Differences Between Extrusion Molding and Injection Molding Processes
押出成形と射出成形の主な違いは、製造される製品の形状と複雑さにあります。押出成形はパイプやシートのような連続した直線状の形状を形成するのに対し、射出成形は自動車部品のような複雑な立体的な製品を製造します。金型コストも異なり、射出成形は$10,000から$100万、押出成形は$1,000から$10,000の範囲です。近年、世界の射出成形市場は自動車部門の牽引により約$2980億に達し、押出成形プラスチック市場は$1840億に達すると予測されています。押出成形と射出成形を比較する際には、メーカーはコスト、複雑さ、最終用途を考慮することがよくあります。
主な違い
- 押し出し成形は、パイプやシートなどの連続した均一な形状の製造に最適で、大量生産に効率的です。
- 射出成形は、複雑なデザインの立体部品の製造に優れており、高精度が求められる製品に適しています。
- 方法を選択する際には金型コストを考慮してください。通常、押し出し成形は射出成形に比べて初期コストが低くなります。
- 生産量のニーズを評価します。大量生産には射出成形が最適で、連続製造には押し出し成形が適しています。
- アプリケーションの要件に基づいて材料を慎重に選択します。どちらのプロセスでも熱可塑性プラスチックが使用されますが、射出成形ではより広範囲がサポートされます。
押出成形と射出成形
押出成形の概要
押出成形は、プラスチック材料を連続的で均一な形状に成形するプロセスです。このプロセスでは、溶融したプラスチックを金型に押し込み、パイプ、チューブ、シートなどの製品を成形します。機械は連続的に稼働するため、単純で直線的な形状の大量生産に最適です。押出成形の用途では、主にポリプロピレン、ポリエチレン、ポリスチレンなどの熱可塑性プラスチックが使用されています。これらの材料は柔軟性、耐薬品性、耐久性に優れており、様々な産業に適しています。
*注: 押し出し成形は、一貫した断面と長い長さを必要とする製品に最適です。
様々な業界で、その効率性と汎用性から押出成形が活用されています。例えば、太陽光発電業界ではパネルフレームに、自動車業界ではウェザーシールやガスケットを製造しています。家電メーカーは省エネガスケットやハンドルを製造し、建設業界では窓やドアに押出成形が使用されています。医療機器メーカーはチューブやカテーテルを、包装業界ではフィルムやシートを製造しています。
以下の表は、押し出し成形における一般的な材料とその特性を示しています。
| 材料 | 主な特性 | アプリケーション |
|---|---|---|
| ポリプロピレン | 高い曲げ強度、耐湿性 | チューブ、内装トリム、金属の交換 |
| ナイロン | 高い強度対重量比、耐薬品性 | 自動車エンジンのリザーバー、チューブ |
| アクリル | 透明性、光透過性、耐衝撃性 | 光学アプリケーション |
| ポリエチレン | 柔軟性、弾力性、耐薬品性 | 包装フィルム、パイプ、容器 |
| ポリスチレン | 優れた断熱性、軽量 | 建築断熱材 |
| ポリカーボネート | 耐衝撃性、光学的透明性 | 自動車部品、電子機器筐体 |
| ABS | 靭性、耐摩耗性 | 電気配管、家電ケース、トリム |

射出成形の概要
射出成形は、溶融プラスチックを金型キャビティに注入することで、複雑な立体部品を製造します。この工程では、幅広い熱可塑性プラスチックと熱硬化性プラスチックに対応できる専用の機械を使用します。この方法により、複雑なデザイン、厳格な公差、高品質な表面仕上げを備えた製品を製造できます。精密で微細な特徴が求められる製品には、射出成形が選ばれることが多いです。
射出成形における材料の選択は、製品の複雑さと性能を決定づける上で重要な役割を果たします。プラスチックによっては、微細なディテールや複雑な形状を可能にするものもあれば、流動特性によって設計の選択肢が制限されるものもあります。適切な材料の選択は、最終製品の耐久性とコストだけでなく、製造時間と実現可能な複雑さにも影響します。
射出成形は多くの産業で利用されています。窓枠やドア枠、配管設備、電気ボックス、モジュール式建築部材、食品包装、医療機器、防衛部品、農業用具、電子部品、家具部品など、様々な産業がこのプロセスを用いて製造されています。ISBM機(射出延伸ブロー成形機)は、射出成形の特殊な形態です。射出成形されたプリフォームを延伸・ブロー成形することで最終形状に成形し、ボトルなどの中空プラスチック容器を製造します。この技術は、中実製品と中空製品の両方を製造できる射出成形の適応性の高さを際立たせています。
押出成形と射出成形の主な違い
押出成形と射出成形の主な違いは、製品の形状、複雑さ、コスト、そして用途にあります。押出成形は連続的で均一な形状を形成できるため、パイプやフレームなどの製品に最適です。一方、射出成形は、自動車部品や医療機器といった複雑で精巧な3次元部品の製造に優れています。
以下の表は技術的な違いをまとめたものです。
| 側面 | 射出成形 | 押出成形 |
|---|---|---|
| 機械 | 金型に材料を注入するための特殊な機械 | 金型を使用して材料を成形する連続プロセス |
| 溶融強度 | 複雑な形状でも高い溶融強度を実現 | 溶融強度が低いため、よりシンプルなプロファイルに適しています |
| アウトレットの拡張 | 大きなダイスウェルが発生する可能性がある | ダイスウェルが最小限に抑えられ、寸法をより細かく制御可能 |
| 取り扱う材料 | 幅広い熱可塑性樹脂および熱硬化性樹脂 | 主に熱可塑性プラスチックで、特定の種類に限定されます |
| 部品の複雑さ | 複雑なデザインを制作できる | よりシンプルで均一な形状に最適 |
| 表面仕上げ | 高品質の表面仕上げを実現 | 表面仕上げは様々で、洗練されていないことが多い |
| 生産量 | 大量生産に適しています | 連続生産に最適 |
| サイクルタイム | 冷却と凝固によるサイクルタイムの延長 | サイクルタイムの短縮、連続フロー |
| ツールコスト | 初期ツールコストの上昇 | ツールコストは低くなりますが、設計によって異なる場合があります |
| 材料廃棄物 | スプルーとランナーによる材料の無駄が増える | 一般的に材料の無駄が少ない |
| 精度 | 高精度と厳しい公差が可能 | 中程度の精度、寸法の制御が少ない |
| 製品サイズの制限 | 金型サイズによって制限される | ダイのサイズによって制限されるが、より長い連続形状を製造できる |

押出成形と射出成形は、製品の種類によっても異なります。
- 押し出しは、パイプや PVC フレームなどの連続コンポーネントまたは繰り返し可能な部品に最適です。
- 複雑かつ正確な部品を作成する場合は、射出成形が適しています。
近年の技術進歩により、押出成形と射出成形の選択肢がさらに広がりました。オーバーモールディングやインサート成形技術により、メーカーは異なる材料を組み合わせたり、インサートを埋め込んだりすることが可能になり、製品の機能性と耐久性が向上しました。ポリエーテルイミドやポリエーテルエーテルケトンなどの新しい熱可塑性樹脂は、耐薬品性と機械性能を向上させています。マイクロ波や高周波加熱はエネルギー効率を高め、サイクルタイムを短縮しました。特に射出成形におけるAIとロボット技術の統合は、インダストリー6.0の台頭を反映し、プロセスの最適化と持続可能性を向上させています。
プロセス比較
押し出し成形はどのように機能しますか?
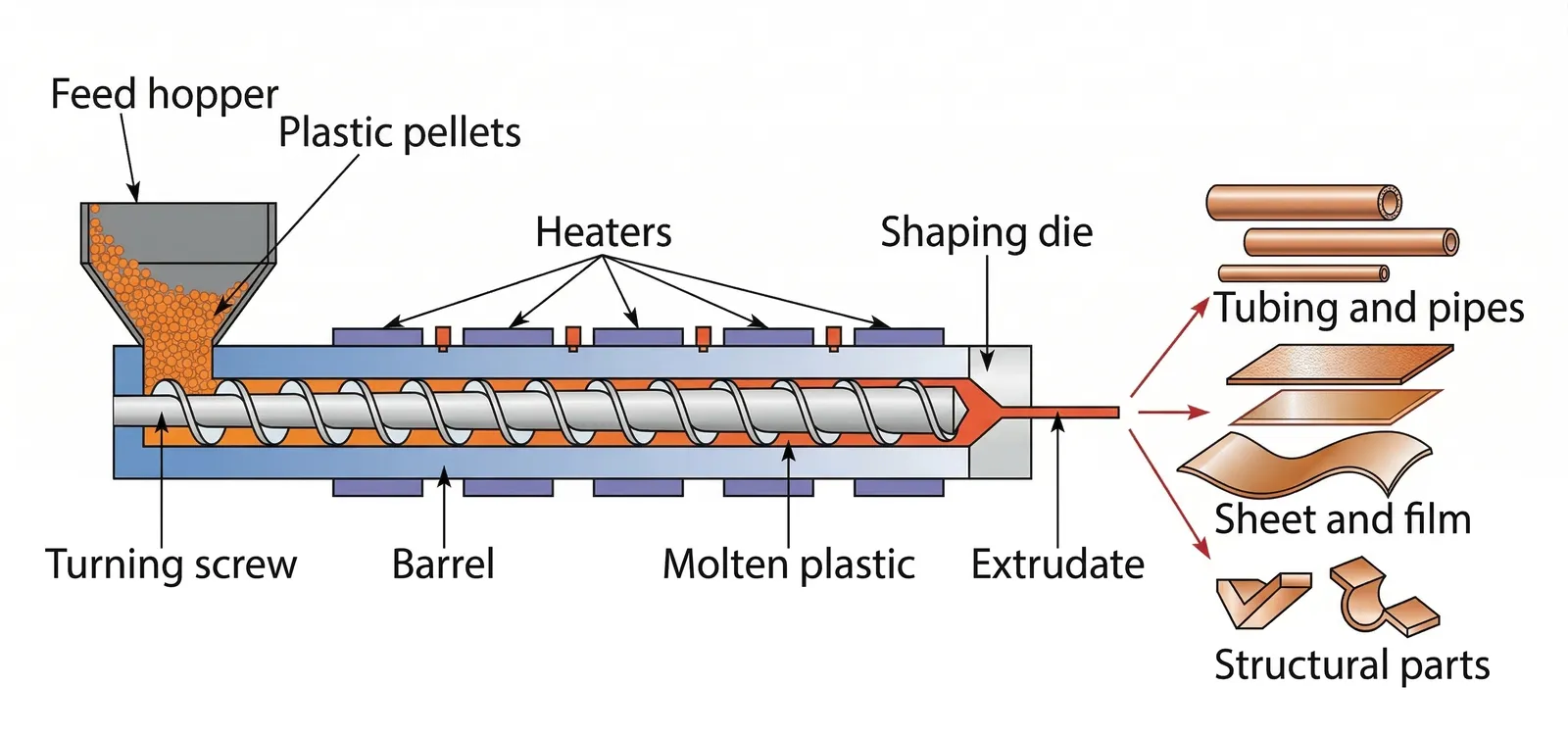
押し出し成形は、合理化されたプロセスを用いてプラスチックを連続した形状に成形する技術です。まず、作業員が原料のプラスチックペレットをホッパーに投入します。材料は加熱されたバレルに入り、そこで溶融して流動性を高めます。回転するスクリューが溶融したプラスチックを押し出すことで、均一な溶融と安定した流動性が確保されます。次に、プラスチックはダイを通過し、最終的な形状が決定されます。ダイから製品が排出されると、冷却されて固まります。作業員または自動システムによって、製品を所定の長さに引き出し、適切なサイズに切断します。
次の表は、主な手順とそれらが生産効率に与える影響の概要を示しています。
| ステップ | 説明 | 効率への影響 |
|---|---|---|
| 給餌と予熱 | 流動性を向上させるために原料を添加して予熱します。 | 溶解効率を高め、生産時間を短縮します。 |
| 溶解と搬送 | 材料はスクリューによって溶融されて搬送され、流れに影響を与えます。 | 材料の流れを最適化し、一貫した製品品質を保証します。 |
| 押し出し成形 | 溶融物は、金型の設計の影響を受けながら、金型を通して成形されます。 | 製品の形状に直接影響を及ぼし、無駄を削減します。 |
| 牽引と切断 | 製品は金型から取り出され、仕様に合わせて切断されます。 | 製品が品質基準を満たしていることを保証し、やり直しを最小限に抑えます。 |
押出成形は連続プロセスとして機能します。これにより、メーカーは長尺で均一な製品を効率的に製造できます。サイクルタイムは、材料の種類、金型の設計、冷却速度などの要因によって異なります。
射出成形はどのように機能するのでしょうか?
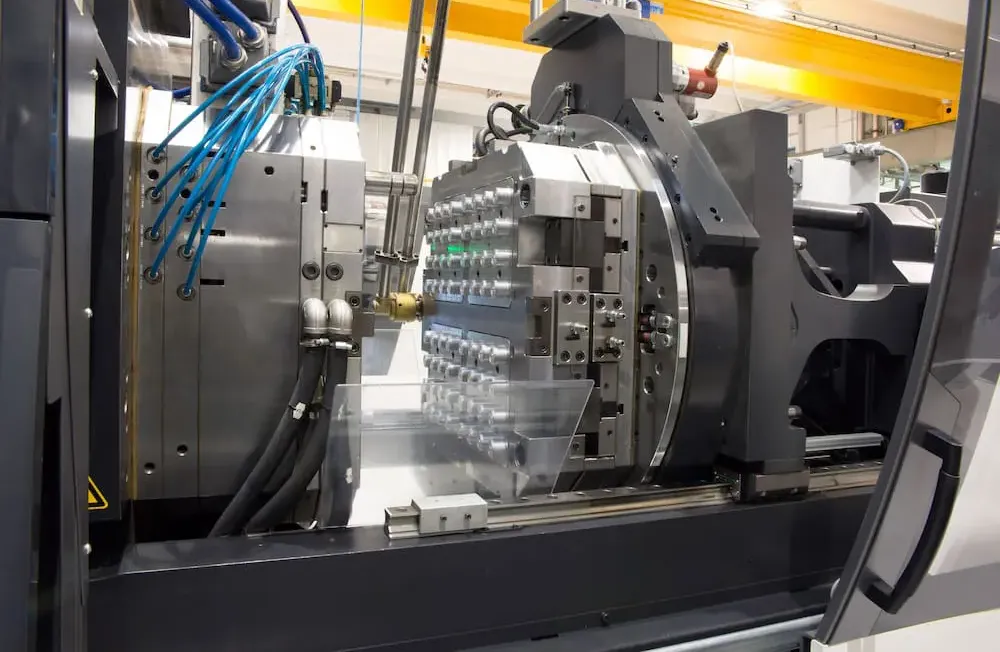
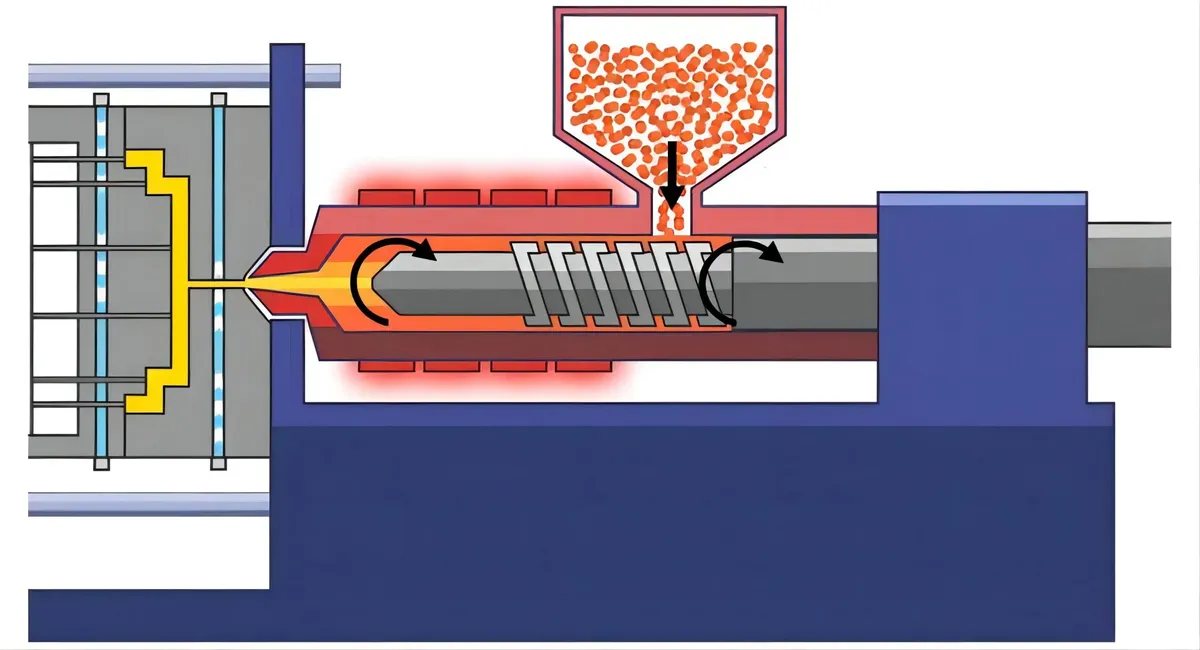
射出成形は、溶融プラスチックを金型に注入することで、複雑な三次元部品を成形します。このプロセスは、材料の慎重な選定から始まります。オペレーターは、強度と耐久性の要件を満たすプラスチックを選択します。プラスチックペレットは加熱されたバレルに入り、そこで溶融します。スクリューまたはプランジャーによって、溶融プラスチックは高圧で密閉された金型に注入されます。金型はプラスチックを所望の形状に成形します。
射出成形後、金型は冷却され、部品が固まります。冷却時間は形状と構造の完全性を維持するために非常に重要です。部品が冷却されると、金型が開き、排出システムが完成品を押し出します。その後、作業員または機械が必要に応じて部品を検査し、仕上げを行います。
以下の表は、主なステップとそれらが生産効率に与える影響をまとめたものです。
| ステップ | 説明 | 生産効率への影響 |
|---|---|---|
| 材料の選択 | 最終製品が強度と耐久性の要件を満たしていることを確認します。 | 品質と廃棄物の削減に影響します。 |
| 溶融 | 溶解中の正確な温度制御。 | 品質と効率にとって重要です。 |
| 注射 | 射出圧力と型締圧力の同期。 | 漏れを防ぎ、コンポーネントの整合性を確保します。 |
| 冷却 | 形状と構造の完全性を保つために十分な冷却時間。 | サイクルタイムに影響します。 |
| 排出 | 効率的な排出プロセス。 | ダウンタイムを最小限に抑え、部品を仕上げに向けて準備することで、生産性を向上させます。 |
射出成形のサイクルタイムは通常、数秒から数分です。このプロセスは、精密部品の大量生産に適しています。以下の表は、両方の方法のサイクルタイムを比較したものです。
| 成形タイプ | サイクルタイム範囲 |
|---|---|
| 射出成形 | 数秒から数分 |
| 押出成形 | 複数の要因によって異なる |
*Tip: Injection molding offers precise control over part complexity and surface finish, while extrusion molding excels at producing continuous, uniform shapes.
メリットとデメリット
押出成形の長所と短所
押出成形は、効率的なプラスチック部品の生産を求めるメーカーにとっていくつかの利点を提供します。
- このプロセスにより、大量のプラスチック製品を迅速に生産できるため、全体的な生産コストが削減されます。
- スケーラビリティにより、メーカーは高い生産目標を簡単に達成できます。
- 一貫した品質により、製品が常に顧客の仕様を満たすことが保証されます。
しかし、押し出し成形には限界があります。
- メーカーは、金型設計や材料の流れの制約により、複雑な形状や精密な製品を生産する際に困難に直面します。
- このプロセスは、複雑なデザインや高度なディテールが求められるアイテムには適していません。
- 金型の精度や材料の流れなどの要因により製品の精度や表面品質が低下し、欠陥が発生する可能性があります。
押出成形の金型コストは、射出成形に比べて依然として大幅に低くなっています。最近の製造業調査によると、押出成形の金型コストは射出成形よりも80%から90%低いことが示されています。以下の表は、金型の初期コストと部品1個あたりの長期的なコストを比較したものです。
| プロセス | 初期ツールコスト | 部品あたりの長期コスト |
|---|---|---|
| 射出成形 | 高い | 長期的に見て費用対効果が高い |
| 押出成形 | 80%から90%未満 | 部品あたりの中程度コストの増加 |
射出成形の長所と短所
射出成形は、複雑な形状や詳細なフォームを作成できる能力に優れています。
- 強化された設計柔軟性により、メーカーは複雑なデザイン、内部チャネル、独自の形状を製造できます。
- このプロセスは、特定のユーザーのニーズと市場動向に合わせてカスタマイズされたソリューションをサポートします。
- 適切なツール設計と科学的なアプローチにより、非常に複雑で精緻なプラスチック部品の製造が可能になります。
- 偏差を最小限に抑えた大量生産により、一貫した製品品質が保証されます。
これらの長所にもかかわらず、射出成形にはいくつかの欠点もあります。
- シンプルな設計の金型コストは $2,000 から $5,000 の範囲ですが、複雑な金型の場合はコストが数倍高くなります。
- 生産準備が整った射出成形金型の作成には 4 ~ 16 週間かかることがあり、非常に複雑なツールの場合はさらに長いリードタイムが必要になります。
- 大量生産の場合、鋼製金型ツールでは多大な時間と資本コストがかかるため、少量生産のニーズには不利となる可能性があります。
| ツールタイプ | 費用範囲 |
|---|---|
| シンプルなデザイン | $2,000 – $5,000 |
| 複雑な金型 | 数倍高い |
*ヒント: 製造業者は、押し出し成形と射出成形のどちらを選択するかを決める際に、製品の複雑さと予想される生産量の両方を考慮する必要があります。
アプリケーション
押出成形製品
押し出し成形は、特に建築や包装において、多くの日用品を製造しています。このプロセスは、プラスチックを均一な断面を持つ長く連続した形状に成形します。メーカーは、その効率性と均一な製品を大量に生産できる能力から、押し出し成形に頼っています。
押し出し成形で作られる一般的な製品には次のようなものがあります。
- 配管および灌漑用のパイプとチューブ
- ドアや窓のウェザーストリップ
- 屋外スペース用のフェンスとデッキの手すり
- 建物の窓枠とドア枠
- 包装用プラスチックフィルムおよびシート
- 電線・ケーブル用熱可塑性コーティング
- 電気用途の電線絶縁
- 住宅用サイディング、外装材、屋根材
- トリム、モールディング、排水システム
- プラスチック製の雨どいとビニール製のサイディング
- PVC製水道管と下水道管
- 住宅および商業ビルの構造部材
*注:押出成形は、長尺で均一な形状が求められる製品の製造に優れています。多くの建築・包装製品は、耐久性とコスト効率のためにこのプロセスに依存しています。
射出成形製品
射出成形は、複雑で立体的な形状のISBMボトルを多種多様に製造します。このプロセスにより、メーカーは正確な寸法と滑らかな仕上げを備えた精巧な部品を製造することができます。自動車や消費財を含む多くの業界では、機能部品と装飾部品の両方に射出成形が利用されています。
以下の表は、主要な分野で射出成形によって製造される一般的な製品を示しています。
| セクタ | 一般的な製品 |
|---|---|
| 自動車 | ノブ、ボタン、通気口、ドアハンドル、ダッシュボード、車のバンパー、ライトハウジング、センターコンソール部品 |
| 消費財 | おもちゃ、ゲームコントローラー、トイレの便座、携帯電話ケース、耐熱皿、まな板、キッチン用品、ヘルメット、販促品、電気プラグ、リモコン、ドリンクディスペンサー、カップ、シャワーカーテンリング |
メーカーは射出成形を使用して以下の製品も製造します。
- 車両用内装トリム部品およびダッシュボード部品
- グリルやバンパーなどの自動車外装部品
- キッチン用品、プラスチック製調理器具、保存容器
- おもちゃ、ヘルメット、その他の安全装備
- 電子機器の筐体とリモコン
射出成形は大量生産をサポートし、安定した品質を実現します。このプロセスは、精密で耐久性があり信頼性の高いプラスチック製品を必要とする業界にとって、依然として不可欠なものです。

方法の選択
重要な要素
メーカーは、プロジェクトにおいて押出成形と射出成形のどちらを選択するかを決める前に、いくつかの重要な要素を評価する必要があります。製品設計の複雑さは大きな役割を果たします。射出成形は複雑な設計と高精度に適しており、押出成形はよりシンプルな形状と連続した長さの成形に適しています。生産量も決定に影響を与えます。射出成形は大量生産に適しており、押出成形は連続生産に優れています。
金型コストは2つのプロセスで異なります。射出成形は金型が複雑なため、通常、投資額が高額になります。一方、押出成形は設備がシンプルなため、金型コストは一般的に低くなります。サイクルタイムも重要です。射出成形は複雑な部品のサイクルタイムを短縮できますが、押出成形は連続した形状の場合、サイクルタイムが長くなることがあります。材料の種類も最終製品に影響します。射出成形は幅広い材料に対応しますが、押出成形は特定のプラスチックにのみ適用されます。
| 要素 | 射出成形 | 押し出し |
|---|---|---|
| 設計の複雑さ | 複雑なデザインと高精度に最適 | よりシンプルな形状と連続した長さに適しています |
| 生産量 | 大量生産に最適 | 連続生産に効率的 |
| ツールコスト | 複雑な金型のため通常は高くなります | 通常はツールが簡単なため低くなります |
| サイクルタイム | 複雑な部品のサイクルタイムの短縮 | 連続形状のサイクルタイムが長くなる |
| 素材の種類 | 様々な素材に対応 | 特定の材料に限定 |
その他の重要な要素としては、規制要件があります。製造業者は、材料がFDA、UL、ISO 13485などの規格を満たしていることを確認する必要があります。検証済みのプロセスと品質管理は、表面欠陥、サイズ間違い、内部欠陥を防ぐのに役立ちます。
意思決定ガイド
明確な意思決定ガイドは、メーカーが適切なプロセスを選択するのに役立ちます。以下の点を考慮してください。
- 設計の複雑さ:射出成形では、非常に精巧で複雑な部品の製造が可能です。一方、連続形状の大量生産では、押し出し成形の方がコスト効率に優れています。
- 生産量: 射出成形は大量生産に適しており、押し出し成形は連続した均一な製品に適しています。
- 金型とセットアップコスト:射出成形ではセットアップコストと金型コストが高額になります。一方、押し出し成形では金型とセットアップコストが低くなります。
- リードタイム:射出成形の金型設計と製作には数週間から数ヶ月かかる場合があります。一方、押出成形は通常、連続生産においてリードタイムが短くなります。
- 材料の選択:材料の選択は製品の品質に影響を与えます。機能と用途の要求に応じて適切な材料を選択することが重要です。
- 規制遵守: 標準を遵守することで、高品質で安全な製品が保証されます。
| プロセス | セットアップコスト | 生産量への適合性 | 金型費用 |
|---|---|---|---|
| 射出成形 | 高い | 大規模に経済的 | 高い |
| 押出成形 | 低い | 少量生産には適さない | 低い |
Manufacturers should avoid common mistakes such as improper material selection, non-streamlined production, and poor quality control. Good communication and validated processes help maintain product quality and consistency.
*ヒント:プロセスは常に製品の設計、量、規制要件に合わせて調整してください。このアプローチにより、効率的な生産と信頼性の高い結果が得られます。
押し出し成形は連続的で均一な形状に最適ですが、射出成形は複雑で精巧な部品の製造に最適です。メーカーは、コスト、複雑さ、用途を考慮して、製品ニーズに合わせて成形方法を選択する必要があります。業界の専門家は、以下の点を推奨しています。
- 再研磨オプションを含む、用途とコストに基づいて材料を選択します。
- コストを抑えるにはアルミ型を、耐久性を高めるにはスチール型を選択してください。
- 部品の設計を簡素化して経費を削減します。
- 金型投資を予想される生産量に合わせて調整します。
Careful planning ensures the most cost-effective and efficient manufacturing process.
 |
 |
よくある質問
Q: What Products Are Best Suited for Extrusion Molding?
A: Extrusion molding works best for products with continuous, uniform shapes. Examples include pipes, tubes, window frames, and plastic films. Manufacturers choose this process for items that need consistent cross-sections and long lengths.
Q: Why Do Tooling Costs Differ Between the Two Methods?
A: Injection molding requires complex molds, which increases tooling costs. Extrusion molding uses simpler dies, so the initial investment stays lower. Manufacturers often select extrusion for cost-sensitive projects with simpler shapes.
Q: Can Both Processes Use the Same Types of Plastics?
A: Both processes use thermoplastics, but injection molding supports a wider range. Extrusion molding works best with materials like polyethylene and PVC. Material choice depends on product requirements and process compatibility.
Q: How Does Production Volume Affect the Choice of Process?
A: High production volumes favor injection molding for complex parts. Extrusion molding suits continuous, high-volume production of simple shapes. Manufacturers consider both volume and product design when choosing a method.
Q: Is Injection Molding Better for Detailed Designs?
A: Yes. Injection molding creates complex, three-dimensional parts with fine details and tight tolerances. Manufacturers use it for products that require precision, such as medical devices and automotive components.

















