Differences Between Extrusion Molding and Injection Molding Processes
Основное различие между экструзионным формованием и литьем под давлением заключается в форме и сложности изготавливаемых изделий. Экструзионное формование позволяет создавать непрерывные линейные профили, такие как трубы или листы, в то время как литье под давлением производит сложные трехмерные изделия, например, автомобильные детали. Стоимость оснастки также различается: литье под давлением стоит от 10 000 до 1 миллиона долларов, а экструзионное формование — от 1000 до 10 000 долларов. В последние годы мировой рынок литья под давлением достиг примерно 1298 миллиардов долларов, в основном за счет автомобильного сектора, в то время как рынок экструдированных пластмасс, по прогнозам, достигнет 184 миллиардов долларов. При сравнении экструзионного формования и литья под давлением производители часто учитывают стоимость, сложность и конечное применение.
Ключевые различия
- Экструзионное формование идеально подходит для производства непрерывных, однородных форм, таких как трубы и листы, что делает его эффективным для крупносерийного производства.
- Литье под давлением превосходно подходит для создания сложных трехмерных деталей со замысловатым дизайном, предназначенных для изделий, требующих высокой точности.
- При выборе метода учитывайте стоимость оснастки; экструзионное формование, как правило, имеет более низкие первоначальные затраты по сравнению с литьевым формованием.
- Оцените потребности в объеме производства; литье под давлением лучше всего подходит для больших партий, а экструзионное формование — для непрерывного производства.
- Тщательно выбирайте материалы в зависимости от требований к применению; в обоих процессах используются термопласты, но литье под давлением позволяет использовать более широкий спектр материалов.
Экструзионное литье против литья под давлением
Обзор экструзионного формования
Экструзионное формование придает пластиковым материалам непрерывный, однородный профиль. В этом процессе расплавленный пластик продавливается через фильеру, образуя такие изделия, как трубы, трубки и листы. Оборудование работает непрерывно, что делает его идеальным для крупномасштабного производства простых линейных форм. В большинстве случаев при экструзионном формовании используются термопласты, такие как полипропилен, полиэтилен и полистирол. Эти материалы обладают гибкостью, химической стойкостью и долговечностью, что делает их подходящими для широкого спектра отраслей промышленности.
*Примечание: Экструзионное формование лучше всего подходит для изделий, требующих одинакового поперечного сечения и большой длины.
Экструзионное формование используется в самых разных отраслях промышленности благодаря своей эффективности и универсальности. Например, в солнечной энергетике его применяют для изготовления рамок панелей, а в автомобильной промышленности производят уплотнители и прокладки. Производители бытовой техники изготавливают энергоэффективные прокладки и ручки, а в строительстве экструзионное формование используется для окон и дверей. Компании, производящие медицинские изделия, выпускают трубки и катетеры, а упаковочная промышленность производит пленки и листы.
В таблице ниже представлены распространенные материалы и их свойства, используемые в экструзионном формовании:
| Материал | Ключевые свойства | Приложения |
|---|---|---|
| Полипропилен | Высокая прочность на изгиб, влагостойкость | Трубы, внутренняя отделка, замена металлических деталей. |
| Нейлон | Высокое соотношение прочности к весу, химическая стойкость. | Резервуары, трубки в автомобильных двигателях |
| Акрил | Чёткость, светопропускание, ударопрочность | Оптические приложения |
| полиэтилен | Гибкость, упругость, химическая стойкость | Упаковочные пленки, трубы, контейнеры |
| Полистирол | Отличная теплоизоляция, лёгкий вес | Строительная теплоизоляция |
| Поликарбонат | Ударопрочность, оптическая прозрачность | Автомобильные компоненты, электронные корпуса |
| АБС | Прочность, износостойкость | Электропроводка, корпуса бытовой техники, отделка. |

Обзор литья под давлением
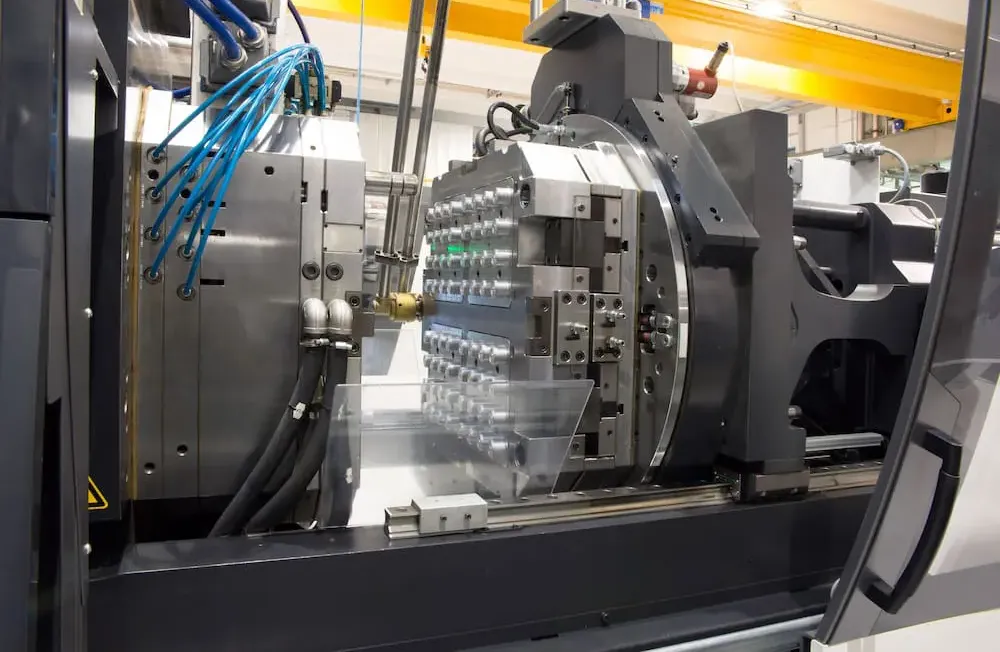
Литье под давлением позволяет создавать сложные трехмерные детали путем впрыскивания расплавленного пластика в полость пресс-формы. В этом процессе используется специализированное оборудование, способное работать с широким спектром термопластов и термореактивных пластмасс. Этот метод позволяет производить изделия со сложной конструкцией, жесткими допусками и высококачественной обработкой поверхности. Производители часто выбирают литье под давлением для изделий, требующих точности и детальной проработки.
Выбор материалов при литье под давлением играет решающую роль в определении сложности и характеристик изделия. Некоторые пластмассы позволяют создавать тонкие детали и сложные геометрические формы, в то время как другие ограничивают возможности проектирования из-за своих характеристик текучести. Правильный выбор материала влияет не только на долговечность и стоимость конечного продукта, но и на время производства и достижимую сложность.
Литье под давлением используется во многих отраслях промышленности. Производители изготавливают оконные и дверные рамы, сантехническое оборудование, электрощиты, элементы модульных конструкций, пищевую упаковку, медицинские приборы, детали для оборонной промышленности, сельскохозяйственные инструменты, электронные компоненты и детали мебели, используя этот процесс. Машина ISBM (Машина для литья под давлением и выдувного формованияЛитье под давлением представляет собой специализированную форму литья под давлением. В ходе этой технологии создаются полые пластиковые контейнеры, такие как бутылки, путем растягивания и выдувания впрыскиваемой заготовки до ее окончательной формы. Эта технология демонстрирует универсальность литья под давлением для производства как сплошных, так и полых изделий.
Основные различия между экструзионным формованием и литьем под давлением.
Основные различия между экструзионным и литьевым формованием касаются формы изделия, сложности, стоимости и областей применения. Экструзионное формование позволяет получать непрерывные, однородные профили, что делает его идеальным для таких изделий, как трубы и рамы. Литье под давлением, с другой стороны, превосходно подходит для создания сложных, детализированных трехмерных деталей, таких как автомобильные компоненты и медицинские приборы.
В таблице ниже приведено краткое описание технических различий:
| Аспект | Литье под давлением | Экструзионное формование |
|---|---|---|
| Машины и оборудование | Специализированное оборудование для впрыскивания материала в пресс-формы. | Непрерывный процесс с использованием штампа для придания формы материалу. |
| Прочность плавления | Повышенная прочность расплава для сложных форм | Более низкая прочность расплава, подходит для более простых профилей. |
| Расширение сети торговых точек | Может произойти значительное разбухание кристалла. | Минимальное разбухание матрицы, больший контроль над размерами. |
| Обрабатываемые материалы | Широкий ассортимент термопластов и термореактивных пластмасс. | В основном термопласты, но только определенных типов. |
| Сложность детали | Способен создавать сложные узоры. | Лучше всего подходит для простых, однородных форм. |
| Отделка поверхности | Достижимы высококачественные результаты обработки поверхности. | Качество обработки поверхности может варьироваться, зачастую оно менее отточено. |
| Объём производства | Подходит для крупносерийного производства. | Идеально подходит для непрерывного производства. |
| Время цикла | Увеличение времени цикла из-за охлаждения и затвердевания. | Сокращение времени цикла, непрерывный поток |
| Затраты на оснастку | Более высокие первоначальные затраты на оснастку. | Более низкие затраты на оснастку, но они могут варьироваться в зависимости от конструкции. |
| Материальные отходы | Увеличение отходов материала из-за литников и обломков. | Как правило, меньше отходов материалов. |
| Точность | Возможна высокая точность и жесткие допуски. | Умеренная точность, меньший контроль над размерами. |
| Ограничения по размеру продукции | Ограничено размером пресс-формы. | Ограниченная размером матрицы, возможность изготовления непрерывных профилей большей длины. |

Экструзионное формование и литье под давлением также различаются по типам продукции:
- Экструзия идеально подходит для изготовления непрерывных компонентов или повторяющихся деталей, таких как трубы и ПВХ-рамы.
- Литье под давлением предпочтительно для создания сложных и точных деталей.
Последние достижения еще больше усложнили выбор между экструзионным и литьевым формованием. Технологии литья с закладными элементами и формования с вставками теперь позволяют производителям комбинировать различные материалы или встраивать вставки, повышая функциональность и долговечность продукции. Новые термопласты, такие как полиэтеримид и полиэфирэфиркетон, улучшают химическую стойкость и механические характеристики. Микроволновый и радиочастотный нагрев повысили энергоэффективность и сократили время цикла. Интеграция искусственного интеллекта и робототехники, особенно в литье под давлением, улучшила оптимизацию процессов и устойчивость, отражая развитие Индустрии 6.0.
Сравнение процессов
Как работает экструзионное формование?
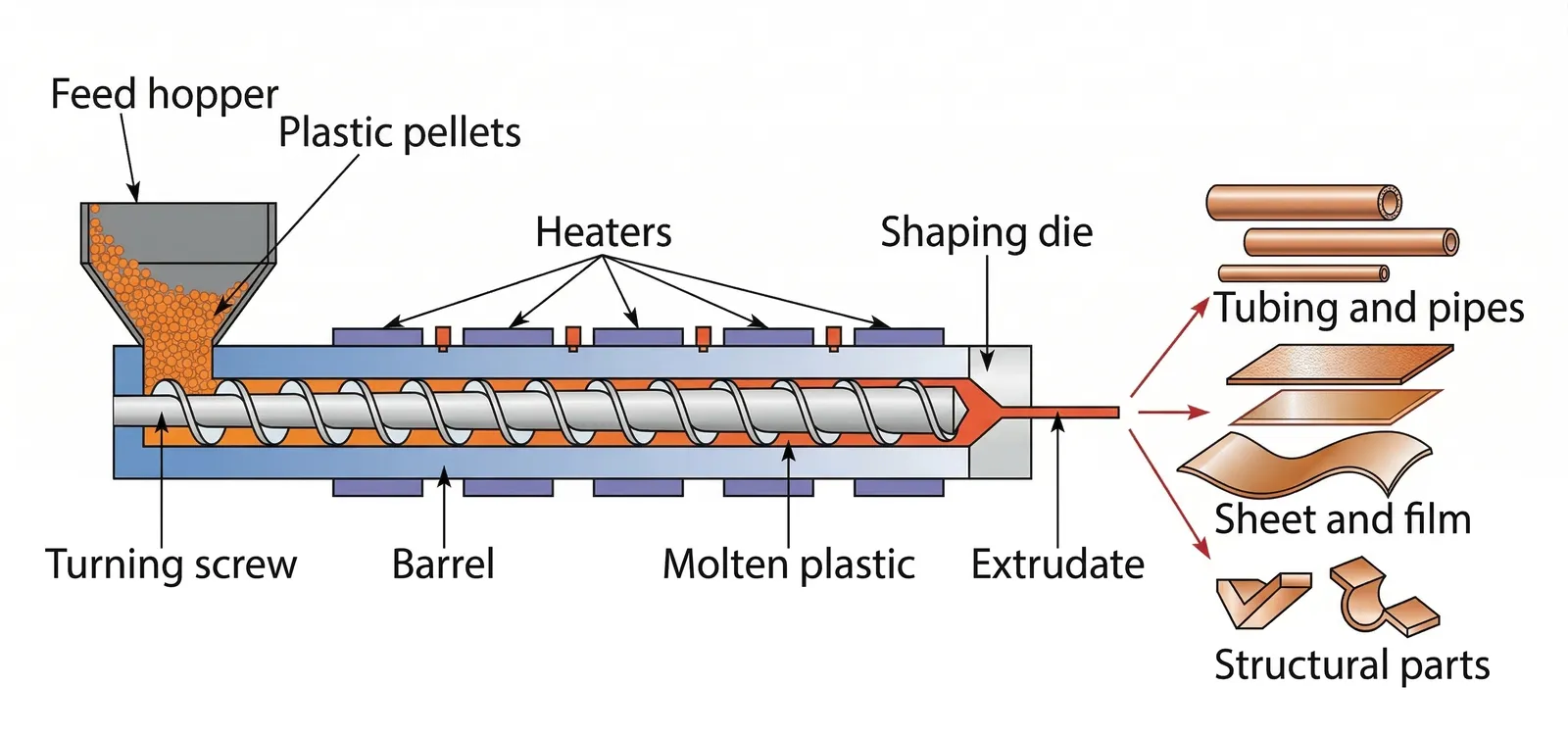
Экструзионное формование придает пластику форму непрерывных профилей с помощью оптимизированного процесса. Метод начинается с того, что операторы загружают гранулы сырого пластика в бункер. Материал перемещается в нагретый цилиндр, где плавится и становится более текучим. Вращающийся шнек проталкивает расплавленный пластик вперед, обеспечивая равномерное плавление и постоянный поток. Затем пластик проходит через матрицу, которая определяет окончательную форму. После выхода из матрицы изделие охлаждается и затвердевает. Рабочие или автоматизированные системы протягивают изделие до нужной длины и обрезают его по размеру.
В таблице ниже представлены основные этапы и их влияние на эффективность производства:
| Шаг | Описание | Влияние на эффективность |
|---|---|---|
| Подача корма и предварительный нагрев | Для улучшения текучести добавляется сырье и проводится предварительный нагрев. | Повышает эффективность плавки, сокращая время производства. |
| Плавление и транспортировка | Материал плавится и транспортируется шнеком, что влияет на поток. | Оптимизирует потоки материалов, обеспечивая стабильное качество продукции. |
| Экструзия и формование | Формирование расплава происходит через фильеру, на которую влияет конструкция фильеры. | Непосредственно влияет на форму изделия и снижает количество отходов. |
| Тяга и резка | Изделие извлекается из штампа и разрезается в соответствии с техническими требованиями. | Обеспечивает соответствие продукции стандартам качества, сводя к минимуму доработки. |
Экструзионное формование — это непрерывный процесс. Эта особенность позволяет производителям эффективно изготавливать длинные, однородные изделия. Время цикла зависит от таких факторов, как тип материала, конструкция матрицы и скорость охлаждения.
Как работает литье под давлением?
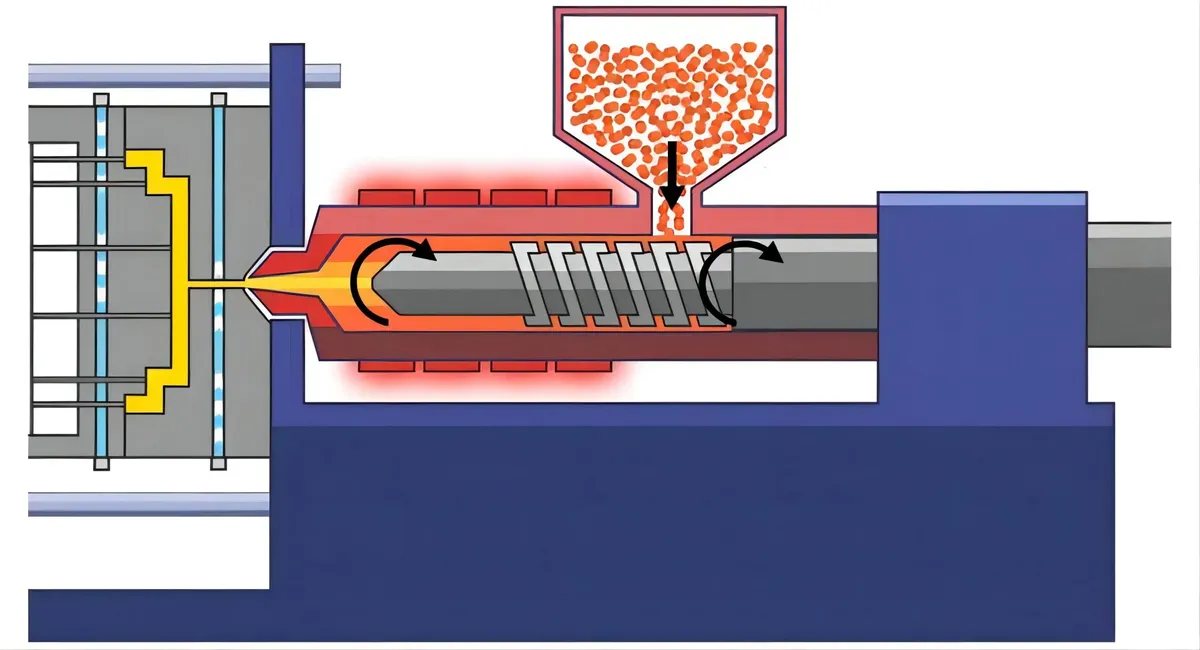
Литье под давлением позволяет создавать сложные трехмерные детали путем впрыскивания расплавленного пластика в форму. Процесс начинается с тщательного выбора материала. Операторы выбирают пластик, отвечающий требованиям к прочности и долговечности. Пластиковые гранулы поступают в нагретый цилиндр, где они плавятся. Шнек или поршень впрыскивают расплавленный пластик в закрытую форму под высоким давлением. Форма придает пластику желаемую форму.
После впрыскивания пресс-форма охлаждается, чтобы деталь затвердела. Время охлаждения имеет решающее значение для сохранения формы и структурной целостности. После охлаждения детали пресс-форма открывается, и система выталкивания выталкивает готовое изделие. Затем рабочие или станки проверяют и дорабатывают детали по мере необходимости.
В таблице ниже приведено краткое описание основных этапов и их влияния на эффективность производства:
| Шаг | Описание | Влияние на эффективность производства |
|---|---|---|
| Выбор материалов | Гарантирует соответствие конечного продукта требованиям к прочности и долговечности. | Влияет на качество и сокращение отходов. |
| Плавление | Точный контроль температуры в процессе плавления. | Это имеет решающее значение для качества и эффективности. |
| Инъекция | Синхронизация давления впрыска и давления зажима. | Предотвращает протечки и обеспечивает целостность компонентов. |
| Охлаждение | Достаточное время охлаждения для сохранения формы и структурной целостности. | Влияет на время цикла. |
| Выброс | Эффективные процессы выброса. | Сводит к минимуму время простоя и подготавливает детали к финишной обработке, повышая производительность. |
Время цикла литья под давлением обычно составляет от нескольких секунд до нескольких минут. Этот процесс подходит для крупносерийного производства деталей с высокой степенью детализации. В таблице ниже приведено сравнение времени цикла для обоих методов:
| Тип формования | Диапазон времени цикла |
|---|---|
| Литье под давлением | От нескольких секунд до нескольких минут |
| Экструзионное формование | Зависит от множества факторов. |
*Tip: Injection molding offers precise control over part complexity and surface finish, while extrusion molding excels at producing continuous, uniform shapes.
Преимущества и недостатки
Преимущества и недостатки экструзионного формования
Экструзионное литье предлагает ряд преимуществ для производителей, стремящихся к эффективному производству пластиковых деталей.
- Данный процесс позволяет быстро производить большие объемы пластиковых изделий, что снижает общие производственные затраты.
- Масштабируемость позволяет производителям с легкостью достигать высоких производственных показателей.
- Стабильное качество гарантирует, что продукция всегда соответствует требованиям заказчика.
Однако у экструзионного формования есть свои ограничения.
- Производители сталкиваются с трудностями при изготовлении изделий сложной формы или высокоточных изделий из-за особенностей конструкции пресс-форм и ограничений, связанных с потоком материала.
- Данный процесс не подходит для изделий, требующих сложных узоров или высокой детализации.
- Точность изготовления и качество поверхности продукции могут ухудшаться из-за таких факторов, как точность пресс-формы и поток материала, что может привести к дефектам.
Затраты на оснастку для экструзионного формования остаются значительно ниже, чем для литья под давлением. Недавние исследования в производственной сфере показывают, что затраты на оснастку для экструзионного формования на 801–901 тонну меньше, чем для литья под давлением. В таблице ниже сравниваются первоначальные затраты на оснастку и долгосрочные затраты на одну деталь:
| Процесс | Первоначальные затраты на оснастку | Долгосрочная стоимость одной детали |
|---|---|---|
| Литье под давлением | Высокий | Экономически выгодно в долгосрочной перспективе |
| Экструзионное формование | 80% к 90% меньше | Более средняя стоимость за деталь |
Преимущества и недостатки литья под давлением
Литье под давлением отличается своей способностью создавать сложные и детализированные формы.
- Повышенная гибкость проектирования позволяет производителям создавать сложные конструкции, внутренние каналы и уникальные геометрические формы.
- Данный процесс позволяет создавать индивидуальные решения, адаптированные к конкретным потребностям пользователей и рыночным тенденциям.
- Правильное проектирование оснастки и научные подходы позволяют производить очень сложные и детализированные пластиковые детали.
- Крупносерийное производство с минимальными отклонениями обеспечивает стабильное качество продукции.
Несмотря на эти преимущества, литье под давлением имеет и некоторые недостатки.
- Стоимость оснастки для простых конструкций колеблется от $2000 до $5000, в то время как сложные пресс-формы стоят в несколько раз дороже.
- Изготовление готовых к серийному производству пресс-форм для литья под давлением может занять от 4 до 16 недель, а для очень сложных инструментов требуются еще более длительные сроки.
- При больших объемах производства изготовление стальных пресс-форм сопряжено со значительными временными и капитальными затратами, что может быть недостатком при меньших объемах производства.
| Тип инструмента | Диапазон цен |
|---|---|
| Простой дизайн | $2,000 – $5,000 |
| Сложные формы | В несколько раз выше |
*Совет: При выборе между экструзионным и литьевым формованием производителям следует учитывать как сложность продукта, так и ожидаемый объем производства.
Приложения
Изделия, полученные методом экструзионного формования
Экструзионное формование позволяет создавать множество товаров повседневного спроса, особенно в строительстве и упаковке. Этот процесс придает пластику форму длинных, непрерывных изделий с одинаковым поперечным сечением. Производители полагаются на экструзионное формование благодаря его эффективности и возможности выпускать большие объемы однородных изделий.
К числу распространенных изделий, изготавливаемых методом экструзионного формования, относятся:
- Трубы и шланги для водопровода и орошения
- Уплотнители для дверей и окон
- Ограждения и перила для террас на открытом воздухе
- Оконные и дверные рамы для зданий
- Пластиковые пленки и листы для упаковки
- Термопластичные покрытия для проводов и кабелей
- Изоляция проводов для электротехнических применений
- Компоненты для облицовки, кровли и сайдинга для домов.
- Отделочные материалы, молдинги и дренажные системы
- Пластиковые водосточные желоба и виниловый сайдинг
- ПВХ водопроводные и канализационные трубы
- Конструкционные элементы для жилых и коммерческих зданий
*Примечание: Экструзионное формование отлично подходит для производства изделий большой длины и однородной формы. Многие строительные и упаковочные изделия используют этот процесс для обеспечения долговечности и экономичности.
Изделия, изготовленные методом литья под давлением
Литье под давлением позволяет производить широкий ассортимент сложных трехмерных бутылок из литьевой массы. Этот процесс дает производителям возможность создавать детали с точными размерами и гладкой поверхностью. Многие отрасли, включая автомобильную промышленность и производство потребительских товаров, используют литье под давлением как для функциональных, так и для декоративных изделий.
В таблице ниже представлены наиболее распространенные изделия, изготавливаемые методом литья под давлением в ключевых отраслях промышленности:
| Сектор | Обычные продукты |
|---|---|
| Автомобильная промышленность | Ручки, кнопки, вентиляционные решетки, дверные ручки, приборные панели, бамперы автомобилей, корпуса фар, детали центральной консоли. |
| Потребительские товары | Игрушки, игровые контроллеры, сиденья для унитазов, чехлы для мобильных телефонов, формы для выпечки, разделочные доски, кухонная утварь, шлемы, рекламная продукция, электрические вилки, пульты дистанционного управления, диспенсеры для напитков, чашки, кольца для душевых занавесок |
Производители также используют литье под давлением для изготовления следующих изделий:
- Элементы внутренней отделки и компоненты приборной панели для автомобилей
- Внешние автомобильные детали, такие как решетки радиатора и бамперы.
- Кухонная утварь, пластиковые столовые приборы и контейнеры для хранения.
- Игрушки, шлемы и другое защитное снаряжение
- Корпуса электронных устройств и пульты дистанционного управления
Литье под давлением обеспечивает крупномасштабное производство и гарантирует стабильное качество. Этот процесс остается важнейшим для отраслей, требующих детально проработанных, прочных и надежных изделий из пластмассы.

Выбор метода
Ключевые факторы
Перед выбором экструзионного или литьевого формования для проекта производители должны оценить несколько ключевых факторов. Сложность конструкции изделия играет важную роль. Литье под давлением лучше всего подходит для сложных конструкций и высокой точности, в то время как экструзионное формование — для более простых форм и непрерывных отрезков. Объем производства также влияет на решение. Литье под давлением идеально подходит для крупносерийного производства, а экструзионное формование — для непрерывного производства.
Стоимость оснастки различается для двух процессов. Литье под давлением обычно требует больших инвестиций из-за сложных пресс-форм. Экструзионное формование, как правило, предполагает меньшие затраты на оснастку благодаря более простому оборудованию. Время цикла также имеет значение. Литье под давлением обеспечивает более короткое время цикла для сложных деталей, в то время как экструзионное формование может занять больше времени для непрерывных форм. Типы материалов влияют на конечный продукт. Литье под давлением поддерживает широкий спектр материалов, в то время как экструзионное формование работает с определенными видами пластмасс.
| Фактор | Литье под давлением | Экструзия |
|---|---|---|
| Сложность проектирования | Идеально подходит для сложных конструкций и высокой точности. | Подходит для простых форм и непрерывных отрезков. |
| Объём производства | Идеально подходит для крупносерийного производства. | Эффективен для непрерывного производства. |
| Затраты на оснастку | Как правило, цены выше из-за сложных форм. | Как правило, более низкие показатели обусловлены более простым оборудованием. |
| Время цикла | Сокращение времени цикла для сложных деталей. | Увеличение времени цикла для непрерывных форм |
| Типы материалов | Универсальное применение с различными материалами | Ограничено конкретными материалами |
К числу других важных факторов относятся нормативные требования. Производители должны гарантировать соответствие материалов таким стандартам, как FDA, UL и ISO 13485. Проверенные процессы и система управления качеством помогают предотвратить дефекты поверхности, неправильные размеры и внутренние изъяны.
Руководство по принятию решений
Четкое руководство по принятию решений помогает производителям выбрать правильный процесс. Рассмотрите следующие моменты:
- Сложность конструкции: Литье под давлением позволяет создавать высокодетализированные и сложные компоненты. Экструзионное литье более экономично для крупномасштабного производства непрерывных форм.
- Объём производства: Литье под давлением подходит для больших партий, а экструзионное формование хорошо работает для получения непрерывных, однородных изделий.
- Затраты на оснастку и переналадку: Литье под давлением сопряжено с высокими затратами на переналадку и изготовление пресс-форм. Экструзионное литье предлагает более низкие затраты на оснастку и переналадку.
- Сроки выполнения заказа: проектирование и изготовление пресс-форм для литья под давлением может занять недели или месяцы. Экструзионное литье обычно обеспечивает более короткие сроки выполнения заказа для непрерывного производства.
- Выбор материала: Выбор материала влияет на качество продукции. Правильный выбор материала имеет решающее значение для функциональности и требований к применению.
- Соответствие нормативным требованиям: соблюдение стандартов гарантирует высокое качество и безопасность продукции.
| Процесс | Начальные затраты | Пригодность для объемов производства | Стоимость плесени |
|---|---|---|---|
| Литье под давлением | Высокий | Экономично для крупномасштабного производства | Высокий |
| Экструзионное формование | Низкий | Менее подходит для небольших партий. | Низкий |
Manufacturers should avoid common mistakes such as improper material selection, non-streamlined production, and poor quality control. Good communication and validated processes help maintain product quality and consistency.
*Совет: Всегда адаптируйте производственный процесс к конструкции продукта, объему производства и нормативным требованиям. Такой подход обеспечивает эффективное производство и надежные результаты.
Экструзионное формование лучше всего подходит для получения непрерывных, однородных форм, в то время как литье под давлением позволяет создавать сложные, детализированные изделия. Производителям следует подбирать процесс в соответствии с потребностями продукта, учитывая стоимость, сложность и область применения. Эксперты отрасли рекомендуют:
- Выбирайте материалы, исходя из области применения и стоимости, включая варианты вторичной переработки.
- Выбирайте алюминиевые формы для снижения стоимости или стальные формы для большей долговечности.
- Упростите конструкцию деталей, чтобы снизить затраты.
- Согласуйте инвестиции в пресс-формы с ожидаемым объемом производства.
Careful planning ensures the most cost-effective and efficient manufacturing process.
 |
 |
Часто задаваемые вопросы
Q: What Products Are Best Suited for Extrusion Molding?
A: Extrusion molding works best for products with continuous, uniform shapes. Examples include pipes, tubes, window frames, and plastic films. Manufacturers choose this process for items that need consistent cross-sections and long lengths.
Q: Why Do Tooling Costs Differ Between the Two Methods?
A: Injection molding requires complex molds, which increases tooling costs. Extrusion molding uses simpler dies, so the initial investment stays lower. Manufacturers often select extrusion for cost-sensitive projects with simpler shapes.
Q: Can Both Processes Use the Same Types of Plastics?
A: Both processes use thermoplastics, but injection molding supports a wider range. Extrusion molding works best with materials like polyethylene and PVC. Material choice depends on product requirements and process compatibility.
Q: How Does Production Volume Affect the Choice of Process?
A: High production volumes favor injection molding for complex parts. Extrusion molding suits continuous, high-volume production of simple shapes. Manufacturers consider both volume and product design when choosing a method.
Q: Is Injection Molding Better for Detailed Designs?
A: Yes. Injection molding creates complex, three-dimensional parts with fine details and tight tolerances. Manufacturers use it for products that require precision, such as medical devices and automotive components.

















