procédures étape par étape pour l'alimentation, l'injection, le chauffage, le moulage par soufflage, le refroidissement et l'éjection permet d'éviter les défauts et garantit des résultats constants.
- Un entretien et un dépannage réguliers assurent le bon fonctionnement de la machine et préviennent les problèmes courants, favorisant ainsi une productivité à long terme.
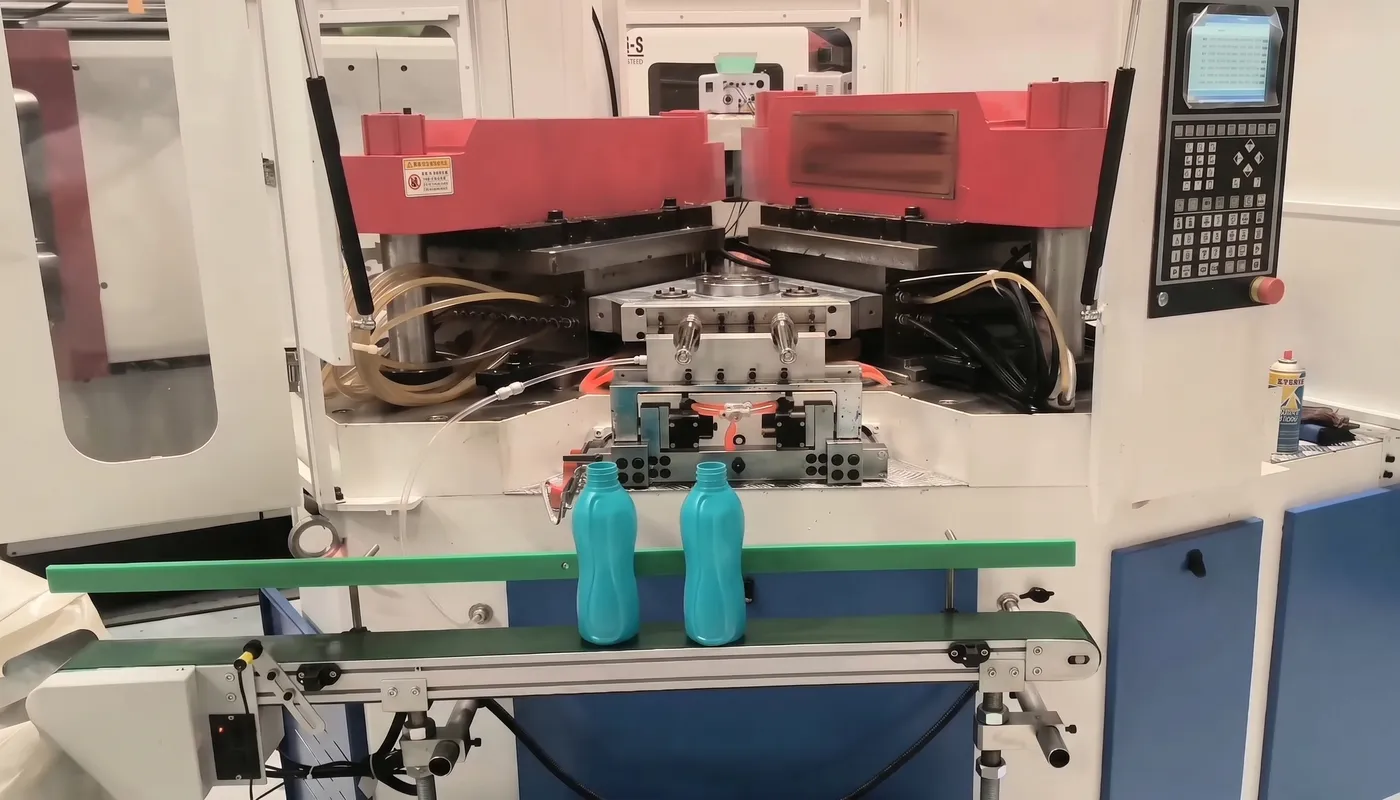
Présentation de la machine de moulage par injection-soufflage en une étape
Composants clés
Une machine de moulage par injection-soufflage en une étape, souvent appelée machine IBM, comprend plusieurs pièces essentielles. Chaque composant joue un rôle spécifique dans le processus de moulage par injection-soufflage. Le tableau ci-dessous présente les principaux composants et leurs fonctions :
| Composant | Fonction |
|---|---|
| Unité de serrage | Assure la stabilité du moule et fournit une force de serrage pendant l'injection. |
| Unité d'injection | Elle fait fondre le plastique, mélange les colorants et injecte le plastique fondu dans le moule. |
| Unité électronique | Il fait office de système de contrôle ou de « cerveau » de la machine. |
| Système hydraulique | Convertit la puissance du moteur électrique en mouvements mécaniques, alimentant ainsi le fonctionnement de la machine. |
| Système de protection | Assure la sécurité de la machine et de l'opérateur pendant le fonctionnement de la machine. |
Ces composants fonctionnent ensemble pour prendre en charge le processus de moulage par injection et le processus de moulage par soufflage au sein d'une même machine.
Comment ça marche ?
La machine IBM intègre les procédés de moulage par injection et de soufflage en un seul cycle continu. Elle commence par faire fondre le plastique et l'injecte dans un moule pour former une préforme. Des mandrins transfèrent ensuite la préforme vers l'unité de soufflage. Là, la préforme est chauffée et gonflée pour prendre la forme du produit final. La pièce moulée par soufflage est ensuite placée dans l'unité de verrouillage du moule pour refroidir. Après refroidissement, le mandrin se déplace vers l'éjecteur, le moule s'ouvre et le produit fini est extrait.
Ce procédé de moulage diffère des autres méthodes. Dans un système à deux étapes, le moulage par injection et le moulage par soufflage se déroulent sur des machines distinctes. machine de moulage par injection-soufflage Ce procédé combine les deux étapes, ce qui permet un gain de temps et une réduction des manipulations. Contrairement au moulage par extrusion-soufflage, qui utilise une approche différente pour former la paraison, cette méthode en une seule étape rationalise la production et améliore l'efficacité. L'intégration de toutes les étapes dans une seule machine IBM aide les fabricants à obtenir une meilleure qualité et une plus grande homogénéité de leurs produits.
Étapes de préparation
Contrôles de sécurité
Avant de mettre en marche la machine IBM, les opérateurs doivent effectuer une série de contrôles de sécurité. Ces étapes contribuent à prévenir les accidents et à garantir un bon fonctionnement.
- Inspectez l'espace de travail. Enlevez les débris, l'huile ou l'eau du sol et de la plateforme de la machine.
- Vérifiez que tout le matériel de sécurité est présent et fonctionnel. Cela comprend les extincteurs, les trousses de premiers secours et les équipements de protection individuelle (EPI) tels que les lunettes de sécurité, les gants et les chaussures de sécurité.
- Vérifiez que tous les dispositifs de sécurité mécaniques, hydrauliques et électriques sont en place. Les protections, les couvercles et les portes de sécurité doivent être correctement installés et fonctionnels.
- Inspectez les tuyaux, les câbles et l'outillage pour détecter tout dommage ou usure.
- Vérifiez les boutons d'arrêt d'urgence et assurez-vous de leur bon fonctionnement.
- S'assurer que les opérateurs ont reçu une formation sur le fonctionnement des machines, les procédures de consignation/déconsignation et les protocoles de sécurité.
- Ne jamais contourner ni modifier un dispositif de sécurité.
- Conseil : Les opérateurs doivent signaler immédiatement tout danger pour la sécurité ou tout problème d'équipement afin d'éviter les blessures ou les dommages matériels.
Configuration de la machine
Un réglage correct de la machine constitue la base d'une opération réussie.
- Nettoyez soigneusement la machine IBM. Enlevez tout résidu de plastique et lubrifiez les pièces mobiles.
- Préparer les matières premières et les moules. S'assurer que les résines plastiques, les additifs et les colorants sont disponibles et stockés correctement.
- Installez le moule approprié et alignez-le correctement. Vérifiez le positionnement de la buse et l'alignement du moule afin de garantir la qualité du produit.
- Mise en marche de la machine, y compris des pompes et des éléments chauffants.
- Ajustez les paramètres de température et de pression en fonction du type de plastique et des exigences du projet.
- Mettre en place les équipements auxiliaires, tels que les systèmes de refroidissement à air comprimé et à eau.
- Effectuez un essai ou une production d'échantillons pour peaufiner les réglages et identifier tout problème avant la mise en service à grande échelle.
- Remarque : Un espace de travail propre et organisé réduit les risques de glissade et améliore l'efficacité pendant les opérations.

Chargement de résine plastique
Sélection de la résine
Avant de mettre en marche la machine IBM, les opérateurs doivent choisir la résine plastique appropriée. Ce choix dépend de l'utilisation finale des produits. La plupart des résines thermoplastiques, comme le PET, le PEHD, le PEBD, le PP, le PVC et le polycarbonate, conviennent parfaitement au moulage par injection-soufflage. Chaque résine offre des avantages spécifiques pour différentes applications. Par exemple, le PET, grâce à sa transparence et sa résistance, est idéal pour les bouteilles de boissons et les flacons pharmaceutiques. Le PEHD se distingue par sa robustesse et sa résistance chimique, ce qui le rend adapté aux bidons de lait et aux flacons de détergent. Le PEBD est flexible et convient parfaitement aux tubes cosmétiques. Le polypropylène résiste à la chaleur et est idéal pour les applications de remplissage à chaud, comme les bouteilles de sirop. Le PVC est apprécié pour sa compatibilité chimique dans les flacons pharmaceutiques et industriels. Le polycarbonate offre une haute résistance aux chocs et une transparence optique optimale pour les applications exigeantes.
Lors du choix d'une résine, les opérateurs doivent prendre en compte plusieurs critères :
- L'usage prévu de la pièce, notamment sa résistance, sa flexibilité et son exposition aux produits chimiques ou à la température.
- Besoins esthétiques, tels que la couleur, la transparence et la finition de surface.
- Exigences réglementaires, notamment en matière de sécurité alimentaire ou de sécurité des enfants.
- Les propriétés du matériau, telles que le comportement thermoplastique et la famille de résine.
- Caractéristiques spécifiques telles que la résistance aux chocs, la résistance aux UV et la tolérance chimique.
Ces facteurs contribuent à garantir que la résine corresponde aux besoins des composants en plastique creux et des contenants en plastique jetables.
Remplissage de la trémie
Après avoir sélectionné la résine appropriée, les opérateurs doivent remplir la trémie de la machine IBM. Cette trémie stocke et alimente la machine en granulés de plastique pour la fusion. Les opérateurs doivent vérifier que la trémie est propre et exempte de résidus. Ils doivent verser les granulés de résine choisis dans la trémie en évitant toute contamination par de la poussière ou d'autres substances. Une alimentation régulière contribue à maintenir la qualité du produit et prévient les obstructions. Les opérateurs doivent surveiller le niveau de la trémie pendant la production et la remplir au besoin afin d'éviter les interruptions. Une manipulation correcte à cette étape garantit un fonctionnement efficace et une production de haute qualité.
*Conseil : Portez toujours des gants et des lunettes de sécurité lorsque vous manipulez de la résine afin d’éviter les irritations cutanées ou oculaires.
Paramétrage des paramètres
Température et pression
Avant de démarrer la machine IBM, les opérateurs doivent régler correctement la température et la pression. Ces paramètres sont essentiels à la production de pièces plastiques de haute qualité. Le préchauffage garantit un séchage optimal et une fusion homogène de la résine. Pour des résultats optimaux, la plupart des résines nécessitent une teneur en humidité inférieure à 0,11 TP3T et à 0,041 TP3T. Le séchage à l'air chaud (130 °C à 150 °C) pendant trois à cinq heures, ou le séchage sous vide (150 °C) pendant quatre à cinq heures, sont généralement utilisés. Cette étape permet d'éviter les défauts liés à l'humidité.
La température du cylindre doit rester supérieure au point de fusion ou d'écoulement de la résine, mais inférieure à sa température de décomposition. Par exemple, les températures de moulage pour les résines courantes comme SIVERAS™ varient de 315 °C à 350 °C. Les opérateurs peuvent ajuster la température de 10 °C à 20 °C pour les buses longues ou étroites. La température du moule influe également sur le produit final. Des températures de moule plus élevées, généralement entre 90 °C et 130 °C, améliorent le remplissage et la résistance des soudures, mais peuvent augmenter le temps de cycle.
La pression d'injection doit être adaptée au type de résine et à la conception du moule. La plupart des machines IBM fonctionnent avec des pressions d'injection comprises entre 20 et 90 MPa. Il est conseillé de commencer par une pression faible et de l'augmenter progressivement. Cette méthode permet d'éviter les défauts tels que les projections ou les cloques. Une pression de maintien, appliquée après le remplissage de la cavité, garantit la conservation de la forme et de la densité du produit. La vitesse de la vis est également importante. Une vitesse trop élevée augmente la chaleur de cisaillement, mais peut entraîner une fusion irrégulière.
*Conseil : Les opérateurs doivent surveiller la température et la pression tout au long de la production. De petits ajustements peuvent prévenir les défauts et améliorer la qualité du produit.
 |
 |
| Matériau PET | Matériau PP |
 |
 |
| Matériau LDPE | Matériau PEHD |
Calibrage du moule
L'étalonnage du moule garantit que la machine IBM produit des pièces aux dimensions précises et d'une qualité constante. Les opérateurs doivent aligner correctement le moule et vérifier l'absence de jeu ou de défaut d'alignement. Ils doivent inspecter la surface du moule pour détecter toute usure ou tout dommage avant chaque cycle. Un étalonnage correct réduit les risques de bavures, de pièces incomplètes ou d'épaisseur de paroi irrégulière.
Les opérateurs effectuent des essais pour optimiser la position du moule et la force de serrage. Ils mesurent des pièces témoins et les comparent aux spécifications de conception. Si les mesures s'écartent des valeurs acceptables, ils ajustent la position du moule ou les paramètres de la machine. Des contrôles d'étalonnage réguliers contribuent à garantir la constance de la production et à réduire les déchets.
Un moule bien calibré améliore également l'efficacité du cycle. Une machine IBM peut fonctionner plus longtemps sans interruption lorsque le moule est en bon état. Les opérateurs doivent documenter les paramètres de calibrage pour référence ultérieure. Cette pratique facilite la configuration et le dépannage lors des productions futures.
*Remarque : Un étalonnage constant des moules permet de réduire les défauts et d’obtenir des produits finis de meilleure qualité.
Guide d'utilisation étape par étape
L'utilisation d'une machine de moulage par injection-soufflage en une étape requiert une séquence d'actions précise. Ce guide d'utilisation détaillé explique chaque étape, de l'alimentation en résine à l'éjection des pièces moulées par soufflage. Un contrôle rigoureux de la température, du temps et des paramètres de contrôle garantit des résultats de haute qualité.
Alimentation et fonte
L'opérateur commence par introduire la résine plastique dans la trémie. La machine IBM utilise un système de contrôle de la température de la gorge d'alimentation pour éviter la formation de grumeaux ou de ponts de résine. Si la gorge d'alimentation devient trop chaude, les granulés de résine risquent de fondre prématurément, provoquant des obstructions et l'arrêt de la production. La plupart des machines utilisent des canaux d'eau pour maintenir la gorge d'alimentation à la température recommandée, généralement supérieure à 54 °C (130 °F). Pour les résines séchées avant utilisation, régler la gorge d'alimentation à environ 11 °C (20 °F) en dessous de la température de séchage permet d'éviter la condensation et de maintenir un flux de résine régulier. Une alimentation constante et une gestion rigoureuse de la température garantissent le passage efficace de la résine dans la vis et le cylindre, où elle fond uniformément. Certaines machines de pointe utilisent une technologie de chauffage par conduction pour améliorer l'efficacité de la fusion, mais la plupart fonctionnent avec des extrudeuses à vis traditionnelles.
*Conseil : Les opérateurs doivent surveiller régulièrement la trémie et la gorge d’alimentation afin d’éviter toute interruption du processus de moulage par soufflage.

Création d'injection et de préformes
Une fois la résine fondue, la machine IBM lance le processus de moulage par injection. Le moule se ferme et se verrouille avec la force prédéfinie. L'unité d'injection pousse le plastique fondu dans la cavité du moule, formant ainsi la préforme. Plusieurs facteurs influencent la qualité de la préforme :
- La conception et la précision du moule influent sur la précision dimensionnelle.
- Les propriétés du matériau, telles que le poids moléculaire, la résistance aux chocs et la stabilité.
- Le contrôle de la température dans la trémie, le fût et le moule assure une fusion et un écoulement optimaux.
- La pression d'injection, la vitesse de la vis et le temps de maintien déterminent la qualité du remplissage de la cavité.
- Les systèmes de refroidissement intégrés au moule permettent de contrôler le retrait et le gauchissement.
Les opérateurs doivent optimiser ces paramètres afin de réduire les défauts tels que le gauchissement ou les variations d'épaisseur. La pression et la durée de l'emballage sont particulièrement importantes pour les préformes en PET, car elles minimisent le retrait et préservent leur forme. Les contrôles qualité effectués à ce stade permettent de détecter les problèmes au plus tôt.
| Facteur | Influence sur la qualité des préformes |
|---|---|
| Sélection des matériaux | La qualité de la résine influe sur la résistance à la chaleur, la résistance chimique et les propriétés mécaniques, impactant ainsi la qualité finale. |
| Conception de moules | La précision garantit une formation embryonnaire correcte et une exactitude dimensionnelle. |
| Contrôle de la température | La régulation multizone maintient le matériau dans les meilleures conditions pour le moulage. |
| Paramètres du processus | La vitesse de la vis, la pression d'injection et le calage influencent la fusion et l'uniformité. |
| Circuit de refroidissement | Un refroidissement efficace réduit les déformations et améliore la qualité du produit. |
Chauffage de préformes
Après la formation de la préforme, la machine IBM la transfère à la station de chauffage. Un chauffage uniforme est essentiel pour l'étape suivante du processus de soufflage. Des bandes chauffantes en céramique entourent la préforme, assurant une répartition homogène de la chaleur. Les opérateurs utilisent des commandes de température précises pour éviter toute surchauffe ou sous-chauffe. Certains systèmes utilisent des bandes chauffantes en céramique pour un chauffage constant sur toute la longueur de la préforme. Les machines les plus performantes peuvent utiliser le chauffage par induction pour cibler des zones spécifiques, garantissant ainsi que l'ensemble de la préforme atteigne la température requise. Des stratégies de contrôle à deux points et des régulateurs PID contribuent à maintenir l'uniformité, réduisant ainsi le risque de défauts dans les pièces moulées par soufflage.
*Remarque : Un chauffage uniforme des préformes permet un meilleur écoulement du matériau et des formes de bouteilles plus régulières.
 |
 |
Procédé de moulage par soufflage
La préforme chauffée est introduite dans l'unité de soufflage. Le moule se referme autour de la préforme et de l'air comprimé la gonfle contre ses parois. Cette étape donne au plastique sa forme finale. Les opérateurs doivent surveiller plusieurs paramètres critiques pendant le processus de soufflage :
| Paramètre critique | Impact des défauts | Causes à surveiller | Commandes recommandées |
|---|---|---|---|
| Épaisseur de paroi | Murs inégaux, volume irrégulier | Fluctuations du débit de fusion, usure de la tête de filière | Ajuster les paramètres d'extrusion, inspecter la tête de filière |
| Consistance de l'écoulement à la fusion | Éclatements, défauts de surface | Vitesse irrégulière, défauts de paraison | Maintenir des conditions stables, effectuer des contrôles réguliers |
| Conception du canal de refroidissement | Défauts de surface, bas de culbuteurs | Refroidissement inégal, canaux obstrués | Optimiser l'agencement, maintenir le débit du liquide de refroidissement |
| Force de serrage et pression d'air | Mauvaises soudures, éclatements | Air instable à basse pression | Calibrer et stabiliser les paramètres |
| Température du matériau | Défauts de surface, soudures de mauvaise qualité | Température de traitement incorrecte | Ajuster dans la plage recommandée |
| Conception de moules | Problèmes de déformation et d'épaisseur de paroi | Mauvais angles de tirage, dimensions de la cavité | Optimiser pour l'uniformité et le refroidissement |
| Maintenance des équipements | Défauts multiples | Composants usés, contamination | Inspection et nettoyage réguliers |
Les opérateurs doivent ajuster la pression d'air et la force de serrage pour garantir une expansion uniforme de la préforme. Le contrôle de l'épaisseur et de la température des parois permet de prévenir les défauts tels que les zones trop fines ou les éclatements. Les protocoles de contrôle qualité, incluant les vérifications dimensionnelles, assurent des résultats constants.
Refroidissement et éjection
Le refroidissement est l'étape la plus longue du cycle de production. La machine IBM utilise des canaux d'eau dans le moule pour évacuer la chaleur des pièces moulées par soufflage. Pour les produits à parois fines, un refroidissement complet avant éjection garantit la tenue de la forme. Pour les pièces plus épaisses, l'éjection peut être effectuée plus tôt, dès que la couche externe est suffisamment solidifiée pour résister à la déformation. Cette pratique accroît la productivité, mais exige une surveillance attentive afin d'éviter tout gauchissement ou retrait pendant le refroidissement à l'air. Des éjecteurs ou d'autres mécanismes extraient la pièce finie du moule. Chaque pièce doit être inspectée afin de détecter d'éventuels défauts avant de lancer le cycle suivant.
*Conseil : L’optimisation de la conception et du calendrier du système de refroidissement permet d’équilibrer la qualité du produit et la vitesse de production dans le processus de moulage par soufflage.
Le guide d'utilisation pas à pas offre une formation claire à toute personne apprenant à utiliser une machine de moulage par injection-soufflage en une étape. En suivant attentivement chaque étape et en contrôlant les paramètres clés, les opérateurs peuvent produire en toute confiance des pièces moulées par soufflage de haute qualité.

Dépannage et contrôle de la qualité
Problèmes courants
L'utilisation d'une machine de moulage par injection-soufflage en une étape pose souvent plusieurs problèmes aux opérateurs. Nombre d'entre eux proviennent de l'intégration des procédés d'injection et de soufflage. Des paramètres de cycle incorrects, tels qu'une température, une durée de cycle ou un temps de refroidissement inadéquats, peuvent engendrer des défauts sur les produits finis. Des moules sales ou l'utilisation d'agents de démoulage de mauvaise qualité sont également sources de mauvaise qualité. Il est donc essentiel d'optimiser les paramètres de cycle et de nettoyer soigneusement les moules afin d'éliminer toute contamination. L'utilisation de produits de démoulage de haute qualité, spécialement conçus pour le moulage par soufflage, améliore l'efficacité.
Voici quelques problèmes fréquents liés aux machines :
- La machine ne démarre pas : les opérateurs doivent vérifier l’alimentation électrique, inspecter les câbles et contrôler la température à l’intérieur des chambres. Il peut également être nécessaire d’ajuster le réglage du pressostat.
- La machine ne s'arrête pas : l'inspection du pressostat, la vérification des niveaux d'huile hydraulique et la recherche de fuites dans les tuyaux peuvent résoudre ce problème.
- La machine ne supporte pas la pression : vérifier les connexions électriques, détecter les fuites d’air et remplacer les filtres obstrués ou les joints usés résout souvent ce problème.
- La machine est bruyante : les opérateurs doivent vérifier la régulation de la vitesse du moteur, rechercher les fuites et inspecter les moules pour détecter les fissures qui provoquent des vibrations.
Les opérateurs doivent toujours réinitialiser les disjoncteurs et vérifier l'absence d'obstructions dans les lignes avant de faire appel à un professionnel.
Conseils d'inspection
Le contrôle qualité garantit que chaque pièce produite par une machine IBM répond aux normes requises. Les opérateurs doivent suivre une approche structurée pour assurer la constance de la production et prévenir les défauts. Les étapes suivantes contribuent à l'obtention de résultats fiables :
- Qualification de l'installation (IQ) : Vérifiez que la machine et l'infrastructure IBM sont correctement installées.
- Qualification opérationnelle (OQ) : Confirmer que l'équipement fonctionne dans les plages de fonctionnement spécifiées.
- Qualification des performances (PQ) : Démontrer que le processus produit systématiquement des pièces répondant aux critères de qualité.
- Surveillez les variables critiques : suivez la température, la pression et les temps de cycle pour améliorer la constance et détecter rapidement les écarts.
- Maintenance courante : Nettoyer, lubrifier et inspecter régulièrement les composants de la machine afin de prévenir les défauts et d’en prolonger la durée de vie.
- Formation des opérateurs : Fournir au personnel les compétences nécessaires en matière de fonctionnement des machines, de dépannage et de sécurité.
- Contrôles qualité : Vérifier fréquemment les articles produits afin de détecter rapidement les défauts.
- Réglages des paramètres de processus : Ajuster la température d’extrusion et inspecter les moules pour maintenir une épaisseur de paroi constante et éviter les défauts de surface.
Le maintien d'une valeur de coussin constante lors du moulage par injection permet d'obtenir des pièces aux dimensions uniformes et prévient la dégradation de la résine. Les opérateurs doivent également inspecter les joints et les vannes afin d'éviter les fuites et ajuster la pression d'air si nécessaire. En suivant ces étapes, ils peuvent améliorer la qualité des produits et augmenter la cadence de production de la machine IBM. L'analyse régulière des données et l'amélioration des processus contribuent à optimiser l'efficacité et à garantir la conformité réglementaire.
 |
 |
 |
 |
Sécurité et entretien
Soins quotidiens
Les opérateurs assurent le parfait état de fonctionnement des machines IBM en suivant une procédure d'entretien quotidienne. Chaque jour, ils effectuent une inspection visuelle complète afin de détecter les défauts et les fuites. Un membre de l'équipe utilise une liste de contrôle pour vérifier la presse à injecter et repérer les problèmes dès leur apparition. Le nettoyage du cylindre par purge des résidus de plastique prévient toute contamination. Les opérateurs purgent l'eau du refroidisseur d'huile hydraulique et du refroidisseur de moule à l'aide de compresseurs d'air pour éviter la formation de rouille. La lubrification des pièces mobiles, telles que les charnières et les arbres de transmission, garantit un fonctionnement optimal.
Ils surveillent également les filtres de dérivation et d'aspiration d'huile, vérifient les manomètres et nettoient ou remplacent les cartouches au besoin. Le ventilateur de refroidissement du moteur et le boîtier électrique doivent être nettoyés régulièrement pour éviter toute surchauffe. Les opérateurs retirent les débris de la table de la machine et veillent à ce que l'orifice de retour d'huile soit dégagé. Des boules antimites dans le boîtier électrique contribuent à prévenir les dommages causés par les rongeurs. Les contrôles de sécurité comprennent la vérification des boutons d'arrêt d'urgence, l'inspection de tous les écrans de protection et la confirmation que les capots électriques sont bien verrouillés. Les opérateurs ne doivent jamais introduire les mains dans la zone de serrage du moule ni dans la trémie lorsque la machine IBM est en marche. Un entretien quotidien régulier contribue à prévenir l'usure, à maintenir la sécurité et à garantir une qualité de produit élevée.
Maintenance à long terme
Un entretien régulier assure le bon fonctionnement des machines IBM pendant des années. Les opérateurs contrôlent le niveau d'huile hydraulique chaque semaine et envoient des échantillons d'huile pour analyse en laboratoire tous les quatre mois. Chaque année, ils démontent la vis pour inspecter la tige, les spires et le diamètre intérieur du cylindre. Les résistances chauffantes sont contrôlées à l'aide d'une sonde de température afin de détecter tout fil endommagé. L'échangeur de chaleur est nettoyé à l'acide et son serpentin est inspecté une fois par an pour éviter toute surchauffe.
L'armoire électrique est maintenue propre et exempte d'huile et de débris. Les ventilateurs et le serrage des bornes sont vérifiés, et tout dommage électrique est réparé. Les ensembles hydrauliques, y compris les pompes, les vannes et les flexibles, sont inspectés afin de détecter les fuites et les bruits anormaux. L'état des trous des plateaux est vérifié, et les filetages sont refaits si nécessaire. Les opérateurs polissent les plateaux entre les changements de moules et vérifient le bon fonctionnement des bagues, des tirants et des systèmes de lubrification.
La maintenance planifiée réduit les temps d'arrêt imprévus et assure des performances optimales de la machine IBM. Le fonctionnement d'une machine de moulage par injection-soufflage en une étape comprend plusieurs étapes clés :
1. Préparer et charger des matières premières de qualité. 2. Régler la température et la pression d'air avec précision. 3. Surveiller attentivement le processus de moulage. 4. Assurer un refroidissement adéquat et une éjection fluide. 5. Diagnostiquer les défauts et entretenir la machine.
La sécurité, un entretien régulier et une surveillance attentive permettent d'éviter les erreurs courantes telles que le gauchissement ou les pièces incomplètes. Les débutants bénéficient de guides pas à pas, de tableaux de dépannage et de conseils d'experts. Avec de la pratique et une formation continue, chacun peut maîtriser le procédé de moulage par soufflage et produire des articles en plastique de haute qualité.
Machine IBM contre machine ISBM
Dans l'industrie de l'emballage plastique, le choix de la technologie de moulage appropriée est essentiel pour garantir la qualité, la résistance et la fonctionnalité du produit final. Parmi les technologies les plus couramment utilisées figurent le moulage par injection-soufflage (IBM) et le moulage par injection-étirage-soufflage (ISBM). Bien que ces deux méthodes puissent paraître similaires, elles diffèrent considérablement en termes de procédé, d'application et de caractéristiques du produit.
1. Aperçu d'IBM et d'ISBM
Le moulage par injection-soufflage (IBM) est un procédé qui combine le moulage par injection et le moulage par soufflage pour produire des objets creux en plastique en trois étapes : injection, soufflage et éjection. Il est principalement utilisé pour la fabrication de petits contenants de haute précision.
Le moulage par injection-soufflage étiré (ISBM), quant à lui, consiste à étirer la matière plastique pendant la phase de soufflage afin d'améliorer sa transparence et sa résistance mécanique. Cette technique est largement utilisée dans la production de bouteilles en PET pour les boissons et autres produits de consommation.
2. Comparaison des processus
Étapes du processus IBM :
Du plastique est injecté dans un moule pour former une préforme ou une paraison.
La préforme est transférée dans un moule de soufflage.
De l'air comprimé est utilisé pour gonfler la préforme et lui donner la forme finale du récipient.
Le conteneur est refroidi puis éjecté.
Étapes du processus ISBM :
La préforme est créée par moulage par injection.
La préforme est réchauffée et placée dans un moule de soufflage-étirage.
Une tige d'étirage allonge la préforme.
De l'air comprimé est utilisé pour souffler la préforme et lui donner sa forme finale, créant ainsi un conteneur à orientation biaxiale.
3. Adéquation des matériaux
IBM utilise généralement des matériaux comme le PP (polypropylène) et le PEHD (polyéthylène haute densité), qui sont courants dans les applications pharmaceutiques et cosmétiques.
L'ISBM est optimisé pour le PET (polyéthylène téréphtalate), un matériau reconnu pour son excellente clarté et sa résistance, idéal pour les boissons gazeuses et les bouteilles d'eau.
4. Application du produit
| Fonctionnalité | IBM | ISBM |
| Produits courants | Flacons de gouttes ophtalmiques, pots cosmétiques, flacons | Bouteilles d'eau, bouteilles de soda, jus |
| Format de la bouteille | De petite à moyenne taille | Moyen à grand |
| Épaisseur de paroi | Uniforme mais plus épais | Parois minces à structure solide |
| Finition de surface | Très fluide, haute précision | Excellente transparence |
5. Avantages et limites
| IBM | ISBM | |
| Avantages | 1. Haute précision dimensionnelle. 2. Convient à la production en petits volumes. 3. Efficace pour les contenants pharmaceutiques et cosmétiques. |
1. Excellente résistance mécanique grâce à l'orientation biaxiale. 2. Clarté supérieure et contenants légers. 3. Idéal pour la production de masse. |
| Limites | 1. Choix de matériaux limité. 2. Ne convient pas aux grands contenants. |
1. Des machines plus complexes. 2. Consommation d'énergie plus élevée. |
6. Considérations relatives aux coûts et à la production
Bien que les machines IBM soient généralement plus abordables et plus simples d'utilisation, elles ne sont pas idéales pour la production à grande vitesse. Les systèmes ISBM, bien que plus complexes et plus coûteux, offrent une plus grande efficacité en production de masse, notamment pour les bouteilles en PET.
Pour les entreprises visant une production à grande échelle d'emballages transparents, Machines ISBM sont souvent un meilleur investissement. Cependant, pour les entreprises spécialisées dans le conditionnement de précision pour les secteurs pharmaceutique ou cosmétique, IBM offre un meilleur contrôle et une personnalisation accrue.
7. Lequel choisir ?
Choisissez IBM si votre entreprise produit des flacons petits et précis, répondant à des exigences de résistance modérées, notamment dans les secteurs de la santé ou des cosmétiques. Optez pour ISBM si vous avez besoin de flacons transparents, légers et résistants pour les applications alimentaires et les boissons en grande série. Votre choix dépendra en définitive de vos exigences en matière de matériaux, de votre volume de production, de la complexité de la conception des flacons et du marché final.
 |
 |
| Machine IBM | Machine ISBM |
FAQ
Q : Quels types de produits une machine IBM peut-elle fabriquer ?
A : La machine IBM produit des objets en plastique creux. Elle est couramment utilisée pour la fabrication de flacons de médicaments, de cosmétiques et de produits d'entretien. Certaines usines l'emploient également pour les pots, les fioles et les petits contenants. Cette machine est particulièrement performante pour les objets nécessitant une grande précision au niveau du col et du filetage.
Q : À quelle fréquence les opérateurs doivent-ils effectuer la maintenance des machines IBM ?
A : Les opérateurs doivent effectuer des contrôles et un nettoyage quotidiens. Ils doivent procéder à une inspection complète et à une lubrification chaque semaine. La maintenance annuelle comprend la vérification de la vis, des résistances chauffantes et du système hydraulique. Un entretien régulier contribue à prévenir les pannes et assure le bon fonctionnement de la machine IBM.
Q : Pourquoi les machines IBM ont-elles besoin d'un contrôle précis de la température ?
A : Un contrôle précis de la température garantit une fusion homogène de la résine. Il prévient les défauts tels que les déformations ou les bulles. La machine IBM utilise des résistances et des capteurs pour assurer la stabilité du processus. Une bonne gestion de la température permet d'obtenir un produit de meilleure qualité et de réduire les déchets.
Q : Les débutants peuvent-ils utiliser une machine IBM en toute sécurité ?
R : Oui, les débutants peuvent utiliser une machine IBM en toute sécurité. Ils doivent respecter les consignes de sécurité, porter un équipement de protection et suivre une formation. La machine est équipée de dispositifs de sécurité et d'arrêts d'urgence. La supervision et les guides pas à pas aident les nouveaux opérateurs à éviter les accidents.
Q : Que doivent faire les opérateurs si une machine IBM s'arrête soudainement ?
A : Les opérateurs doivent d'abord vérifier l'alimentation électrique. Ils doivent inspecter les arrêts d'urgence, les fusibles et les disjoncteurs. Si le problème persiste, ils doivent consulter le panneau de commande pour rechercher des codes d'erreur. Les opérateurs doivent signaler tout problème majeur à un superviseur ou à un technicien.





















