Differences Between Extrusion Molding and Injection Molding Processes
La principale differenza tra lo stampaggio per estrusione e lo stampaggio a iniezione risiede nelle forme e nella complessità dei prodotti che creano. Lo stampaggio per estrusione forma profili lineari continui come tubi o lastre, mentre lo stampaggio a iniezione produce articoli tridimensionali complessi come componenti per autoveicoli. Anche i costi degli utensili variano, con lo stampaggio a iniezione che varia da 10.000 a 1 milione di tonnellate, mentre lo stampaggio per estrusione da 1.000 a 10.000 tonnellate. Negli ultimi anni, il mercato globale dello stampaggio a iniezione ha raggiunto circa 298 miliardi di tonnellate, trainato dal settore automobilistico, mentre si prevede che il mercato delle materie plastiche estruse raggiungerà i 184 miliardi di tonnellate. Quando si confrontano lo stampaggio per estrusione con lo stampaggio a iniezione, i produttori spesso considerano costi, complessità e utilizzo finale.
Differenze chiave
- Lo stampaggio per estrusione è ideale per produrre forme continue e uniformi, come tubi e lastre, ed è quindi efficiente per la produzione di grandi volumi.
- Lo stampaggio a iniezione eccelle nella creazione di parti complesse e tridimensionali con design intricati, adatti a prodotti che richiedono elevata precisione.
- Quando si sceglie un metodo, bisogna considerare i costi degli utensili; lo stampaggio per estrusione solitamente ha costi iniziali inferiori rispetto allo stampaggio a iniezione.
- Valutare le esigenze in termini di volume di produzione; lo stampaggio a iniezione è più indicato per grandi lotti, mentre lo stampaggio a estrusione è più adatto alla produzione continua.
- Selezionare attentamente i materiali in base ai requisiti dell'applicazione; entrambi i processi utilizzano materiali termoplastici, ma lo stampaggio a iniezione supporta una gamma più ampia.
Stampaggio per estrusione vs. stampaggio a iniezione
Panoramica sullo stampaggio per estrusione
Lo stampaggio per estrusione modella i materiali plastici in profili continui e uniformi. Questo processo spinge la plastica fusa attraverso una matrice, formando prodotti come tubi, tubi e lastre. Il macchinario funziona in continuo, rendendolo ideale per la produzione in grandi volumi di forme semplici e lineari. La maggior parte delle applicazioni di stampaggio per estrusione utilizza materiali termoplastici come polipropilene, polietilene e polistirene. Questi materiali offrono flessibilità, resistenza chimica e durevolezza, adatti a una vasta gamma di settori.
*Nota: lo stampaggio per estrusione è più indicato per prodotti che richiedono sezioni trasversali uniformi e lunghezze elevate.
Diversi settori si affidano allo stampaggio per estrusione per la sua efficienza e versatilità. Ad esempio, l'industria solare lo utilizza per i telai dei pannelli, mentre il settore automobilistico produce guarnizioni e guarnizioni di tenuta. I produttori di elettrodomestici creano guarnizioni e maniglie a risparmio energetico, e l'industria edile utilizza lo stampaggio per estrusione per finestre e porte. Le aziende di dispositivi medici producono tubi e cateteri, mentre l'industria dell'imballaggio produce pellicole e fogli.
La tabella seguente evidenzia i materiali più comuni e le loro proprietà nello stampaggio per estrusione:
| Materiale | Proprietà chiave | Applicazioni |
|---|---|---|
| polipropilene | Elevata resistenza alla flessione, resistenza all'umidità | Tubi, finiture interne, sostituzione metalli |
| Nylon | Elevato rapporto resistenza/peso, resistenza chimica | Serbatoi, tubi nei motori automobilistici |
| Acrilico | Chiarezza, trasmissione della luce, resistenza agli urti | Applicazioni ottiche |
| polietilene | Flessibilità, resilienza, resistenza chimica | Film per imballaggio, tubi, contenitori |
| Polistirolo | Ottimo isolamento, leggero | Isolamento delle costruzioni |
| Policarbonato | Resistenza agli urti, chiarezza ottica | Componenti per autoveicoli, custodie elettroniche |
| ABS | Tenacità, resistenza all'abrasione | Tubi elettrici, custodie per elettrodomestici, finiture |

Panoramica sullo stampaggio a iniezione
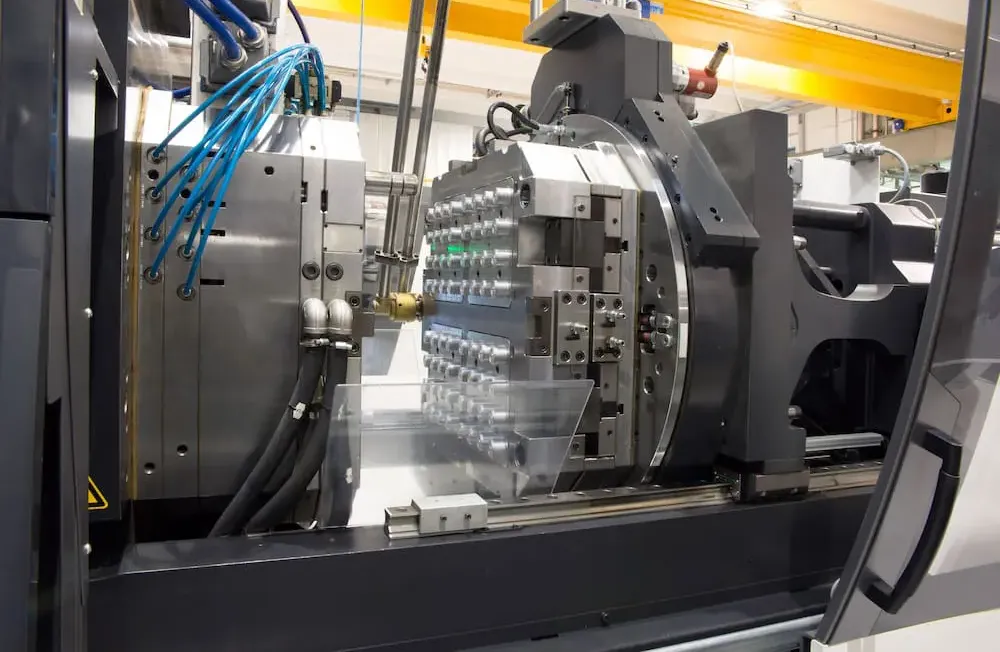
Lo stampaggio a iniezione crea parti tridimensionali complesse iniettando plastica fusa in una cavità dello stampo. Il processo utilizza macchinari specializzati in grado di gestire un'ampia gamma di materiali termoplastici e termoindurenti. Questo metodo produce articoli con design complessi, tolleranze ristrette e finiture superficiali di alta qualità. I produttori spesso scelgono lo stampaggio a iniezione per prodotti che richiedono precisione e dettagli.
La selezione dei materiali nello stampaggio a iniezione gioca un ruolo cruciale nel determinare la complessità e le prestazioni del prodotto. Alcune materie plastiche consentono dettagli precisi e geometrie complesse, mentre altre limitano le opzioni di progettazione a causa delle loro caratteristiche di fluidità. La scelta del materiale giusto influisce non solo sulla durata e sul costo del prodotto finale, ma anche sui tempi di produzione e sulla complessità realizzabile.
Lo stampaggio a iniezione è utilizzato in molti settori. I produttori realizzano telai per porte e finestre, apparecchi idraulici, scatole elettriche, elementi modulari, imballaggi alimentari, dispositivi medici, componenti per la difesa, attrezzi agricoli, componenti elettronici e componenti per mobili utilizzando questo processo. La macchina ISBM (Macchina per stampaggio a iniezione e stiro-soffiaggio) rappresenta una forma specializzata di stampaggio a iniezione. Crea contenitori cavi in plastica, come le bottiglie, stirando e soffiando la preforma iniettata fino a ottenere la sua forma finale. Questa tecnologia evidenzia l'adattabilità dello stampaggio a iniezione per la produzione di oggetti sia pieni che cavi.
Principali differenze tra stampaggio per estrusione e stampaggio a iniezione
Le principali differenze tra stampaggio per estrusione e stampaggio a iniezione riguardano la forma del prodotto, la complessità, il costo e le applicazioni. Lo stampaggio per estrusione produce profili continui e uniformi, rendendolo ideale per articoli come tubi e telai. Lo stampaggio a iniezione, invece, eccelle nella creazione di parti tridimensionali complesse e dettagliate, come componenti automobilistici e dispositivi medici.
La tabella seguente riassume le distinzioni tecniche:
| Aspetto | Stampaggio a iniezione | Stampaggio per estrusione |
|---|---|---|
| Macchinari | Macchinari specializzati per l'iniezione di materiale negli stampi | Processo continuo che utilizza una matrice per modellare il materiale |
| Resistenza alla fusione | Maggiore resistenza alla fusione per forme complesse | Minore resistenza alla fusione, adatta a profili più semplici |
| Espansione della presa | Può verificarsi un rigonfiamento significativo dello stampo | Rigonfiamento minimo dello stampo, maggiore controllo sulle dimensioni |
| Materiali gestiti | Ampia gamma di materiali termoplastici e termoindurenti | Principalmente termoplastici, limitati a tipi specifici |
| Complessità delle parti | In grado di produrre disegni intricati | Ideale per forme più semplici e uniformi |
| Finitura superficiale | Finiture superficiali di alta qualità ottenibili | La finitura superficiale può variare, spesso meno raffinata |
| Volume di produzione | Adatto per produzioni ad alto volume | Ideale per la produzione continua |
| Tempo di ciclo | Tempi di ciclo più lunghi grazie al raffreddamento e alla solidificazione | Tempi di ciclo più brevi, flusso continuo |
| Costi di attrezzaggio | Costi iniziali di attrezzaggio più elevati | Costi di attrezzaggio inferiori, ma possono variare in base al design |
| Rifiuti materiali | Maggiore spreco di materiale dovuto a canali di colata e canali di colata | In genere, minore spreco di materiale |
| Precisione | Elevata precisione e tolleranze ristrette possibili | Precisione moderata, minor controllo sulle dimensioni |
| Limitazioni delle dimensioni del prodotto | Limitato dalle dimensioni dello stampo | Limitato dalle dimensioni dello stampo, può produrre forme continue più lunghe |

Lo stampaggio per estrusione e lo stampaggio a iniezione differiscono anche in termini di tipologia di prodotto:
- L'estrusione è ideale per componenti continui o parti ripetibili, come tubi e telai in PVC.
- Per creare parti complesse e precise si preferisce lo stampaggio a iniezione.
I recenti progressi hanno ulteriormente condizionato la scelta tra stampaggio per estrusione e stampaggio a iniezione. Le tecnologie di sovrastampaggio e stampaggio a inserto consentono ora ai produttori di combinare materiali diversi o di incorporare inserti, migliorando la funzionalità e la durata del prodotto. I nuovi materiali termoplastici, come la polieterimmide e il polietereterchetone, migliorano la resistenza chimica e le prestazioni meccaniche. Il riscaldamento a microonde e a radiofrequenza ha aumentato l'efficienza energetica e ridotto i tempi di ciclo. L'integrazione di intelligenza artificiale e robotica, soprattutto nello stampaggio a iniezione, ha migliorato l'ottimizzazione e la sostenibilità dei processi, riflettendo l'ascesa dell'Industria 6.0.
Confronto dei processi
Come funziona lo stampaggio per estrusione?
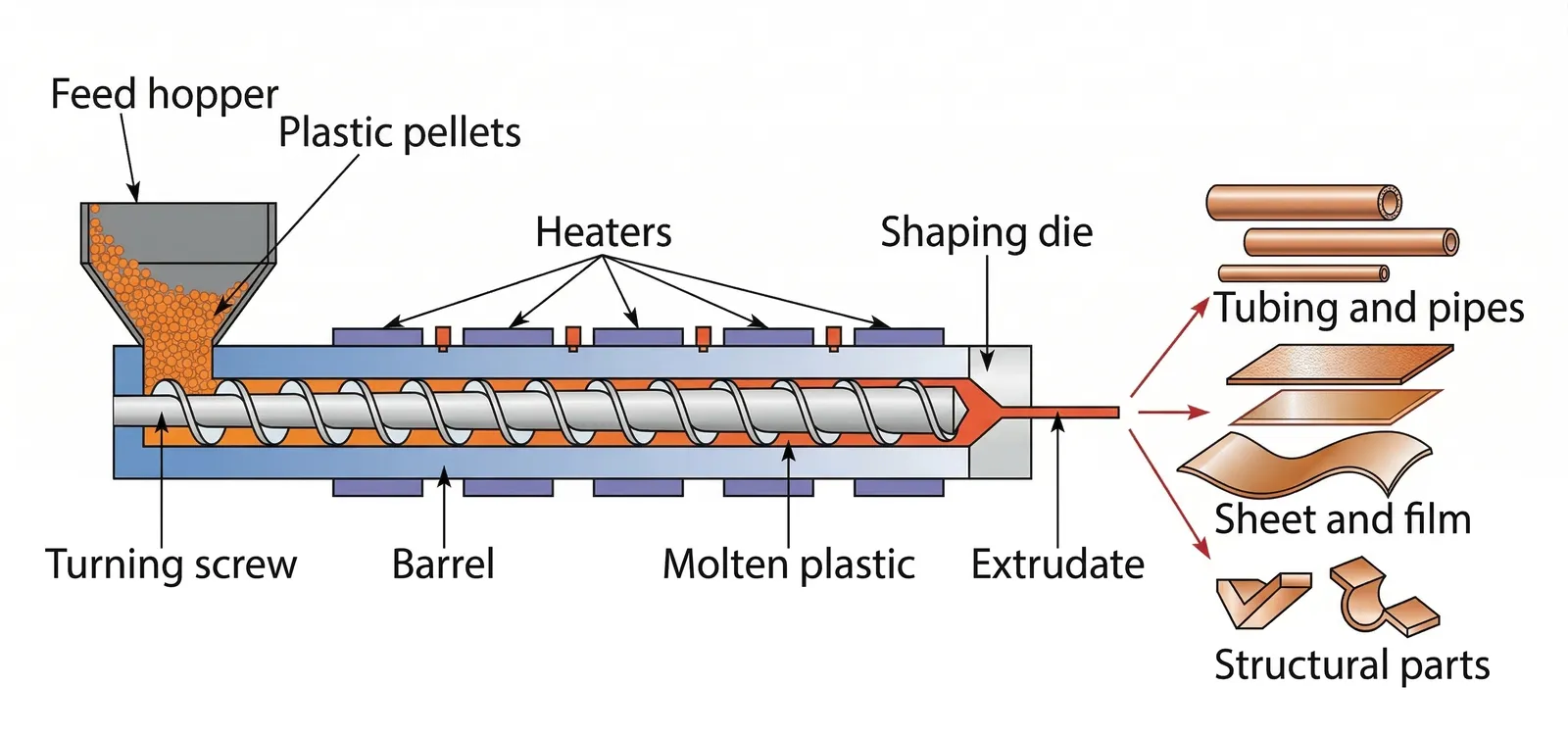
Lo stampaggio per estrusione modella la plastica in profili continui utilizzando un processo semplificato. Il metodo inizia quando gli operatori introducono pellet di plastica grezza in una tramoggia. Il materiale viene trasferito in un cilindro riscaldato, dove si fonde e diventa più fluido. Una vite rotante spinge la plastica fusa in avanti, garantendo una fusione uniforme e un flusso costante. La plastica passa quindi attraverso una filiera, che determina la forma finale. Quando il prodotto esce dalla filiera, si raffredda e si solidifica. Gli operatori o i sistemi automatizzati tirano il prodotto alla lunghezza desiderata e lo tagliano a misura.
La tabella seguente illustra i passaggi principali e il loro impatto sull'efficienza produttiva:
| Fare un passo | Descrizione | Impatto sull'efficienza |
|---|---|---|
| Alimentazione e preriscaldamento | La materia prima viene aggiunta e preriscaldata per migliorarne la fluidità. | Migliora l'efficienza di fusione, riducendo i tempi di produzione. |
| Fusione e trasporto | Il materiale viene fuso e trasportato dalla coclea, che ne influenza il flusso. | Ottimizza il flusso dei materiali, garantendo una qualità costante del prodotto. |
| Estrusione e stampaggio | La massa fusa viene modellata tramite uno stampo, in base alla progettazione dello stampo stesso. | Influisce direttamente sulla forma del prodotto e riduce gli sprechi. |
| Trazione e taglio | Il prodotto viene estratto dallo stampo e tagliato secondo le specifiche. | Garantisce che il prodotto soddisfi gli standard qualitativi, riducendo al minimo le rilavorazioni. |
Lo stampaggio per estrusione funziona come un processo continuo. Questa caratteristica consente ai produttori di produrre in modo efficiente articoli lunghi e uniformi. I tempi di ciclo dipendono da fattori quali il tipo di materiale, la progettazione dello stampo e la velocità di raffreddamento.
Come funziona lo stampaggio a iniezione?
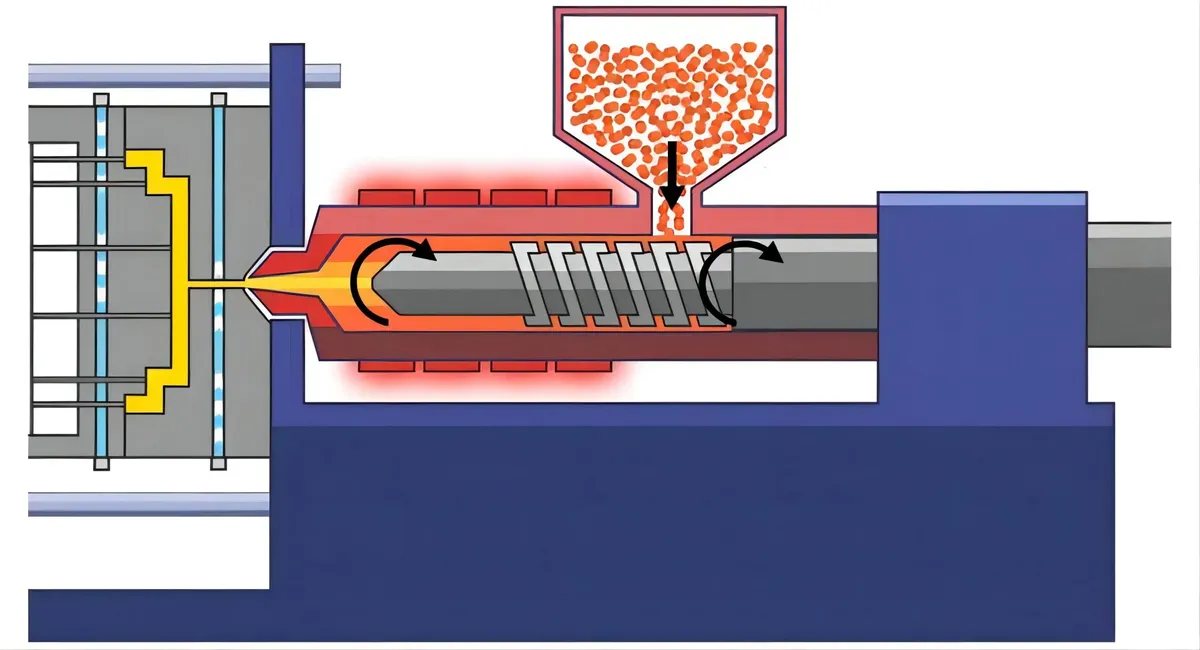
Lo stampaggio a iniezione crea parti tridimensionali complesse iniettando plastica fusa in uno stampo. Il processo inizia con un'attenta selezione del materiale. Gli operatori scelgono le materie plastiche che soddisfano i requisiti di resistenza e durata. I granuli di plastica entrano in un cilindro riscaldato, dove si fondono. Una vite o uno stantuffo inietta la plastica fusa in uno stampo chiuso ad alta pressione. Lo stampo modella la plastica nella forma desiderata.
Dopo l'iniezione, lo stampo si raffredda per solidificare il pezzo. Il tempo di raffreddamento è fondamentale per mantenere la forma e l'integrità strutturale. Una volta raffreddato, lo stampo si apre e un sistema di espulsione spinge fuori il prodotto finito. Operai o macchinari ispezionano e rifiniscono i pezzi secondo necessità.
La tabella seguente riassume i passaggi principali e il loro effetto sull'efficienza produttiva:
| Fare un passo | Descrizione | Impatto sull'efficienza produttiva |
|---|---|---|
| Selezione dei materiali | Garantisce che il prodotto finale soddisfi i requisiti di resistenza e durata. | Influisce sulla qualità e sulla riduzione degli sprechi. |
| Fusione | Controllo preciso della temperatura durante la fusione. | Fondamentale per la qualità e l'efficienza. |
| Iniezione | Sincronizzazione della pressione di iniezione e di serraggio. | Previene le perdite e garantisce l'integrità dei componenti. |
| Raffreddamento | Tempo di raffreddamento adeguato per la forma e l'integrità strutturale. | Impatto sul tempo di ciclo. |
| Espulsione | Processi di espulsione efficienti. | Riduce al minimo i tempi di fermo e prepara i pezzi per la finitura, migliorando la produttività. |
I tempi di ciclo dello stampaggio a iniezione variano solitamente da pochi secondi a pochi minuti. Il processo è adatto alla produzione in grandi volumi di componenti dettagliati. La tabella seguente confronta i tempi di ciclo per entrambi i metodi:
| Tipo di stampaggio | Intervallo di tempo del ciclo |
|---|---|
| Stampaggio a iniezione | Da pochi secondi a pochi minuti |
| Stampaggio per estrusione | Varia in base a molteplici fattori |
*Tip: Injection molding offers precise control over part complexity and surface finish, while extrusion molding excels at producing continuous, uniform shapes.
Vantaggi e svantaggi
Pro e contro dello stampaggio per estrusione
Lo stampaggio per estrusione offre numerosi vantaggi ai produttori che desiderano produrre in modo efficiente parti in plastica.
- Il processo produce rapidamente grandi quantità di prodotti in plastica, riducendo così i costi di produzione complessivi.
- La scalabilità consente ai produttori di raggiungere facilmente obiettivi di produzione elevati.
- La qualità costante garantisce che i prodotti soddisfino sempre le specifiche del cliente.
Tuttavia, lo stampaggio per estrusione presenta dei limiti.
- I produttori incontrano difficoltà nella realizzazione di forme complesse o prodotti di precisione a causa della progettazione degli stampi e dei vincoli del flusso dei materiali.
- Il processo non è adatto per articoli che richiedono design complessi o dettagli elevati.
- La precisione del prodotto e la qualità della superficie possono risentire di fattori quali la precisione dello stampo e il flusso del materiale, che possono causare difetti.
I costi degli utensili per lo stampaggio per estrusione rimangono significativamente inferiori a quelli per lo stampaggio a iniezione. Recenti indagini di produzione mostrano che i costi degli utensili per lo stampaggio per estrusione sono da 801 a 901 TP3T inferiori rispetto allo stampaggio a iniezione. La tabella seguente confronta i costi iniziali degli utensili e il costo per pezzo a lungo termine:
| Processo | Costo iniziale degli utensili | Costo per parte a lungo termine |
|---|---|---|
| Stampaggio a iniezione | Alto | Conveniente nel tempo |
| Stampaggio per estrusione | 80% a 90% meno | Costo medio per parte più elevato |
Pro e contro dello stampaggio a iniezione
Lo stampaggio a iniezione si distingue per la sua capacità di creare forme complesse e dettagliate.
- La maggiore flessibilità di progettazione consente ai produttori di realizzare design complessi, canali interni e geometrie uniche.
- Il processo supporta soluzioni personalizzate, adattate alle specifiche esigenze degli utenti e alle tendenze del mercato.
- Una progettazione adeguata degli utensili e un approccio scientifico consentono la produzione di parti in plastica estremamente complesse e dettagliate.
- La produzione in grandi volumi con deviazioni minime garantisce una qualità costante del prodotto.
Nonostante questi punti di forza, lo stampaggio a iniezione presenta anche alcuni svantaggi.
- I costi degli utensili per progetti semplici vanno da $2.000 a $5.000, mentre gli stampi complessi costano parecchie volte di più.
- La realizzazione di stampi a iniezione pronti per la produzione può richiedere dalle 4 alle 16 settimane, mentre gli stampi più complessi necessitano di tempi di consegna ancora più lunghi.
- Per volumi di produzione elevati, gli stampi in acciaio comportano notevoli costi di tempo e capitale, il che può rappresentare uno svantaggio per le esigenze di volumi inferiori.
| Tipo di utensile | Fascia di costo |
|---|---|
| Design semplice | $2.000 – $5.000 |
| Stampi complessi | Diverse volte più alto |
*Suggerimento: quando scelgono tra stampaggio per estrusione e stampaggio a iniezione, i produttori dovrebbero considerare sia la complessità del prodotto sia il volume di produzione previsto.
Applicazioni
Prodotti per stampaggio a estrusione
Lo stampaggio per estrusione crea molti prodotti di uso quotidiano, soprattutto nei settori dell'edilizia e dell'imballaggio. Questo processo modella la plastica in forme lunghe e continue con sezioni trasversali uniformi. I produttori si affidano allo stampaggio per estrusione per la sua efficienza e la capacità di produrre grandi quantità di articoli uniformi.
Tra i prodotti più comuni realizzati mediante stampaggio per estrusione rientrano:
- Tubi e tubazioni per impianti idraulici e di irrigazione
- Guarnizioni per porte e finestre
- Recinzioni e ringhiere per spazi esterni
- Telai per finestre e porte per edifici
- Film e fogli di plastica per imballaggio
- Rivestimenti termoplastici per fili e cavi
- Isolamento dei fili per applicazioni elettriche
- Componenti di rivestimento, rivestimento e copertura per le case
- Sistemi di rifinitura, modanature e drenaggio
- Grondaie in plastica e rivestimenti in vinile
- Tubi in PVC per acqua e fognatura
- Elementi strutturali per edifici residenziali e commerciali
*Nota: lo stampaggio per estrusione è ideale per la produzione di articoli che richiedono lunghezze elevate e forme uniformi. Molti prodotti per l'edilizia e l'imballaggio dipendono da questo processo per la loro durata e convenienza.
Prodotti per stampaggio a iniezione
Lo stampaggio a iniezione produce un'ampia varietà di contenitori ISBM tridimensionali e complessi. Questo processo consente ai produttori di creare componenti dettagliati con dimensioni precise e finiture lisce. Molti settori, tra cui quello automobilistico e dei beni di consumo, si affidano allo stampaggio a iniezione per articoli sia funzionali che decorativi.
La tabella seguente evidenzia i prodotti più comuni realizzati con stampaggio a iniezione nei settori chiave:
| Settore | Prodotti comuni |
|---|---|
| Automobilistico | Manopole, pulsanti, bocchette dell'aria, maniglie delle porte, cruscotti, paraurti per auto, alloggiamenti dei fari, parti della console centrale |
| Beni di consumo | Giocattoli, controller di gioco, sedili del water, custodie per cellulari, teglie, taglieri, utensili da cucina, caschi, prodotti promozionali, spine elettriche, telecomandi, distributori di bevande, tazze, anelli per tende da doccia |
I produttori utilizzano lo stampaggio a iniezione anche per produrre:
- Rivestimenti interni e componenti del cruscotto per veicoli
- Parti esterne dell'auto come griglie e paraurti
- Stoviglie, utensili di plastica e contenitori per la conservazione
- Giocattoli, caschi e altre attrezzature di sicurezza
- Alloggiamenti per dispositivi elettronici e telecomandi
Lo stampaggio a iniezione supporta la produzione in grandi volumi e garantisce una qualità costante. Questo processo rimane essenziale per i settori che richiedono prodotti in plastica dettagliati, durevoli e affidabili.

Scegliere un metodo
Fattori chiave
I produttori devono valutare diversi fattori chiave prima di scegliere lo stampaggio a estrusione o a iniezione per un progetto. La complessità della progettazione del prodotto gioca un ruolo fondamentale. Lo stampaggio a iniezione è più indicato per design complessi e alta precisione, mentre lo stampaggio a estrusione si adatta a forme più semplici e lunghezze continue. Anche il volume di produzione influenza la decisione. Lo stampaggio a iniezione è ideale per la produzione in grandi volumi, mentre lo stampaggio a estrusione eccelle nella produzione continua.
I costi degli utensili variano tra i due processi. Lo stampaggio a iniezione richiede solitamente investimenti maggiori a causa della complessità degli stampi. Lo stampaggio per estrusione comporta in genere costi di utensili inferiori grazie alla semplicità delle attrezzature. Anche i tempi di ciclo sono importanti. Lo stampaggio a iniezione offre tempi di ciclo più brevi per i componenti complessi, mentre lo stampaggio per estrusione può richiedere più tempo per le forme continue. La tipologia di materiale influisce sul prodotto finale. Lo stampaggio a iniezione supporta un'ampia gamma di materiali, mentre lo stampaggio per estrusione funziona con materie plastiche specifiche.
| Fattore | Stampaggio a iniezione | Estrusione |
|---|---|---|
| Complessità del design | Ideale per progetti complessi e alta precisione | Adatto per forme più semplici e lunghezze continue |
| Volume di produzione | Ideale per produzioni ad alto volume | Efficiente per la produzione continua |
| Costi di attrezzaggio | Generalmente più elevato a causa di stampi complessi | In genere inferiore a causa di utensili più semplici |
| Tempo di ciclo | Tempi di ciclo più brevi per parti complesse | Tempi di ciclo più lunghi per forme continue |
| Tipi di materiale | Versatile con vari materiali | Limitato a materiali specifici |
Altri fattori importanti includono i requisiti normativi. I produttori devono garantire che i materiali siano conformi a standard quali FDA, UL e ISO 13485. Processi convalidati e una gestione della qualità rigorosa contribuiscono a prevenire difetti superficiali, dimensioni errate e difetti interni.
Guida alle decisioni
Una guida decisionale chiara aiuta i produttori a scegliere il processo giusto. Considerate i seguenti punti:
- Complessità di progettazione: lo stampaggio a iniezione consente di realizzare componenti altamente dettagliati e complessi. Lo stampaggio per estrusione è più conveniente per la produzione su larga scala di forme continue.
- Volume di produzione: lo stampaggio a iniezione è adatto a grandi lotti, mentre lo stampaggio a estrusione è più adatto a prodotti continui e uniformi.
- Costi di attrezzaggio e preparazione: lo stampaggio a iniezione comporta elevati costi di attrezzaggio e preparazione dello stampo. Lo stampaggio per estrusione offre costi inferiori per attrezzaggio e preparazione.
- Tempi di consegna: la progettazione e la fabbricazione di stampi per stampaggio a iniezione possono richiedere settimane o mesi. Lo stampaggio per estrusione solitamente offre tempi di consegna più rapidi per una produzione continua.
- Selezione del materiale: la scelta del materiale influisce sulla qualità del prodotto. La scelta del materiale giusto è fondamentale per la funzionalità e le esigenze applicative.
- Conformità normativa: il rispetto degli standard garantisce prodotti sicuri e di alta qualità.
| Processo | Costi di installazione | Idoneità al volume di produzione | Costi della muffa |
|---|---|---|---|
| Stampaggio a iniezione | Alto | Economico per grandi dimensioni | Alto |
| Stampaggio per estrusione | Basso | Meno adatto per piccoli lotti | Basso |
Manufacturers should avoid common mistakes such as improper material selection, non-streamlined production, and poor quality control. Good communication and validated processes help maintain product quality and consistency.
*Suggerimento: adattare sempre il processo al design, al volume e alle esigenze normative del prodotto. Questo approccio garantisce una produzione efficiente e risultati affidabili.
Lo stampaggio per estrusione è più indicato per forme continue e uniformi, mentre lo stampaggio a iniezione crea parti complesse e dettagliate. I produttori dovrebbero adattare il processo alle esigenze del prodotto, considerando costi, complessità e applicazione. Gli esperti del settore raccomandano:
- Selezionare i materiali in base all'applicazione e al costo, comprese le opzioni di rimacinazione.
- Scegli stampi in alluminio per un costo inferiore o stampi in acciaio per una maggiore durata.
- Semplificare la progettazione dei componenti per ridurre le spese.
- Allineare l'investimento nello stampo al volume di produzione previsto.
Careful planning ensures the most cost-effective and efficient manufacturing process.
 |
 |
Domande frequenti
Q: What Products Are Best Suited for Extrusion Molding?
A: Extrusion molding works best for products with continuous, uniform shapes. Examples include pipes, tubes, window frames, and plastic films. Manufacturers choose this process for items that need consistent cross-sections and long lengths.
Q: Why Do Tooling Costs Differ Between the Two Methods?
A: Injection molding requires complex molds, which increases tooling costs. Extrusion molding uses simpler dies, so the initial investment stays lower. Manufacturers often select extrusion for cost-sensitive projects with simpler shapes.
Q: Can Both Processes Use the Same Types of Plastics?
A: Both processes use thermoplastics, but injection molding supports a wider range. Extrusion molding works best with materials like polyethylene and PVC. Material choice depends on product requirements and process compatibility.
Q: How Does Production Volume Affect the Choice of Process?
A: High production volumes favor injection molding for complex parts. Extrusion molding suits continuous, high-volume production of simple shapes. Manufacturers consider both volume and product design when choosing a method.
Q: Is Injection Molding Better for Detailed Designs?
A: Yes. Injection molding creates complex, three-dimensional parts with fine details and tight tolerances. Manufacturers use it for products that require precision, such as medical devices and automotive components.

















