Differences Between Extrusion Molding and Injection Molding Processes
Het belangrijkste verschil tussen extrusievormen en spuitgieten zit hem in de vormen en complexiteit van de producten die ermee gemaakt worden. Extrusievormen produceert continue, lineaire profielen zoals buizen of platen, terwijl spuitgieten complexe, driedimensionale objecten zoals auto-onderdelen produceert. Ook de gereedschapskosten verschillen: spuitgieten kost tussen de 10.000 en 1 miljoen euro, terwijl extrusievormen tussen de 1.000 en 10.000 euro kosten. De wereldwijde markt voor spuitgieten bereikte de afgelopen jaren een waarde van ongeveer 298 miljard euro, met name dankzij de automobielsector, terwijl de markt voor geëxtrudeerde kunststoffen naar verwachting 184 miljard euro zal bereiken. Bij een vergelijking tussen extrusievormen en spuitgieten kijken fabrikanten vaak naar de kosten, de complexiteit en het uiteindelijke gebruik.
Belangrijkste verschillen
- Extrusievormen is ideaal voor het produceren van continue, uniforme vormen zoals buizen en platen, waardoor het efficiënt is voor productie op grote schaal.
- Spuitgieten is uitermate geschikt voor het creëren van complexe, driedimensionale onderdelen met ingewikkelde ontwerpen, ideaal voor producten die een hoge precisie vereisen.
- Houd bij de keuze van een methode rekening met de gereedschapskosten; extrusievormen heeft doorgaans lagere opstartkosten dan spuitgieten.
- Bepaal de benodigde productiehoeveelheid; spuitgieten is het meest geschikt voor grote series, terwijl extrusiegieten beter past bij continue productie.
- Kies de materialen zorgvuldig uit op basis van de toepassingsvereisten; beide processen maken gebruik van thermoplasten, maar spuitgieten ondersteunt een breder scala aan materialen.
Extrusievormen versus spuitgieten
Overzicht van extrusievormen
Extrusievormen vormt kunststofmaterialen tot continue, uniforme profielen. Bij dit proces wordt gesmolten plastic door een matrijs geperst, waardoor producten zoals buizen, pijpen en platen ontstaan. De machines werken continu, waardoor ze ideaal zijn voor de productie van grote volumes eenvoudige, lineaire vormen. De meeste extrusievormtoepassingen maken gebruik van thermoplasten zoals polypropyleen, polyethyleen en polystyreen. Deze materialen bieden flexibiliteit, chemische bestendigheid en duurzaamheid, waardoor ze geschikt zijn voor een breed scala aan industrieën.
*Opmerking: Extrusievormen werkt het beste voor producten die een constante dwarsdoorsnede en grote lengte vereisen.
Een breed scala aan industrieën vertrouwt op extrusievormen vanwege de efficiëntie en veelzijdigheid ervan. Zo gebruikt de zonne-energie-industrie het voor de frames van zonnepanelen, terwijl de automobielsector afdichtingen en pakkingen produceert. Fabrikanten van huishoudelijke apparaten maken energiezuinige pakkingen en handgrepen, en de bouwsector gebruikt extrusievormen voor ramen en deuren. Bedrijven in de medische sector produceren slangen en katheters, en de verpakkingsindustrie vervaardigt folies en platen.
De onderstaande tabel geeft een overzicht van veelgebruikte materialen en hun eigenschappen bij extrusievormen:
| Materiaal | Belangrijkste eigenschappen | Toepassingen |
|---|---|---|
| Polypropyleen | Hoge buigsterkte, vochtbestendigheid | Buizen, interieurafwerking, metaalvervanging |
| Nylon | Hoge sterkte-gewichtsverhouding, chemische bestendigheid | Reservoirs, buizen in automotoren |
| Acryl | Helderheid, lichtdoorlatendheid, slagvastheid | Optische toepassingen |
| Polyethyleen | Flexibiliteit, veerkracht, chemische bestendigheid | Verpakkingsfolies, buizen, containers |
| Polystyreen | Uitstekende isolatie, lichtgewicht | Bouwisolatie |
| Polycarbonaat | Slagvastheid, optische helderheid | Auto-onderdelen, elektronische behuizingen |
| ABS | Sterkte, slijtvastheid | Elektrische leidingen, behuizingen voor apparaten, afwerking |

Overzicht van spuitgieten
Spuitgieten creëert complexe, driedimensionale onderdelen door gesmolten plastic in een matrijs te injecteren. Het proces maakt gebruik van gespecialiseerde machines die een breed scala aan thermoplasten en thermoharders kunnen verwerken. Deze methode produceert producten met ingewikkelde ontwerpen, nauwe toleranties en hoogwaardige oppervlakteafwerkingen. Fabrikanten kiezen vaak voor spuitgieten voor producten die precisie en gedetailleerde kenmerken vereisen.
De materiaalkeuze bij spuitgieten speelt een cruciale rol in het bepalen van de complexiteit en prestaties van een product. Sommige kunststoffen maken fijne details en complexe geometrieën mogelijk, terwijl andere de ontwerpmogelijkheden beperken vanwege hun vloei-eigenschappen. De juiste materiaalkeuze beïnvloedt niet alleen de duurzaamheid en de kosten van het eindproduct, maar ook de productietijd en de haalbare complexiteit.
Spuitgieten wordt in veel industrieën toegepast. Fabrikanten produceren hiermee raam- en deurkozijnen, sanitair, elektrische dozen, modulaire bouwelementen, voedselverpakkingen, medische apparaten, defensieonderdelen, landbouwwerktuigen, elektronische componenten en meubelonderdelen. De ISBM-machine (Spuitgiet-rekblaasvormmachineSpuitgieten is een gespecialiseerde vorm van spuitgieten. Het creëert holle plastic verpakkingen, zoals flessen, door de geïnjecteerde voorvorm uit te rekken en in de uiteindelijke vorm te blazen. Deze technologie benadrukt de aanpasbaarheid van spuitgieten voor de productie van zowel massieve als holle objecten.
Belangrijkste verschillen tussen extrusievormen en spuitgieten
De belangrijkste verschillen tussen extrusievormen en spuitgieten hebben betrekking op de productvorm, complexiteit, kosten en toepassingen. Extrusievormen produceert continue, uniforme profielen, waardoor het ideaal is voor producten zoals buizen en frames. Spuitgieten daarentegen is uitermate geschikt voor het vervaardigen van complexe, gedetailleerde, driedimensionale onderdelen zoals auto-onderdelen en medische apparaten.
De onderstaande tabel geeft een overzicht van de technische verschillen:
| Aspect | Spuitgieten | Extrusievormen |
|---|---|---|
| Machines | Gespecialiseerde machines voor het injecteren van materiaal in mallen. | Continu proces waarbij een matrijs wordt gebruikt om materiaal vorm te geven. |
| Smeltsterkte | Hogere smeltsterkte voor complexe vormen | Lagere smeltsterkte, geschikt voor eenvoudigere profielen. |
| Uitbreiding van het verkooppunt | Er kan aanzienlijke matrijszwelling optreden. | Minimale matrijszwelling, meer controle over de afmetingen. |
| Verwerkte materialen | Breed assortiment thermoplasten en thermoharders | Voornamelijk thermoplasten, beperkt tot specifieke typen. |
| Onderdeelcomplexiteit | In staat om ingewikkelde ontwerpen te produceren. | Het meest geschikt voor eenvoudigere, uniforme vormen. |
| Oppervlakteafwerking | Hoogwaardige oppervlakteafwerkingen mogelijk | De oppervlakteafwerking kan variëren en is vaak minder verfijnd. |
| Productievolume | Geschikt voor grootschalige productie. | Ideaal voor continue productie |
| Cyclustijd | Langere cyclustijden als gevolg van afkoeling en stolling. | Kortere cyclustijden, continue doorstroming |
| Gereedschapskosten | Hogere initiële gereedschapskosten | Lagere gereedschapskosten, maar deze kunnen variëren afhankelijk van het ontwerp. |
| Materiaalafval | Meer materiaalverspilling door gietkanalen en aanvoerkanalen. | Over het algemeen minder materiaalafval. |
| Precisie | Hoge precisie en nauwe toleranties mogelijk. | Matige precisie, minder controle over de afmetingen. |
| Productafmetingen | Beperkt door de afmetingen van de mal. | Beperkt door de matrijsgrootte, kunnen langere, doorlopende vormen worden geproduceerd. |

Extrusievormen en spuitgieten verschillen ook qua producttypen:
- Extrusie is ideaal voor doorlopende componenten of herhaalbare onderdelen, zoals buizen en PVC-frames.
- Spuitgieten heeft de voorkeur voor het vervaardigen van complexe en nauwkeurige onderdelen.
Recente ontwikkelingen hebben de keuze tussen extrusievormen en spuitgieten verder beïnvloed. Overmolding- en insert molding-technologieën stellen fabrikanten nu in staat om verschillende materialen te combineren of inserts in te bedden, waardoor de functionaliteit en duurzaamheid van producten worden verbeterd. Nieuwe thermoplasten, zoals polyetherimide en polyetheretherketon, verbeteren de chemische bestendigheid en mechanische prestaties. Magnetron- en radiofrequentieverwarming hebben de energie-efficiëntie verhoogd en de cyclustijden verkort. De integratie van AI en robotica, met name in spuitgieten, heeft de procesoptimalisatie en duurzaamheid verbeterd, wat de opkomst van Industrie 6.0 weerspiegelt.
Procesvergelijking
Hoe werkt extrusievormen?
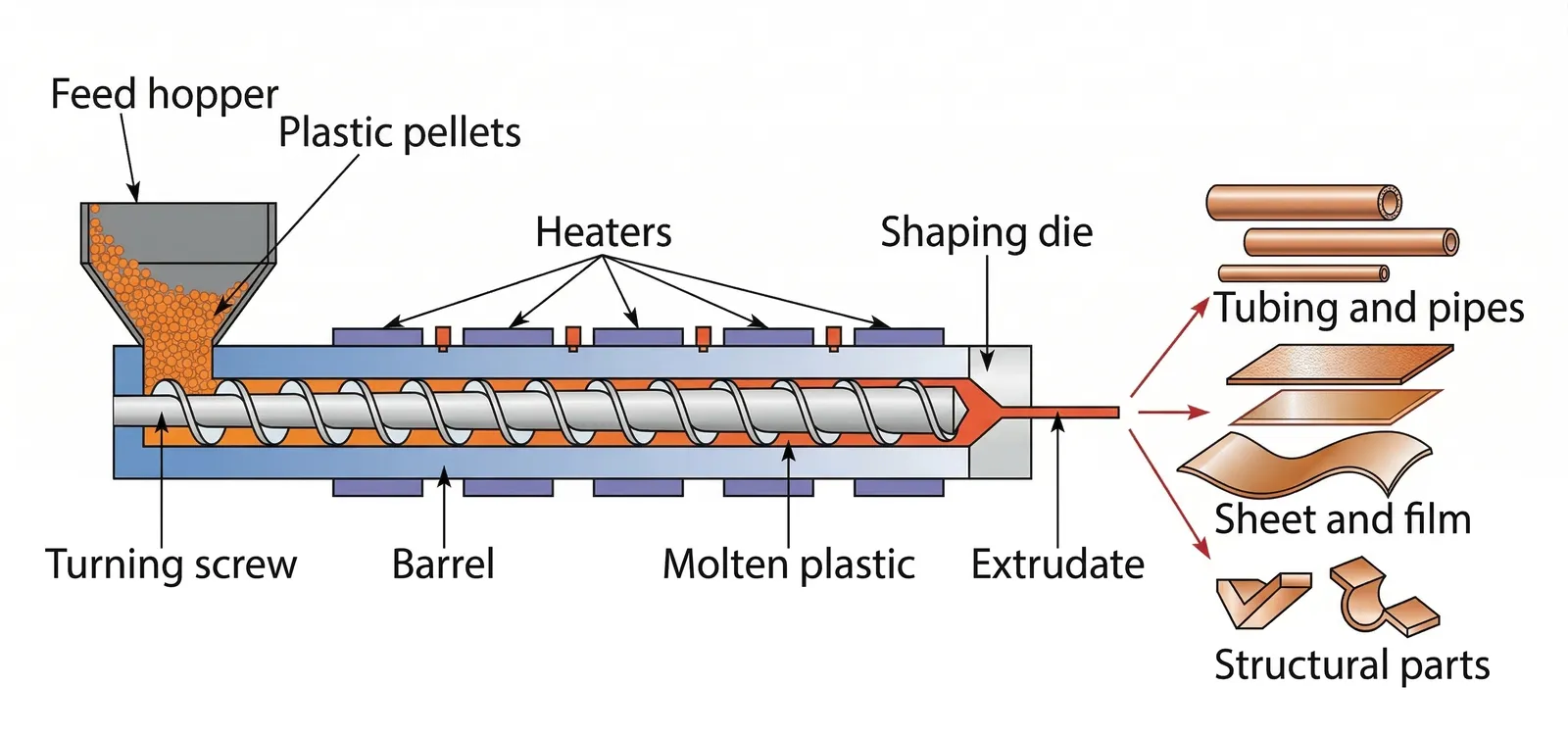
Extrusievormen vormt plastic tot doorlopende profielen met behulp van een gestroomlijnd proces. De methode begint wanneer operators ruwe plastic korrels in een trechter voeren. Het materiaal beweegt naar een verwarmde cilinder, waar het smelt en vloeibaarder wordt. Een roterende schroef duwt het gesmolten plastic naar voren, wat zorgt voor een gelijkmatige smelting en een constante stroom. Het plastic passeert vervolgens een matrijs, die de uiteindelijke vorm bepaalt. Zodra het product de matrijs verlaat, koelt het af en stolt het. Medewerkers of geautomatiseerde systemen trekken het product tot de gewenste lengte en snijden het op maat.
De volgende tabel geeft een overzicht van de belangrijkste stappen en hun impact op de productie-efficiëntie:
| Stap | Beschrijving | Impact op de efficiëntie |
|---|---|---|
| Toevoer en voorverwarming | Aan de grondstof wordt toegevoegd en deze wordt voorverwarmd om de vloeibaarheid te verbeteren. | Verhoogt de smeltefficiëntie en verkort de productietijd. |
| Smelten en transporteren | Het materiaal wordt gesmolten en door de schroef getransporteerd, wat de doorstroming beïnvloedt. | Optimaliseert de materiaalstroom en zorgt voor een constante productkwaliteit. |
| Extrusie en spuitgieten | Het gesmolten metaal wordt in vorm gebracht door middel van een matrijs, waarbij het matrijsontwerp van invloed is. | Heeft direct invloed op de productvorm en vermindert afval. |
| Tractie en snijden | Het product wordt uit de matrijs gehaald en volgens specificaties gesneden. | Garandeert dat het product aan de kwaliteitsnormen voldoet en minimaliseert herwerk. |
Extrusievormen is een continu proces. Hierdoor kunnen fabrikanten efficiënt lange, uniforme producten produceren. De cyclustijden zijn afhankelijk van factoren zoals het materiaalsoort, het matrijsontwerp en de koelsnelheid.
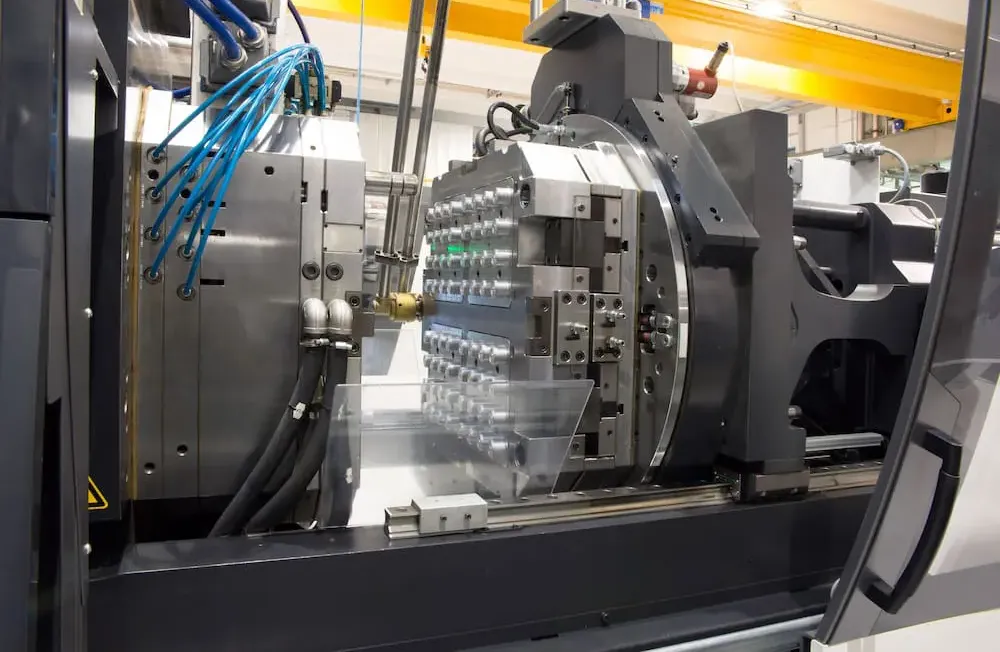
Hoe werkt spuitgieten?
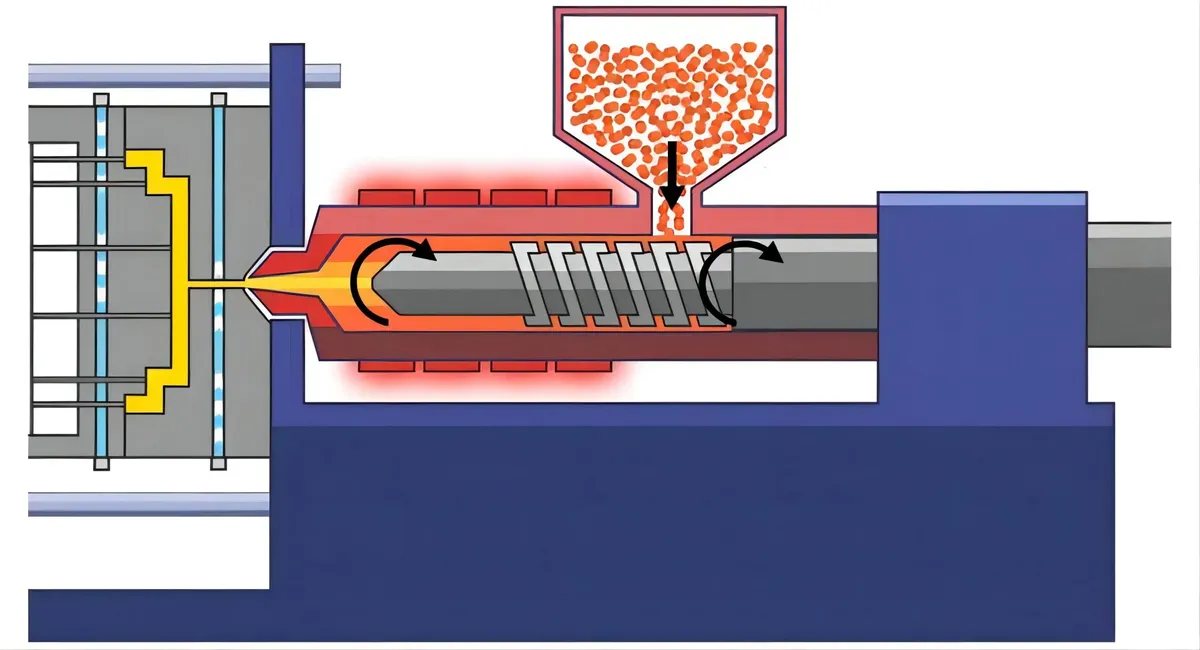
Spuitgieten creëert complexe, driedimensionale onderdelen door gesmolten plastic in een mal te injecteren. Het proces begint met een zorgvuldige materiaalselectie. Operators kiezen kunststoffen die voldoen aan de eisen op het gebied van sterkte en duurzaamheid. De plastic korrels komen in een verwarmde cilinder terecht, waar ze smelten. Een schroef of plunjer injecteert het gesmolten plastic onder hoge druk in een gesloten mal. De mal vormt het plastic tot de gewenste vorm.
Na het spuitgieten koelt de mal af om het onderdeel te laten stollen. De afkoeltijd is cruciaal voor het behoud van de vorm en de structurele integriteit. Zodra het onderdeel is afgekoeld, opent de mal en duwt een uitwerpsysteem het afgewerkte product eruit. Vervolgens worden de onderdelen door medewerkers of machines gecontroleerd en indien nodig afgewerkt.
Onderstaande tabel geeft een overzicht van de belangrijkste stappen en hun effect op de productie-efficiëntie:
| Stap | Beschrijving | Impact op de productie-efficiëntie |
|---|---|---|
| Materiaalselectie | Garandeert dat het eindproduct voldoet aan de eisen op het gebied van sterkte en duurzaamheid. | Heeft invloed op de kwaliteit en de vermindering van afval. |
| Smeltend | Nauwkeurige temperatuurregeling tijdens het smelten. | Cruciaal voor kwaliteit en efficiëntie. |
| Injectie | Synchronisatie van injectie- en klemdruk. | Voorkomt lekkages en waarborgt de integriteit van de componenten. |
| Koeling | Voldoende afkoeltijd voor vorm- en structuurbehoud. | Heeft invloed op de cyclustijd. |
| Uitstoting | Efficiënte uitwerpingsprocessen. | Minimaliseert stilstandtijd en bereidt onderdelen voor op de afwerking, waardoor de productiviteit wordt verhoogd. |
De cyclustijden bij spuitgieten variëren meestal van enkele seconden tot enkele minuten. Het proces is geschikt voor de massaproductie van gedetailleerde onderdelen. De onderstaande tabel vergelijkt de cyclustijden voor beide methoden:
| Vormtype | Cyclustijdbereik |
|---|---|
| Spuitgieten | Een paar seconden tot een paar minuten |
| Extrusievormen | Dit varieert afhankelijk van meerdere factoren. |
*Tip: Injection molding offers precise control over part complexity and surface finish, while extrusion molding excels at producing continuous, uniform shapes.
Voordelen en nadelen
Voordelen en nadelen van extrusievormen
Extrusiegieten biedt diverse voordelen voor fabrikanten die op zoek zijn naar een efficiënte productie van kunststofonderdelen.
- Het proces produceert snel grote hoeveelheden plastic producten, waardoor de totale productiekosten worden verlaagd.
- Schaalbaarheid stelt fabrikanten in staat om met gemak hoge productiedoelstellingen te behalen.
- Door constante kwaliteit te garanderen, voldoen de producten altijd aan de specificaties van de klant.
Extrusievormen kent echter beperkingen.
- Fabrikanten ondervinden moeilijkheden bij de productie van complexe vormen of precisieproducten vanwege beperkingen in het matrijsontwerp en de materiaalstroom.
- Dit proces is ongeschikt voor artikelen die ingewikkelde ontwerpen of veel details vereisen.
- De nauwkeurigheid en oppervlaktekwaliteit van een product kunnen lijden onder factoren zoals de precisie van de mal en de materiaalstroom, wat tot defecten kan leiden.
De gereedschapskosten voor extrusievormen blijven aanzienlijk lager dan die voor spuitgieten. Recente onderzoeken in de maakindustrie tonen aan dat de gereedschapskosten voor extrusievormen 801 tot 901 ton lager liggen dan die voor spuitgieten. De onderstaande tabel vergelijkt de initiële gereedschapskosten en de kosten per onderdeel op de lange termijn:
| Proces | Initiële gereedschapskosten | Kosten per onderdeel op lange termijn |
|---|---|---|
| Spuitgieten | Hoog | Kosteneffectief op de lange termijn |
| Extrusievormen | 80% tot 90% minder | Gemiddelde kosten per onderdeel |
Voordelen en nadelen van spuitgieten
Spuitgieten onderscheidt zich door de mogelijkheid om complexe vormen en gedetailleerde structuren te creëren.
- De verbeterde ontwerpflexibiliteit stelt fabrikanten in staat om complexe ontwerpen, interne kanalen en unieke geometrieën te produceren.
- Het proces ondersteunt maatwerkoplossingen die zijn afgestemd op specifieke gebruikersbehoeften en markttrends.
- Door een goed gereedschapsontwerp en wetenschappelijke methoden is de productie van zeer complexe en gedetailleerde kunststofonderdelen mogelijk.
- Grootschalige productie met minimale afwijkingen garandeert een constante productkwaliteit.
Ondanks deze voordelen kent spuitgieten ook enkele nadelen.
- De gereedschapskosten voor eenvoudige ontwerpen variëren van $2.000 tot $5.000, terwijl complexe mallen vele malen duurder zijn.
- Het maken van productiegereed spuitgietmatrijzen kan 4 tot 16 weken duren, waarbij zeer complexe matrijzen een nog langere levertijd vereisen.
- Bij grote productievolumes brengen stalen matrijzen aanzienlijke tijd- en kapitaalkosten met zich mee, wat een nadeel kan zijn bij kleinere productievolumes.
| Gereedschapstype | Prijsbereik |
|---|---|
| Eenvoudig ontwerp | $2.000 – $5.000 |
| Complexe mallen | Meerdere malen hoger |
*Tip: Fabrikanten moeten bij de keuze tussen extrusievormen en spuitgieten rekening houden met zowel de complexiteit van het product als het verwachte productievolume.
Toepassingen
Extrusievormproducten
Extrusievormen wordt gebruikt voor de productie van veel alledaagse producten, met name in de bouw en de verpakkingsindustrie. Bij dit proces wordt plastic gevormd tot lange, doorlopende profielen met een consistente doorsnede. Fabrikanten vertrouwen op extrusievormen vanwege de efficiëntie en de mogelijkheid om grote hoeveelheden uniforme producten te produceren.
Veelvoorkomende producten die met extrusievormen worden gemaakt, zijn onder andere:
- Buizen en leidingen voor sanitair en irrigatie.
- Tochtstrips voor deuren en ramen
- Omheiningen en balustrades voor buitenruimtes
- Raamkozijnen en deurkozijnen voor gebouwen
- Plastic folies en platen voor verpakking
- Thermoplastische coatings voor draden en kabels
- Draadisolatie voor elektrische toepassingen
- Bekleding, gevelbekleding en dakbedekkingselementen voor woningen
- Sierlijsten, profielen en afvoersystemen
- Kunststof regengoten en vinyl gevelbekleding
- PVC water- en rioolbuizen
- Constructie-elementen voor woon- en bedrijfsgebouwen
*Opmerking: Extrusievormen is uitermate geschikt voor de productie van artikelen met lange lengtes en uniforme vormen. Veel bouw- en verpakkingsproducten zijn voor hun duurzaamheid en kosteneffectiviteit afhankelijk van dit proces.
Spuitgietproducten
Spuitgieten produceert een breed scala aan complexe, driedimensionale ISBM-flessen. Dit proces stelt fabrikanten in staat gedetailleerde onderdelen te creëren met precieze afmetingen en een gladde afwerking. Veel industrieën, waaronder de auto-industrie en de consumentengoederensector, zijn afhankelijk van spuitgieten voor zowel functionele als decoratieve producten.
De onderstaande tabel toont veelvoorkomende producten die met spuitgieten worden vervaardigd in belangrijke sectoren:
| Sector | Gangbare producten |
|---|---|
| Automobiel | Knoppen, knoppen, ventilatieroosters, deurgrepen, dashboards, autobumpers, koplampbehuizingen, onderdelen van de middenconsole |
| Consumentengoederen | Speelgoed, gamecontrollers, toiletbrillen, telefoonhoesjes, bakvormen, snijplanken, keukengerei, helmen, promotieartikelen, stekkers, afstandsbedieningen, drankautomaten, bekers, douchegordijnringen |
Fabrikanten gebruiken spuitgieten ook voor de productie van:
- Interieurafwerking en dashboardonderdelen voor voertuigen
- Exterieur auto-onderdelen zoals grilles en bumpers
- Keukengerei, plastic bestek en opbergdozen
- Speelgoed, helmen en andere veiligheidsuitrusting
- Behuizingen van elektronische apparaten en afstandsbedieningen
Spuitgieten maakt productie op grote schaal mogelijk en levert een constante kwaliteit. Dit proces blijft essentieel voor industrieën die gedetailleerde, duurzame en betrouwbare kunststofproducten vereisen.

Een methode kiezen
Kernfactoren
Fabrikanten moeten verschillende belangrijke factoren evalueren voordat ze voor een project kiezen tussen extrusie- of spuitgieten. De complexiteit van het productontwerp speelt een grote rol. Spuitgieten is het meest geschikt voor ingewikkelde ontwerpen en hoge precisie, terwijl extrusie-vormen beter passen bij eenvoudigere vormen en continue lengtes. Ook het productievolume is van invloed op de beslissing. Spuitgieten is ideaal voor productie in grote volumes, terwijl extrusie-vormen uitblinkt in continue productie.
De gereedschapskosten verschillen tussen de twee processen. Spuitgieten vereist doorgaans een hogere investering vanwege de complexere matrijzen. Extrusiegieten brengt doorgaans lagere gereedschapskosten met zich mee vanwege de eenvoudigere apparatuur. Ook de cyclustijd is van belang. Spuitgieten biedt kortere cyclustijden voor complexe onderdelen, terwijl extrusiegieten langer kan duren voor doorlopende vormen. Het type materiaal heeft invloed op het eindproduct. Spuitgieten ondersteunt een breed scala aan materialen, terwijl extrusiegieten geschikt is voor specifieke kunststoffen.
| Factor | Spuitgieten | Extrusie |
|---|---|---|
| Ontwerpcomplexiteit | Ideaal voor ingewikkelde ontwerpen en hoge precisie. | Geschikt voor eenvoudigere vormen en doorlopende lengtes. |
| Productievolume | Ideaal voor grootschalige productie. | Efficiënt voor continue productie |
| Gereedschapskosten | Over het algemeen hoger vanwege complexe mallen. | Doorgaans lager vanwege eenvoudiger gereedschap. |
| Cyclustijd | Kortere cyclustijden voor complexe onderdelen | Langere cyclustijden voor doorlopende vormen |
| Materiaalsoorten | Veelzijdig te gebruiken met diverse materialen. | Beperkt tot specifieke materialen. |
Andere belangrijke factoren zijn de wettelijke voorschriften. Fabrikanten moeten ervoor zorgen dat materialen voldoen aan normen zoals FDA, UL en ISO 13485. Gevalideerde processen en kwaliteitsmanagement helpen oppervlaktedefecten, onjuiste afmetingen en interne fouten te voorkomen.
Beslissingsgids
Een duidelijke beslissingsgids helpt fabrikanten bij het kiezen van het juiste proces. Houd rekening met de volgende punten:
- Ontwerpcomplexiteit: Spuitgieten maakt zeer gedetailleerde en complexe componenten mogelijk. Extrusiegieten is kosteneffectiever voor grootschalige productie van doorlopende vormen.
- Productievolume: Spuitgieten is geschikt voor grote series, terwijl extrusiegieten goed werkt voor continue, uniforme producten.
- Gereedschaps- en instelkosten: Spuitgieten brengt hoge instel- en matrijskosten met zich mee. Extrusiegieten biedt lagere kosten voor gereedschap en instelkosten.
- Levertijden: Het ontwerpen en fabriceren van matrijzen voor spuitgieten kan weken of maanden duren. Extrusiegieten biedt doorgaans snellere levertijden voor continue productie.
- Materiaalkeuze: De materiaalkeuze beïnvloedt de productkwaliteit. Het selecteren van het juiste materiaal is cruciaal voor de functionaliteit en de toepassingseisen.
- Naleving van regelgeving: Het naleven van normen garandeert producten van hoge kwaliteit en veiligheid.
| Proces | Installatiekosten | Geschikt voor productievolume | Schimmelkosten |
|---|---|---|---|
| Spuitgieten | Hoog | Economisch voor grootschalige toepassingen | Hoog |
| Extrusievormen | Laag | Minder geschikt voor kleine hoeveelheden. | Laag |
Manufacturers should avoid common mistakes such as improper material selection, non-streamlined production, and poor quality control. Good communication and validated processes help maintain product quality and consistency.
*Tip: Stem het proces altijd af op het ontwerp, het volume en de wettelijke eisen van het product. Deze aanpak garandeert een efficiënte productie en betrouwbare resultaten.
Extrusievormen werkt het beste voor continue, uniforme vormen, terwijl spuitgieten complexe, gedetailleerde onderdelen produceert. Fabrikanten moeten het proces afstemmen op de productbehoeften, rekening houdend met kosten, complexiteit en toepassing. Deskundigen in de branche adviseren:
- Selecteer materialen op basis van toepassing en kosten, inclusief opties voor gerecycled materiaal.
- Kies aluminium mallen voor lagere kosten of stalen mallen voor duurzaamheid.
- Vereenvoudig het ontwerp van onderdelen om de kosten te verlagen.
- Stem de investering in matrijzen af op het verwachte productievolume.
Careful planning ensures the most cost-effective and efficient manufacturing process.
 |
 |
Veelgestelde vragen
Q: What Products Are Best Suited for Extrusion Molding?
A: Extrusion molding works best for products with continuous, uniform shapes. Examples include pipes, tubes, window frames, and plastic films. Manufacturers choose this process for items that need consistent cross-sections and long lengths.
Q: Why Do Tooling Costs Differ Between the Two Methods?
A: Injection molding requires complex molds, which increases tooling costs. Extrusion molding uses simpler dies, so the initial investment stays lower. Manufacturers often select extrusion for cost-sensitive projects with simpler shapes.
Q: Can Both Processes Use the Same Types of Plastics?
A: Both processes use thermoplastics, but injection molding supports a wider range. Extrusion molding works best with materials like polyethylene and PVC. Material choice depends on product requirements and process compatibility.
Q: How Does Production Volume Affect the Choice of Process?
A: High production volumes favor injection molding for complex parts. Extrusion molding suits continuous, high-volume production of simple shapes. Manufacturers consider both volume and product design when choosing a method.
Q: Is Injection Molding Better for Detailed Designs?
A: Yes. Injection molding creates complex, three-dimensional parts with fine details and tight tolerances. Manufacturers use it for products that require precision, such as medical devices and automotive components.

















