Ekstrüzyon Kalıplama ve Enjeksiyon Kalıplama İşlemleri Arasındaki Farklar
Ekstrüzyon kalıplama ve enjeksiyon kalıplama arasındaki temel fark, ürettikleri ürünlerin şekilleri ve karmaşıklığında yatmaktadır. Ekstrüzyon kalıplama, boru veya levha gibi sürekli, doğrusal profiller oluştururken, enjeksiyon kalıplama otomotiv parçaları gibi karmaşık, üç boyutlu ürünler üretir. Kalıp maliyetleri de farklılık gösterir; enjeksiyon kalıplama 10.000 ila 1 milyon TL arasında, ekstrüzyon kalıplama ise 1.000 ila 10.000 TL arasında değişmektedir. Son yıllarda, otomotiv sektörünün öncülüğünde küresel enjeksiyon kalıplama pazarı yaklaşık 298 milyar TL'ye ulaşırken, ekstrüde plastik pazarının 184 milyar TL'ye ulaşması beklenmektedir. Üreticiler, ekstrüzyon kalıplama ile enjeksiyon kalıplamayı karşılaştırırken genellikle maliyet, karmaşıklık ve son kullanım alanını dikkate alırlar.
Temel Farklılıklar
- Ekstrüzyon kalıplama, boru ve levha gibi sürekli ve düzgün şekiller üretmek için idealdir ve bu da onu yüksek hacimli üretim için verimli kılar.
- Enjeksiyon kalıplama, karmaşık tasarımlara sahip, üç boyutlu ve yüksek hassasiyet gerektiren ürünler için uygun parçaların oluşturulmasında üstünlük sağlar.
- Yöntem seçerken kalıp maliyetlerini göz önünde bulundurun; ekstrüzyon kalıplama, enjeksiyon kalıplamaya kıyasla genellikle daha düşük başlangıç maliyetlerine sahiptir.
- Üretim hacmi ihtiyaçlarını değerlendirin; enjeksiyon kalıplama büyük partiler için en uygun yöntemken, ekstrüzyon kalıplama sürekli üretim için daha uygundur.
- Uygulama gereksinimlerine göre malzemeleri dikkatlice seçin; her iki işlemde de termoplastikler kullanılır, ancak enjeksiyon kalıplama daha geniş bir yelpazeyi destekler.
Ekstrüzyon Kalıplama ve Enjeksiyon Kalıplama Karşılaştırması
Ekstrüzyon Kalıplama Genel Bakış
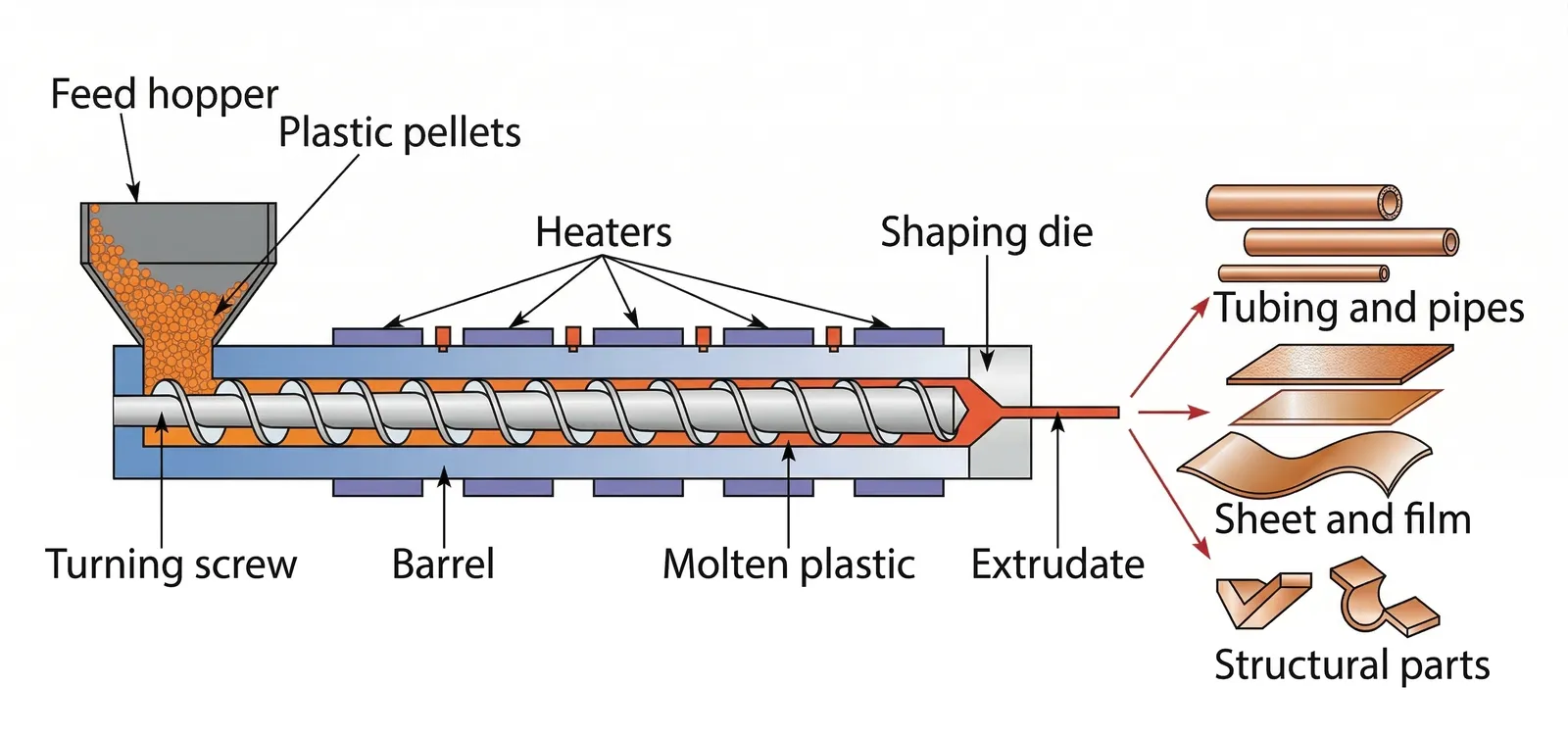
Ekstrüzyon kalıplama, plastik malzemeleri sürekli ve düzgün profiller haline getirir. Bu işlemde erimiş plastik bir kalıptan geçirilerek boru, tüp ve levha gibi ürünler oluşturulur. Makine sürekli olarak çalıştığı için basit, doğrusal şekillerin yüksek hacimli üretimi için idealdir. Ekstrüzyon kalıplama uygulamalarının çoğu polipropilen, polietilen ve polistiren gibi termoplastikler kullanır. Bu malzemeler esneklik, kimyasal direnç ve dayanıklılık sunarak çeşitli sektörlere uygundur.
*Not: Ekstrüzyon kalıplama, tutarlı kesitler ve uzun uzunluklar gerektiren ürünler için en iyi sonucu verir.
Çeşitli endüstriler, verimliliği ve çok yönlülüğü nedeniyle ekstrüzyon kalıplama yöntemine güvenmektedir. Örneğin, güneş enerjisi sektörü panel çerçeveleri için bu yöntemi kullanırken, otomotiv sektörü hava sızdırmazlık contaları ve keçeler üretmektedir. Ev aletleri üreticileri enerji tasarruflu contalar ve kulplar üretirken, inşaat sektörü pencere ve kapılar için ekstrüzyon kalıplama yöntemini kullanmaktadır. Tıbbi cihaz şirketleri tüp ve kateter üretirken, ambalaj endüstrisi film ve levhalar üretmektedir.
Aşağıdaki tabloda ekstrüzyon kalıplamada kullanılan yaygın malzemeler ve özellikleri özetlenmiştir:
| Malzeme | Temel Özellikler | Uygulamalar |
|---|---|---|
| Polipropilen | Yüksek eğilme dayanımı, neme karşı direnç | Borular, iç döşeme, metal değişimi |
| Naylon | Yüksek mukavemet-ağırlık oranı, kimyasal direnç | Otomotiv motorlarındaki depolar, borular |
| Akrilik | Şeffaflık, ışık geçirgenliği, darbe dayanımı | Optik uygulamalar |
| Polietilen | Esneklik, dayanıklılık, kimyasal direnç | Ambalaj filmleri, borular, kaplar |
| Polistiren | Mükemmel yalıtım, hafif | Yapı yalıtımı |
| Polikarbonat | Darbelere dayanıklılık, optik netlik | Otomotiv bileşenleri, elektronik muhafazalar |
| ABS | Sağlamlık, aşınma direnci | Elektrik boruları, cihaz kutuları, kaplamalar |

Enjeksiyon Kalıplama Genel Bakış
Enjeksiyon kalıplama, erimiş plastiğin bir kalıp boşluğuna enjekte edilmesiyle karmaşık, üç boyutlu parçalar oluşturur. Bu işlem, çok çeşitli termoplastik ve termosetleri işleyebilen özel makineler kullanır. Bu yöntem, karmaşık tasarımlara, dar toleranslara ve yüksek kaliteli yüzey kaplamalarına sahip ürünler üretir. Üreticiler genellikle hassasiyet ve detaylı özellikler gerektiren ürünler için enjeksiyon kalıplamayı tercih ederler.
Enjeksiyon kalıplamada malzeme seçimi, ürünün karmaşıklığı ve performansı açısından çok önemli bir rol oynar. Bazı plastikler ince detaylara ve karmaşık geometrilere olanak sağlarken, diğerleri akış özelliklerinden dolayı tasarım seçeneklerini sınırlar. Doğru malzemeyi seçmek, yalnızca nihai ürünün dayanıklılığını ve maliyetini değil, aynı zamanda üretim süresini ve elde edilebilecek karmaşıklığı da etkiler.
Enjeksiyon kalıplama birçok sektöre hizmet vermektedir. Üreticiler bu işlemle pencere ve kapı çerçeveleri, sıhhi tesisat armatürleri, elektrik kutuları, modüler yapı elemanları, gıda ambalajları, tıbbi cihazlar, savunma parçaları, tarım aletleri, elektronik bileşenler ve mobilya parçaları üretmektedir. ISBM makinesi (Enjeksiyonlu Gerdirme Şişirme Kalıplama MakinesiEnjeksiyon kalıplama, özel bir enjeksiyon kalıplama yöntemini temsil eder. Enjekte edilen ön kalıbı gererek ve üfleyerek son şeklini vererek şişe gibi içi boş plastik kaplar üretir. Bu teknoloji, enjeksiyon kalıplamanın hem dolu hem de içi boş ürünlerin üretimindeki uyarlanabilirliğini vurgular.
Ekstrüzyon Kalıplama ve Enjeksiyon Kalıplama Arasındaki Temel Farklar
Ekstrüzyon kalıplama ve enjeksiyon kalıplama arasındaki temel farklar ürün şekli, karmaşıklığı, maliyeti ve uygulama alanlarıyla ilgilidir. Ekstrüzyon kalıplama, sürekli ve düzgün profiller üretir; bu da onu boru ve çerçeve gibi ürünler için ideal kılar. Enjeksiyon kalıplama ise otomotiv bileşenleri ve tıbbi cihazlar gibi karmaşık, detaylı, üç boyutlu parçaların üretiminde üstünlük sağlar.
Aşağıdaki tablo teknik farklılıkları özetlemektedir:
| Bakış açısı | Enjeksiyon Kalıplama | Ekstrüzyon Kalıplama |
|---|---|---|
| Makineler | Malzemenin kalıplara enjekte edilmesi için kullanılan özel makineler. | Malzemeyi şekillendirmek için kalıp kullanılan sürekli işlem. |
| Erime Mukavemeti | Karmaşık şekiller için daha yüksek erime dayanımı. | Daha düşük erime mukavemeti, daha basit profiller için uygundur. |
| Çıkış Genişletme | Önemli ölçüde kalıp şişmesi meydana gelebilir. | Minimum kalıp şişmesi, boyutlar üzerinde daha fazla kontrol |
| İşlenen Malzemeler | Geniş yelpazede termoplastikler ve termosetler | Esas olarak termoplastikler, ancak belirli türlerle sınırlıdır. |
| Parça Karmaşıklığı | Karmaşık tasarımlar üretebilme yeteneğine sahip. | Daha sade ve düzgün şekiller için en uygunudur. |
| Yüzey İşlemi | Yüksek kaliteli yüzey işlemleri elde edilebilir. | Yüzey kalitesi değişebilir, genellikle daha az rafine edilmiş olabilir. |
| Üretim Hacmi | Yüksek hacimli üretim için uygundur. | Sürekli üretim için idealdir. |
| Çevrim Süresi | Soğuma ve katılaşma nedeniyle daha uzun çevrim süreleri | Daha kısa çevrim süreleri, sürekli akış |
| Takım Maliyetleri | Daha yüksek başlangıç takım maliyetleri | Daha düşük kalıp maliyetleri, ancak tasarıma bağlı olarak değişebilir. |
| Malzeme Atığı | Kalıp artıkları ve bağlantı parçaları nedeniyle daha fazla malzeme israfı. | Genel olarak daha az malzeme israfı |
| Kesinlik | Yüksek hassasiyet ve dar toleranslar mümkündür. | Orta düzeyde hassasiyet, boyutlar üzerinde daha az kontrol. |
| Ürün Boyutu Sınırlamaları | Kalıp boyutuna bağlı olarak sınırlı | Kalıp boyutuna bağlı olarak, daha uzun kesintisiz şekiller üretilebilir. |

Ekstrüzyon kalıplama ve enjeksiyon kalıplama, ürün türleri açısından da farklılık gösterir:
- Ekstrüzyon, borular ve PVC çerçeveler gibi sürekli bileşenler veya tekrarlanabilir parçalar için idealdir.
- Enjeksiyon kalıplama, karmaşık ve hassas parçaların üretimi için tercih edilen yöntemdir.
Son gelişmeler, ekstrüzyon kalıplama ile enjeksiyon kalıplama arasındaki tercihi daha da şekillendirdi. Üst kalıplama ve insert kalıplama teknolojileri, üreticilerin farklı malzemeleri birleştirmesine veya insertleri yerleştirmesine olanak tanıyarak ürün işlevselliğini ve dayanıklılığını artırıyor. Polieterimid ve polieter eter keton gibi yeni termoplastikler, kimyasal direnci ve mekanik performansı iyileştiriyor. Mikrodalga ve radyo frekanslı ısıtma, enerji verimliliğini artırdı ve çevrim sürelerini kısalttı. Özellikle enjeksiyon kalıplamada yapay zeka ve robotik entegrasyonu, süreç optimizasyonunu ve sürdürülebilirliği geliştirerek Endüstri 6.0'ın yükselişini yansıtıyor.
Süreç Karşılaştırması
Ekstrüzyon Kalıplama Nasıl Çalışır?
Ekstrüzyon kalıplama, plastiği akıcı bir işlem kullanarak sürekli profiller haline getirir. Yöntem, operatörlerin ham plastik granülleri bir hazneye beslemesiyle başlar. Malzeme, ısıtılmış bir varile girer, burada erir ve daha akışkan hale gelir. Dönen bir vida, erimiş plastiği ileri doğru iterek eşit erime ve tutarlı akış sağlar. Plastik daha sonra son şeklini belirleyen bir kalıptan geçer. Ürün kalıptan çıktığında soğur ve katılaşır. İşçiler veya otomatik sistemler ürünü istenen uzunluğa çeker ve boyutuna göre keser.
Aşağıdaki tabloda ana adımlar ve bunların üretim verimliliği üzerindeki etkileri özetlenmiştir:
| Adım | Tanım | Verimlilik Üzerindeki Etki |
|---|---|---|
| Besleme ve Ön Isıtma | Ham madde eklenir ve akışkanlığı artırmak için önceden ısıtılır. | Eritme verimliliğini artırarak üretim süresini kısaltır. |
| Eritme ve Taşıma | Malzeme eritilir ve akışı etkileyen vida vasıtasıyla taşınır. | Malzeme akışını optimize ederek tutarlı ürün kalitesi sağlar. |
| Ekstrüzyon ve Kalıplama | Erimiş malzeme, kalıp tasarımının etkisiyle bir kalıp aracılığıyla şekillendirilir. | Ürün şeklini doğrudan etkiler ve israfı azaltır. |
| Çekiş ve Kesme | Ürün kalıptan çıkarılır ve belirtilen özelliklere göre kesilir. | Ürünün kalite standartlarını karşılamasını sağlayarak yeniden işleme ihtiyacını en aza indirir. |
Ekstrüzyon kalıplama, sürekli bir işlem olarak çalışır. Bu özellik, üreticilerin uzun, düzgün ürünleri verimli bir şekilde üretmelerini sağlar. Çevrim süreleri, malzeme türü, kalıp tasarımı ve soğutma hızı gibi faktörlere bağlıdır.
Enjeksiyon Kalıplama Nasıl Çalışır?
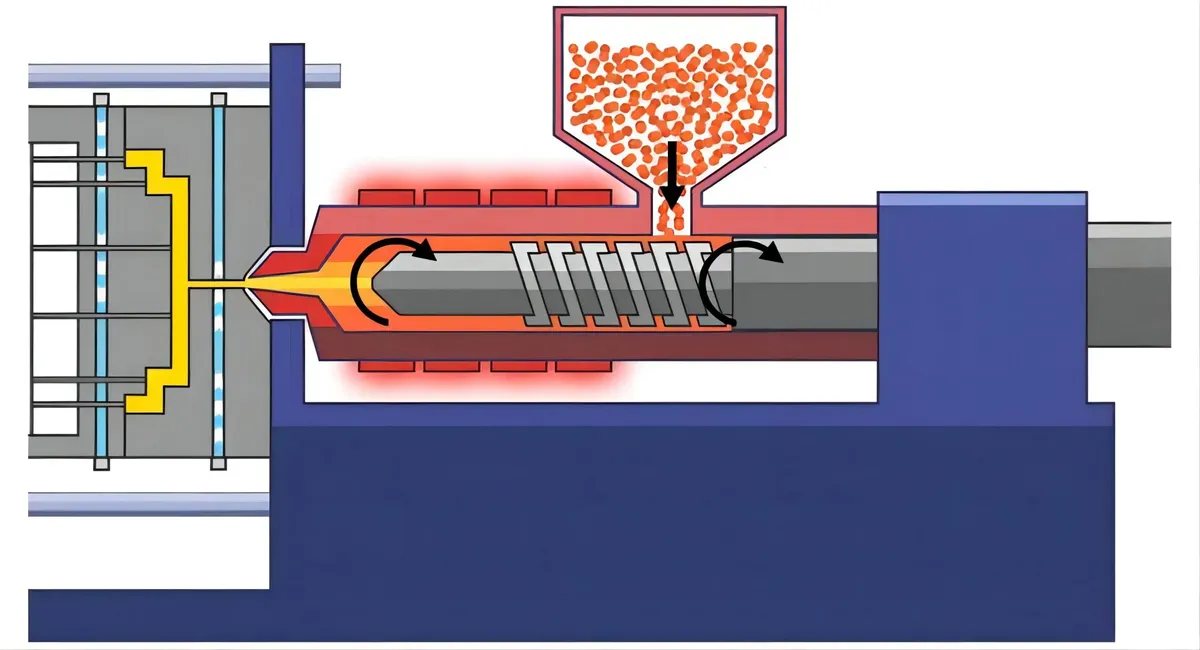
Enjeksiyon kalıplama, erimiş plastiğin bir kalıba enjekte edilmesiyle karmaşık, üç boyutlu parçalar oluşturur. İşlem, dikkatli malzeme seçimiyle başlar. Operatörler, mukavemet ve dayanıklılık gereksinimlerini karşılayan plastikleri seçerler. Plastik granüller, eritildikleri ısıtılmış bir hazneye girer. Bir vida veya piston, erimiş plastiği yüksek basınçla kapalı bir kalıba enjekte eder. Kalıp, plastiği istenen şekle getirir.
Enjeksiyondan sonra, parça katılaşmak için kalıp soğur. Soğuma süresi, şeklin ve yapısal bütünlüğün korunması için kritik öneme sahiptir. Parça soğuduktan sonra, kalıp açılır ve bir fırlatma sistemi bitmiş ürünü dışarı iter. Daha sonra işçiler veya makineler, parçaları gerektiği gibi inceler ve son işlemlerini gerçekleştirir.
Aşağıdaki tablo, ana adımları ve bunların üretim verimliliği üzerindeki etkilerini özetlemektedir:
| Adım | Tanım | Üretim Verimliliğine Etkisi |
|---|---|---|
| Malzeme Seçimi | Son ürünün mukavemet ve dayanıklılık gereksinimlerini karşılamasını sağlar. | Kaliteyi ve atık azaltımını etkiler. |
| Erime | Eritme işlemi sırasında hassas sıcaklık kontrolü. | Kalite ve verimlilik için hayati öneme sahip. |
| Enjeksiyon | Enjeksiyon ve sıkıştırma basıncının senkronizasyonu. | Sızıntıları önler ve bileşenlerin bütünlüğünü sağlar. |
| Soğutma | Şekil ve yapısal bütünlük için yeterli soğuma süresi. | Döngü süresini etkiler. |
| Fırlatma | Verimli fırlatma süreçleri. | Arıza sürelerini en aza indirir ve parçaları son işlem için hazırlayarak verimliliği artırır. |
Enjeksiyon kalıplama çevrim süreleri genellikle birkaç saniyeden birkaç dakikaya kadar değişir. Bu işlem, detaylı parçaların yüksek hacimli üretimi için uygundur. Aşağıdaki tabloda her iki yöntem için çevrim süreleri karşılaştırılmıştır:
| Kalıplama Tipi | Döngü Süresi Aralığı |
|---|---|
| Enjeksiyon Kalıplama | Birkaç saniyeden birkaç dakikaya kadar |
| Ekstrüzyon Kalıplama | Çeşitli faktörlere bağlı olarak değişir. |
*İpucu: Enjeksiyon kalıplama, parça karmaşıklığı ve yüzey kalitesi üzerinde hassas kontrol sağlarken, ekstrüzyon kalıplama sürekli ve düzgün şekiller üretmede üstünlük gösterir.
Avantajlar ve Dezavantajlar
Ekstrüzyon Kalıplamanın Avantajları ve Dezavantajları
Ekstrüzyon kalıplama, verimli plastik parça üretimi arayan üreticiler için çeşitli avantajlar sunmaktadır.
- Bu süreç, büyük miktarlarda plastik ürünün hızlı bir şekilde üretilmesini sağlayarak genel üretim maliyetlerini düşürür.
- Ölçeklenebilirlik, üreticilerin yüksek üretim hedeflerine kolaylıkla ulaşmasını sağlar.
- Sürekli kalite, ürünlerin her zaman müşteri şartnamelerini karşılamasını sağlar.
Ancak ekstrüzyon kalıplama yönteminin de sınırlamaları vardır.
- Üreticiler, kalıp tasarımı ve malzeme akışı kısıtlamaları nedeniyle karmaşık şekiller veya hassas ürünler üretirken zorluklarla karşılaşırlar.
- Bu işlem, karmaşık tasarımlar veya yüksek detay gerektiren ürünler için uygun değildir.
- Kalıp hassasiyeti ve malzeme akışı gibi faktörler nedeniyle ürün doğruluğu ve yüzey kalitesi olumsuz etkilenebilir ve bu da kusurlara yol açabilir.
Ekstrüzyon kalıplama için kalıp maliyetleri, enjeksiyon kalıplamaya göre önemli ölçüde daha düşüktür. Son üretim araştırmaları, ekstrüzyon kalıplama kalıp maliyetlerinin enjeksiyon kalıplamaya göre 801.000 ila 901.000 TL daha düşük olduğunu göstermektedir. Aşağıdaki tablo, başlangıç kalıp maliyetlerini ve parça başına uzun vadeli maliyeti karşılaştırmaktadır:
| İşlem | Ön Takım Maliyeti | Parça Başına Uzun Vadeli Maliyet |
|---|---|---|
| Enjeksiyon Kalıplama | Yüksek | Zaman içinde maliyet etkinliği |
| Ekstrüzyon Kalıplama | 80%'den 90%'ye daha az | Parça başına daha orta maliyet |
Enjeksiyon Kalıplamanın Avantajları ve Dezavantajları
Enjeksiyon kalıplama, karmaşık şekiller ve detaylı formlar oluşturma yeteneğiyle öne çıkar.
- Geliştirilmiş tasarım esnekliği, üreticilerin karmaşık tasarımlar, iç kanallar ve benzersiz geometriler üretmelerini sağlar.
- Bu süreç, kullanıcıların özel ihtiyaçlarına ve pazar trendlerine göre uyarlanmış çözümleri destekler.
- Doğru takım tasarımı ve bilimsel yaklaşımlar, son derece karmaşık ve detaylı plastik parçaların üretilmesine olanak tanır.
- Minimum sapmayla yüksek hacimli üretim, tutarlı ürün kalitesi sağlar.
Bu avantajlarına rağmen, enjeksiyon kalıplama bazı dezavantajlar da sunmaktadır.
- Basit tasarımlar için kalıp maliyetleri 2.000 ile 5.000 arasında değişirken, karmaşık kalıpların maliyeti bunun birkaç katı daha fazladır.
- Üretime hazır enjeksiyon kalıplarının hazırlanması 4 ila 16 hafta sürebilir; çok karmaşık kalıplar ise daha da uzun süre gerektirebilir.
- Yüksek üretim hacimleri için çelik kalıp takımları önemli zaman ve sermaye maliyetlerine yol açar; bu da düşük hacimli ihtiyaçlar için bir dezavantaj olabilir.
| Takım Tipi | Maliyet Aralığı |
|---|---|
| Basit Tasarım | $2.000 – $5.000 |
| Karmaşık Kalıplar | birkaç kat daha yüksek |
*İpucu: Üreticiler, ekstrüzyon kalıplama ve enjeksiyon kalıplama arasında seçim yaparken hem ürünün karmaşıklığını hem de beklenen üretim hacmini göz önünde bulundurmalıdır.
Uygulamalar
Ekstrüzyon Kalıplama Ürünleri
Ekstrüzyon kalıplama, özellikle inşaat ve ambalaj sektörlerinde birçok günlük ürünün üretiminde kullanılır. Bu işlem, plastiği uzun, sürekli ve tutarlı kesitlere sahip şekillere dönüştürür. Üreticiler, verimliliği ve büyük miktarlarda homojen ürün üretme yeteneği nedeniyle ekstrüzyon kalıplamaya güvenirler.
Ekstrüzyon kalıplama yöntemiyle üretilen yaygın ürünler şunlardır:
- Su tesisatı ve sulama için boru ve hortumlar
- Kapı ve pencereler için hava sızdırmazlık şeridi
- Dış mekanlar için çitler ve güverte korkulukları
- Binalar için pencere çerçeveleri ve kapı çerçeveleri
- Ambalaj için plastik filmler ve levhalar
- Kablolar ve teller için termoplastik kaplamalar
- Elektrik uygulamaları için tel izolasyonu
- Evler için dış cephe kaplaması, dış cephe kaplaması ve çatı kaplama bileşenleri.
- Döşeme, pervaz ve drenaj sistemleri
- Plastik yağmur olukları ve vinil dış cephe kaplaması
- PVC su ve kanalizasyon boruları
- Konut ve ticari binalar için yapısal parçalar
*Not: Ekstrüzyon kalıplama, uzunluk ve düzgün şekil gerektiren ürünlerin üretiminde mükemmeldir. Birçok inşaat ve ambalaj ürünü, dayanıklılık ve maliyet etkinliği açısından bu işleme bağlıdır.
Enjeksiyon Kalıplama Ürünleri
Enjeksiyon kalıplama yöntemi, çok çeşitli karmaşık, üç boyutlu ISBM şişeleri üretir. Bu işlem, üreticilerin hassas boyutlara ve pürüzsüz yüzeylere sahip detaylı parçalar üretmelerini sağlar. Otomotiv ve tüketim malları da dahil olmak üzere birçok sektör, hem fonksiyonel hem de dekoratif ürünler için enjeksiyon kalıplamaya bağımlıdır.
Aşağıdaki tabloda, önemli sektörlerde enjeksiyon kalıplama yöntemiyle üretilen yaygın ürünler özetlenmiştir:
| Sektör | Ortak Ürünler |
|---|---|
| Otomotiv | Topuzlar, düğmeler, havalandırma delikleri, kapı kolları, gösterge panelleri, araba tamponları, far yuvaları, orta konsol parçaları |
| Tüketim Malları | Oyuncaklar, oyun kumandaları, klozet kapakları, cep telefonu kılıfları, fırın malzemeleri, kesme tahtaları, mutfak gereçleri, kasklar, promosyon ürünleri, elektrik fişleri, uzaktan kumandalar, içecek makineleri, bardaklar, duş perdesi halkaları |
Üreticiler enjeksiyon kalıplama yöntemini aşağıdaki ürünlerin üretiminde de kullanmaktadır:
- Araçlar için iç döşeme parçaları ve gösterge paneli bileşenleri
- Otomobilin dış parçaları, örneğin ızgaralar ve tamponlar.
- Mutfak eşyaları, plastik mutfak gereçleri ve saklama kapları
- Oyuncaklar, kasklar ve diğer güvenlik ekipmanları
- Elektronik cihaz gövdeleri ve uzaktan kumandalar
Enjeksiyon kalıplama, yüksek hacimli üretimi destekler ve tutarlı kalite sağlar. Bu işlem, detaylı, dayanıklı ve güvenilir plastik ürünlere ihtiyaç duyan endüstriler için vazgeçilmez olmaya devam etmektedir.

Bir Yöntem Seçmek
Başlıca Faktörler
Üreticiler, bir proje için ekstrüzyon kalıplama veya enjeksiyon kalıplama yöntemini seçmeden önce birkaç önemli faktörü değerlendirmelidir. Ürün tasarımının karmaşıklığı büyük rol oynar. Enjeksiyon kalıplama, karmaşık tasarımlar ve yüksek hassasiyet için en iyi sonucu verirken, ekstrüzyon kalıplama daha basit şekiller ve sürekli uzunluklar için uygundur. Üretim hacmi de kararı etkiler. Enjeksiyon kalıplama yüksek hacimli üretim için idealdir ve ekstrüzyon kalıplama sürekli üretimde üstünlük sağlar.
İki işlem arasında kalıp maliyetleri farklılık gösterir. Enjeksiyon kalıplama, karmaşık kalıplar nedeniyle genellikle daha yüksek yatırım gerektirir. Ekstrüzyon kalıplama ise daha basit ekipman nedeniyle genellikle daha düşük kalıp maliyetleri içerir. Çevrim süresi de önemlidir. Enjeksiyon kalıplama, karmaşık parçalar için daha kısa çevrim süreleri sunarken, ekstrüzyon kalıplama sürekli şekiller için daha uzun sürebilir. Malzeme türleri nihai ürünü etkiler. Enjeksiyon kalıplama çok çeşitli malzemeleri desteklerken, ekstrüzyon kalıplama belirli plastiklerle çalışır.
| Faktör | Enjeksiyon Kalıplama | Ekstrüzyon |
|---|---|---|
| Tasarım Karmaşıklığı | Karmaşık tasarımlar ve yüksek hassasiyet gerektiren işler için en iyisi. | Daha basit şekiller ve sürekli uzunluklar için uygundur. |
| Üretim Hacmi | Yüksek hacimli üretim için idealdir. | Sürekli üretim için verimli |
| Takım Maliyetleri | Genellikle karmaşık kalıplar nedeniyle daha yüksektir. | Genellikle daha basit aletler nedeniyle daha düşüktür. |
| Çevrim Süresi | Karmaşık parçalar için daha kısa üretim süreleri. | Sürekli şekiller için daha uzun çevrim süreleri |
| Malzeme Türleri | Çeşitli malzemelerle çok yönlü kullanım imkanı | Belirli malzemelerle sınırlı |
Diğer önemli faktörler arasında düzenleyici gereklilikler yer almaktadır. Üreticiler, malzemelerin FDA, UL ve ISO 13485 gibi standartlara uygun olduğundan emin olmalıdır. Onaylanmış süreçler ve kalite yönetimi, yüzey kusurlarını, yanlış boyutları ve iç hataları önlemeye yardımcı olur.
Karar Kılavuzu
Net bir karar kılavuzu, üreticilerin doğru süreci seçmelerine yardımcı olur. Aşağıdaki noktaları göz önünde bulundurun:
- Tasarım karmaşıklığı: Enjeksiyon kalıplama, son derece detaylı ve karmaşık bileşenlerin üretilmesine olanak tanır. Ekstrüzyon kalıplama ise sürekli şekillerin büyük ölçekli üretimi için daha uygun maliyetlidir.
- Üretim hacmi: Enjeksiyon kalıplama büyük partiler için uygundur, ekstrüzyon kalıplama ise sürekli ve homojen ürünler için iyi sonuç verir.
- Kalıp ve kurulum maliyetleri: Enjeksiyon kalıplama yüksek kurulum ve kalıp maliyetleri gerektirir. Ekstrüzyon kalıplama ise daha düşük kalıp ve kurulum maliyetleri sunar.
- Teslim süreleri: Enjeksiyon kalıplama kalıbı tasarımı ve imalatı haftalar veya aylar sürebilir. Ekstrüzyon kalıplama, sürekli üretim için genellikle daha hızlı teslim süreleri sağlar.
- Malzeme seçimi: Malzeme seçimi ürün kalitesini etkiler. Doğru malzemenin seçimi, işlev ve uygulama gereksinimleri açısından çok önemlidir.
- Mevzuat uyumluluğu: Standartlara uyulması, yüksek kaliteli ve güvenli ürünler sağlar.
| İşlem | Kurulum Maliyetleri | Üretim Hacmine Uygunluk | Küf Maliyetleri |
|---|---|---|---|
| Enjeksiyon Kalıplama | Yüksek | Büyük ölçekli üretim için ekonomik | Yüksek |
| Ekstrüzyon Kalıplama | Düşük | Küçük partiler için daha az uygundur. | Düşük |
Üreticiler, yanlış malzeme seçimi, düzensiz üretim ve zayıf kalite kontrolü gibi yaygın hatalardan kaçınmalıdır. İyi iletişim ve doğrulanmış süreçler, ürün kalitesini ve tutarlılığını korumaya yardımcı olur.
*İpucu: Üretim sürecini her zaman ürünün tasarımına, hacmine ve yasal gerekliliklerine uygun hale getirin. Bu yaklaşım, verimli üretim ve güvenilir sonuçlar sağlar.
Ekstrüzyon kalıplama, sürekli ve düzgün şekiller için en iyi sonucu verirken, enjeksiyon kalıplama karmaşık ve detaylı parçalar üretir. Üreticiler, maliyet, karmaşıklık ve uygulama alanını göz önünde bulundurarak, süreci ürün ihtiyaçlarına uygun hale getirmelidir. Sektör uzmanları şunları önermektedir:
- Kullanım alanına ve maliyete göre, yeniden öğütülmüş malzeme seçeneklerini de dikkate alarak malzemeleri seçin.
- Daha düşük maliyet için alüminyum kalıpları veya dayanıklılık için çelik kalıpları tercih edin.
- Giderleri azaltmak için parça tasarımlarını basitleştirin.
- Kalıp yatırımını beklenen üretim hacmiyle uyumlu hale getirin.
Dikkatli planlama, en uygun maliyetli ve verimli üretim sürecini sağlar.
 |
 |
SSS
S: Ekstrüzyon kalıplama için en uygun ürünler hangileridir?
A: Ekstrüzyon kalıplama, sürekli ve düzgün şekillere sahip ürünler için en iyi sonucu verir. Örnek olarak borular, tüpler, pencere çerçeveleri ve plastik filmler verilebilir. Üreticiler, tutarlı kesitlere ve uzun uzunluklara ihtiyaç duyan ürünler için bu yöntemi tercih ederler.
S: İki yöntem arasında takım maliyetleri neden farklılık gösteriyor?
A: Enjeksiyon kalıplama, karmaşık kalıplar gerektirir ve bu da kalıp maliyetlerini artırır. Ekstrüzyon kalıplama ise daha basit kalıplar kullanır, bu nedenle ilk yatırım daha düşük kalır. Üreticiler genellikle daha basit şekillere sahip ve maliyet hassasiyeti yüksek projeler için ekstrüzyon yöntemini tercih ederler.
S: Her iki işlemde de aynı tür plastikler kullanılabilir mi?
A: Her iki işlemde de termoplastikler kullanılır, ancak enjeksiyon kalıplama daha geniş bir yelpazeyi destekler. Ekstrüzyon kalıplama ise polietilen ve PVC gibi malzemelerle en iyi sonucu verir. Malzeme seçimi, ürün gereksinimlerine ve işlem uyumluluğuna bağlıdır.
S: Üretim hacmi, proses seçimini nasıl etkiler?
A: Yüksek üretim hacimleri, karmaşık parçalar için enjeksiyon kalıplamayı tercih etmeyi sağlar. Ekstrüzyon kalıplama ise basit şekillerin sürekli ve yüksek hacimli üretimi için uygundur. Üreticiler, yöntem seçerken hem hacmi hem de ürün tasarımını dikkate alırlar.
S: Detaylı tasarımlar için enjeksiyon kalıplama daha mı iyidir?
A: Evet. Enjeksiyon kalıplama, ince detaylara ve dar toleranslara sahip karmaşık, üç boyutlu parçalar üretir. Üreticiler bunu, tıbbi cihazlar ve otomotiv parçaları gibi hassasiyet gerektiren ürünler için kullanırlar.

















