挤出成型和注塑成型工艺的区别
挤出成型和注塑成型的主要区别在于它们所制造产品的形状和复杂程度。挤出成型生产连续的线性型材,例如管道或板材,而注塑成型则生产复杂的三维产品,例如汽车零部件。模具成本也不同,注塑成型的模具成本范围从1万亿到100万不等,而挤出成型的模具成本范围从1000亿到1万不等。近年来,受汽车行业的推动,全球注塑成型市场规模已达到约2980亿,而挤出成型市场预计将达到1840亿。在比较挤出成型和注塑成型时,制造商通常会考虑成本、复杂性和最终用途。
主要区别
- 挤出成型非常适合生产连续、均匀的形状,例如管道和板材,因此非常适合大批量生产。
- 注塑成型擅长制造具有复杂设计的三维零件,适用于需要高精度的产品。
- 选择成型方法时要考虑模具成本;与注塑成型相比,挤出成型的初始成本通常较低。
- 评估生产量需求;注塑成型最适合大批量生产,而挤出成型适合连续生产。
- 根据应用要求仔细选择材料;两种工艺都使用热塑性塑料,但注塑成型支持的范围更广。
挤出成型与注塑成型
挤出成型概述
挤出成型工艺将塑料材料加工成连续、均匀的型材。该工艺将熔融塑料挤压通过模具,形成管道、管材和片材等产品。机器连续运转,非常适合大批量生产简单的线性形状产品。大多数挤出成型应用使用热塑性塑料,例如聚丙烯、聚乙烯和聚苯乙烯。这些材料具有柔韧性、耐化学性和耐久性,适用于众多行业。
*注:挤出成型最适用于横截面一致且长度较长的产品。
挤出成型工艺因其高效性和多功能性而被众多行业所依赖。例如,太阳能行业利用挤出成型工艺制造面板框架,汽车行业生产密封条和垫圈。家电制造商利用挤出成型工艺生产节能垫圈和把手,建筑行业则利用挤出成型工艺制造门窗。医疗器械公司生产导管和导管,包装行业则生产薄膜和片材。
下表列出了挤出成型中常用的材料及其性能:
| 材料 | 主要特性 | 应用程序 |
|---|---|---|
| 聚丙烯 | 高抗弯强度,耐湿性 | 管材、内饰件、金属部件更换 |
| 尼龙 | 高强度重量比,耐化学腐蚀 | 汽车发动机中的储液罐和管道 |
| 丙烯酸纤维 | 清晰度、透光率、抗冲击性 | 光学应用 |
| 聚乙烯 | 柔韧性、韧性、耐化学腐蚀性 | 包装薄膜、管道、容器 |
| 聚苯乙烯 | 优异的隔热性能,轻便 | 建筑保温 |
| 聚碳酸酯 | 抗冲击性、光学清晰度 | 汽车零部件、电子外壳 |
| ABS | 韧性、耐磨性 | 电线管道、电器外壳、装饰条 |

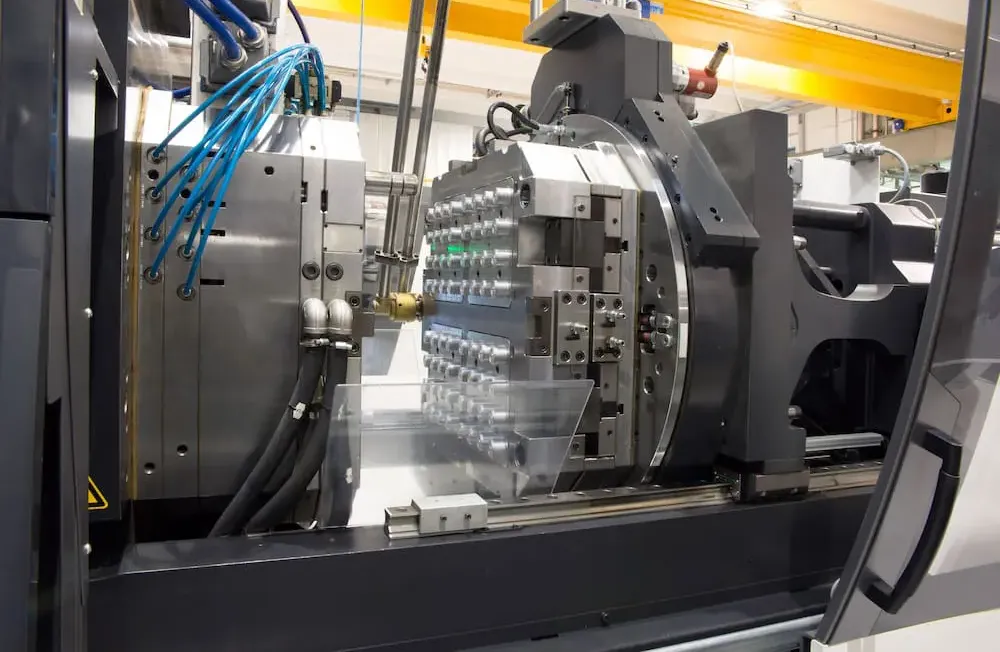
注塑成型概述
注塑成型是通过将熔融塑料注入模腔来制造复杂的三维零件。该工艺使用专用设备,可以处理各种热塑性塑料和热固性塑料。这种方法能够生产出设计精巧、公差严格、表面光洁度高的产品。制造商通常选择注塑成型来制造需要高精度和精细特征的产品。
注塑成型中材料的选择对产品的复杂性和性能起着至关重要的作用。有些塑料可以实现精细的细节和复杂的几何形状,而另一些塑料则由于其流动性而限制了设计选择。选择合适的材料不仅影响最终产品的耐用性和成本,还会影响生产时间和可实现的复杂程度。
注塑成型服务于众多行业。制造商利用这种工艺生产门窗框、卫浴配件、电箱、模块化建筑构件、食品包装、医疗器械、国防零部件、农具、电子元件和家具部件。ISBM 机器(注塑拉伸吹塑机空心注塑成型是一种特殊的注塑成型工艺。它通过拉伸和吹塑注塑成型的预成型件,最终制成瓶子等中空塑料容器。这项技术凸显了注塑成型工艺在生产实心和空心制品方面的适应性。
挤出成型和注塑成型的主要区别
挤出成型和注塑成型的主要区别在于产品形状、复杂程度、成本和应用领域。挤出成型可生产连续、均匀的型材,因此非常适合生产管道和框架等产品。而注塑成型则擅长制造复杂、精细的三维零件,例如汽车零部件和医疗器械。
下表总结了技术上的区别:
| 方面 | 注塑成型 | 挤出成型 |
|---|---|---|
| 机械 | 用于将材料注入模具的专用机械 | 使用模具对材料进行连续成型的工艺 |
| 熔体强度 | 复杂形状具有更高的熔体强度 | 熔体强度较低,适用于较简单的型材。 |
| 门店扩张 | 可能会出现明显的膨胀现象 | 模具膨胀极小,尺寸控制更精准 |
| 处理的材料 | 多种热塑性塑料和热固性塑料 | 主要为热塑性塑料,仅限于特定类型 |
| 零件复杂度 | 能够制作复杂的图案 | 最适合简单、统一的形状 |
| 表面处理 | 可实现高质量的表面处理 | 表面光洁度可能参差不齐,通常不够精细。 |
| 生产量 | 适用于大批量生产 | 非常适合连续生产 |
| 周期 | 由于冷却和凝固,循环时间延长 | 更短的循环时间,连续流动 |
| 模具成本 | 较高的初始模具成本 | 模具成本较低,但具体成本可能因设计而异。 |
| 材料废料 | 由于浇口和流道造成的材料浪费更多 | 通常情况下,材料浪费较少。 |
| 精确 | 可实现高精度和严格的公差 | 精度中等,尺寸控制较差。 |
| 产品尺寸限制 | 受模具尺寸限制 | 受模具尺寸限制,可生产更长的连续形状 |

挤出成型与注塑成型在产品类型方面也存在差异:
- 挤出成型非常适合连续部件或可重复使用的零件,例如管道和PVC框架。
- 注塑成型是制造复杂、精密零件的首选方法。
近期的技术进步进一步影响了挤出成型和注塑成型之间的选择。包覆成型和嵌件成型技术使制造商能够将不同的材料组合在一起或嵌入嵌件,从而增强产品的功能性和耐用性。新型热塑性塑料,例如聚醚酰亚胺和聚醚醚酮,提高了耐化学性和机械性能。微波和射频加热提高了能源效率并缩短了生产周期。人工智能和机器人技术的集成,尤其是在注塑成型领域,提高了工艺优化和可持续性,体现了工业6.0的兴起。
过程比较
挤出成型的工作原理是什么?
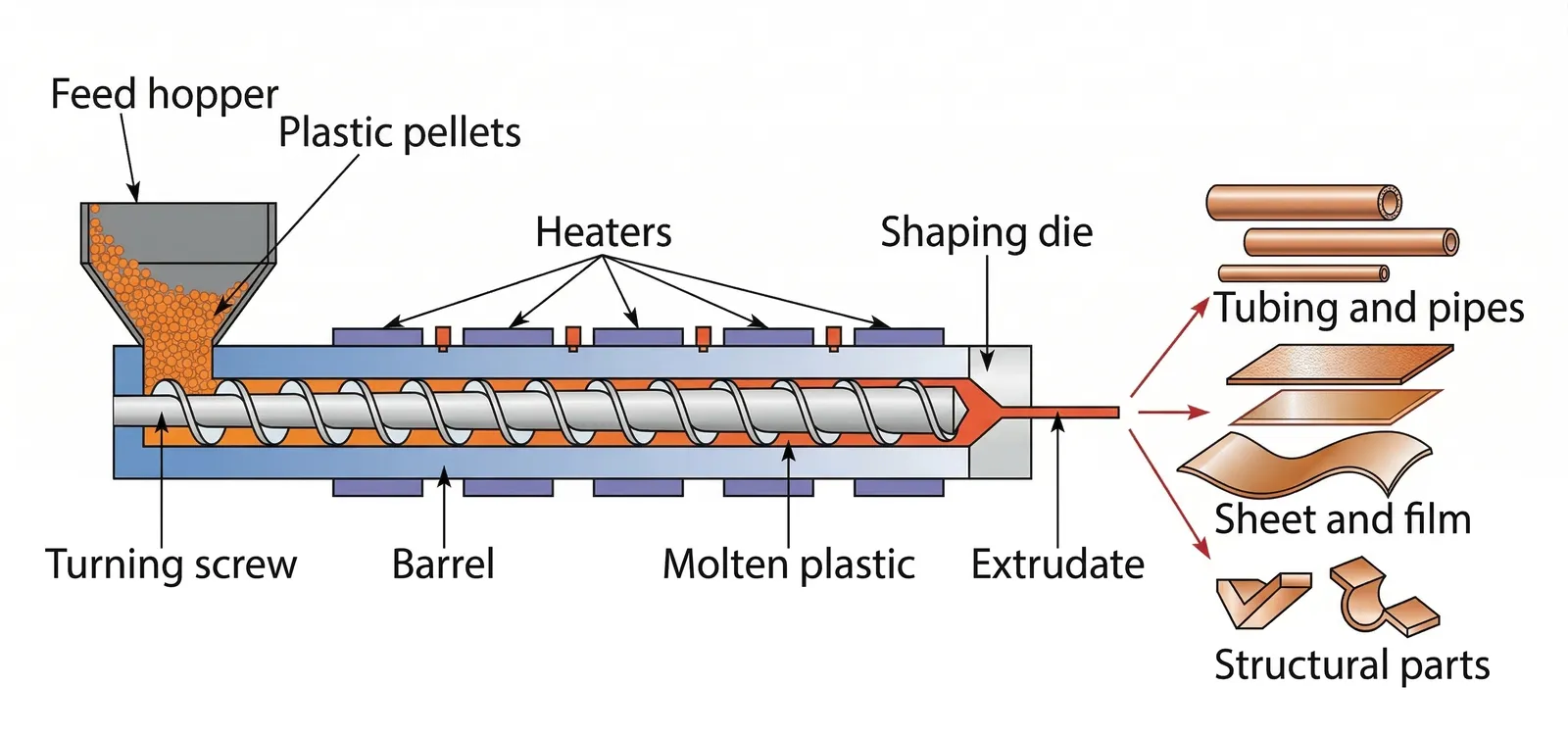
挤出成型工艺采用精简的流程,将塑料加工成连续的型材。该工艺首先由操作人员将塑料颗粒原料送入料斗。原料进入加热的料筒,熔化并变得更加流动。旋转的螺杆推动熔融塑料向前流动,确保熔化均匀且流动稳定。随后,塑料流经模具,模具决定最终形状。产品离开模具后,冷却并凝固。最后,由工人或自动化系统将产品拉至所需长度并切割成所需尺寸。
下表概述了主要步骤及其对生产效率的影响:
| 步 | 描述 | 对效率的影响 |
|---|---|---|
| 进料和预热 | 加入原材料并预热以提高流动性。 | 提高熔化效率,缩短生产时间。 |
| 熔化与输送 | 物料熔化后由螺旋输送,这会影响物料的流动。 | 优化物料流动,确保产品质量稳定。 |
| 挤出成型 | 熔体通过模具成型,其形状受模具设计的影响。 | 直接影响产品形状并减少浪费。 |
| 牵引和切割 | 产品从模具中取出并按规格切割。 | 确保产品符合质量标准,最大限度减少返工。 |
挤出成型是一个连续的工艺过程。这一特点使得制造商能够高效地生产出细长且尺寸均匀的产品。生产周期取决于多种因素,例如材料类型、模具设计和冷却速度。
注塑成型的工作原理是什么?
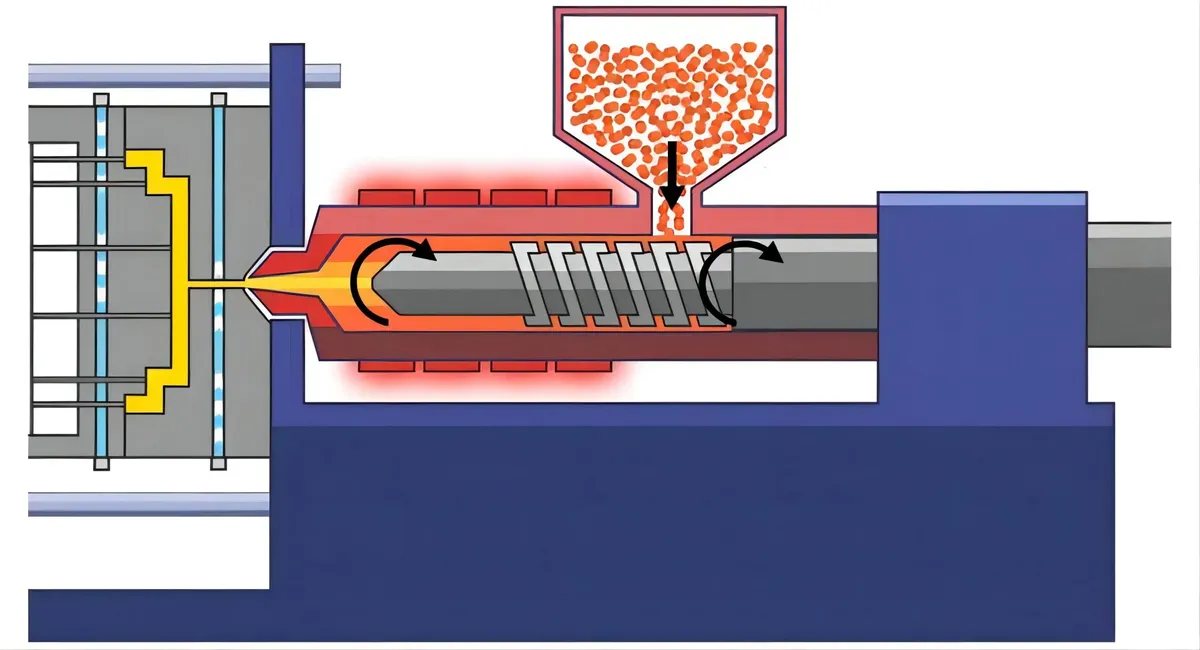
注塑成型通过将熔融塑料注入模具来制造复杂的三维零件。该工艺始于对材料的精心选择。操作人员会选择满足强度和耐久性要求的塑料。塑料颗粒进入加热料筒并熔化。螺杆或柱塞将熔融塑料在高压下注入封闭的模具中。模具将塑料成型为所需的形状。
注塑完成后,模具冷却使零件凝固。冷却时间对于保持零件的形状和结构完整性至关重要。零件冷却后,模具打开,顶出系统将成品推出。之后,工人或机器根据需要对零件进行检查和精加工。
下表总结了主要步骤及其对生产效率的影响:
| 步 | 描述 | 对生产效率的影响 |
|---|---|---|
| 材料选择 | 确保最终产品满足强度和耐久性要求。 | 影响质量并减少浪费。 |
| 融化 | 熔化过程中精确控制温度。 | 对质量和效率至关重要。 |
| 注射 | 注射压力与夹紧压力同步。 | 防止泄漏并确保组件完整性。 |
| 冷却 | 足够的冷却时间以保持形状和结构完整性。 | 影响周期时间。 |
| 弹射 | 高效的喷射过程。 | 最大限度地减少停机时间,并为零件的后续加工做好准备,从而提高生产效率。 |
注塑成型周期时间通常在几秒到几分钟之间。该工艺适用于大批量生产精密零件。下表比较了两种方法的周期时间:
| 模塑型 | 循环时间范围 |
|---|---|
| 注塑成型 | 几秒钟到几分钟 |
| 挤出成型 | 因多种因素而异 |
*提示:注塑成型可以精确控制零件的复杂性和表面光洁度,而挤出成型则擅长生产连续、均匀的形状。
优点和缺点
挤出成型的优缺点
对于寻求高效生产塑料零件的制造商而言,挤出成型具有诸多优势。
- 该工艺能够快速生产大量塑料制品,从而降低整体生产成本。
- 可扩展性使制造商能够轻松达到高生产目标。
- 始终如一的品质确保产品每次都能满足客户的规格要求。
然而,挤出成型工艺也存在局限性。
- 由于模具设计和材料流动方面的限制,制造商在生产复杂形状或精密产品时会面临困难。
- 该工艺不适用于需要复杂设计或高度精细细节的物品。
- 模具精度和材料流动性等因素可能会影响产品的精度和表面质量,从而导致缺陷。
挤出成型的模具成本远低于注塑成型。近期制造业调查显示,挤出成型的模具成本比注塑成型低80%至90%。下表比较了前期模具成本和长期单件成本:
| 过程 | 前期模具成本 | 长期单件成本 |
|---|---|---|
| 注塑成型 | 高的 | 从长远来看,具有成本效益 |
| 挤出成型 | 80% 至 90% 减少 | 每部件成本更中等 |
注塑成型的优缺点
注塑成型工艺以其能够制造复杂形状和精细造型而著称。
- 增强的设计灵活性使制造商能够生产复杂的设计、内部通道和独特的几何形状。
- 该流程支持根据特定用户需求和市场趋势量身定制的解决方案。
- 合理的工具设计和科学的方法可以生产高度复杂和精细的塑料零件。
- 大批量生产,偏差极小,确保产品质量始终如一。
尽管注塑成型具有这些优点,但也存在一些缺点。
- 简单设计的模具成本从 $2,000 到 $5,000 不等,而复杂模具的成本则要高出好几倍。
- 生产就绪的注塑模具需要 4 到 16 周才能制造完成,非常复杂的模具则需要更长的交付周期。
- 对于大批量生产而言,钢模会耗费大量时间和资金,这对于小批量生产来说可能是一个劣势。
| 工具类型 | 价格范围 |
|---|---|
| 简约设计 | $2,000 – $5,000 |
| 复杂模具 | 数倍以上 |
*提示:制造商在选择挤出成型还是注塑成型时,应同时考虑产品的复杂性和预期产量。
应用程序
挤出成型产品
挤出成型工艺生产许多日常用品,尤其是在建筑和包装领域。该工艺将塑料加工成横截面一致的长条状连续产品。制造商依赖挤出成型工艺,因为它高效且能够大量生产规格统一的产品。
采用挤出成型工艺生产的常见产品包括:
- 用于管道和灌溉的管材
- 门窗密封条
- 户外空间的围栏和露台栏杆
- 建筑物的窗框和门框
- 包装用塑料薄膜和片材
- 电线电缆用热塑性涂层
- 用于电气应用的电线绝缘
- 房屋外墙、覆层和屋顶构件
- 装饰、造型和排水系统
- 塑料雨水槽和乙烯基壁板
- PVC水管和污水管
- 住宅和商业建筑的结构构件
*注:挤出成型工艺尤其擅长生产长度较长、形状规整的产品。许多建筑和包装产品都依赖这种工艺来保证其耐用性和成本效益。
注塑产品
注塑成型工艺可生产各种复杂的三维ISBM瓶。该工艺使制造商能够制造出尺寸精确、表面光滑的精细零件。包括汽车和消费品在内的许多行业都依赖注塑成型工艺来生产功能性和装饰性产品。
下表列出了主要行业中采用注塑成型工艺生产的常见产品:
| 部门 | 普通产品 |
|---|---|
| 汽车 | 旋钮、按钮、通风口、门把手、仪表板、汽车保险杠、灯罩、中控台部件 |
| 消费品 | 玩具、游戏手柄、马桶座圈、手机壳、烘焙用具、砧板、厨房用具、头盔、促销品、电源插头、遥控器、饮料机、杯子、浴帘环 |
制造商还利用注塑成型技术生产:
- 车辆内饰件和仪表板组件
- 外部汽车零部件,例如格栅和保险杠
- 厨房用具、塑料餐具和储物容器
- 玩具、头盔和其他安全设备
- 电子设备外壳和遥控器
注塑成型工艺支持大批量生产,并能保证产品质量稳定。对于需要精细、耐用且可靠的塑料产品的行业而言,这一工艺仍然至关重要。

选择方法
关键因素
制造商在为项目选择挤出成型或注塑成型之前,必须评估几个关键因素。产品设计的复杂性起着至关重要的作用。注塑成型最适合复杂设计和高精度要求,而挤出成型则更适合形状简单、长度连续的产品。生产规模也会影响最终选择。注塑成型是大批量生产的理想选择,而挤出成型则在连续生产方面表现出色。
注塑成型和挤出成型的模具成本不同。注塑成型通常需要更高的投资,因为模具较为复杂。挤出成型由于设备相对简单,模具成本通常较低。生产周期也很重要。注塑成型生产复杂零件的周期更短,而挤出成型生产连续形状的零件周期可能更长。材料类型也会影响最终产品。注塑成型支持多种材料,而挤出成型则仅适用于特定塑料。
| 因素 | 注塑成型 | 挤压 |
|---|---|---|
| 设计复杂度 | 最适合复杂设计和高精度应用 | 适用于形状简单、长度连续的物体 |
| 生产量 | 非常适合大批量生产 | 适用于连续生产 |
| 模具成本 | 通常较高,因为模具复杂 | 通常由于工具更简单而价格较低 |
| 周期 | 复杂零件的加工周期更短 | 连续形状的加工周期较长 |
| 材料类型 | 适用于多种材料 | 仅限于特定材料 |
其他重要因素包括监管要求。制造商必须确保材料符合FDA、UL和ISO 13485等标准。经过验证的工艺和质量管理有助于防止表面缺陷、尺寸错误和内部缺陷。
决策指南
清晰的决策指南有助于制造商选择合适的工艺流程。请考虑以下几点:
- 设计复杂性:注塑成型可以制造高度精细和复杂的零件。挤出成型更适合大规模生产连续形状的零件,且成本效益更高。
- 生产量:注塑成型适合大批量生产,而挤出成型则适用于连续、均匀的产品。
- 模具和设置成本:注塑成型涉及较高的模具和设置成本。挤出成型则具有更低的模具和设置成本。
- 交货周期:注塑模具的设计和制造可能需要数周甚至数月。挤出成型通常能为连续生产提供更快的交货周期。
- 材料选择:材料的选择会影响产品质量。选择合适的材料对于满足功能和应用需求至关重要。
- 符合监管要求:遵守标准可确保产品质量高、安全。
| 过程 | 设置成本 | 适用于生产规模 | 霉菌成本 |
|---|---|---|---|
| 注塑成型 | 高的 | 大规模生产经济实惠 | 高的 |
| 挤出成型 | 低的 | 不太适合小批量生产 | 低的 |
制造商应避免常见的错误,例如材料选择不当、生产流程不规范以及质量控制不力。良好的沟通和经过验证的流程有助于保持产品质量和一致性。
*提示:务必根据产品的设计、产量和法规要求来选择生产工艺。这种方法可以确保高效生产和可靠的结果。
挤出成型最适合制造连续、形状均匀的产品,而注塑成型则适用于制造复杂、精细的零件。制造商应根据产品需求选择合适的工艺,并考虑成本、复杂性和应用场景。行业专家建议:
- 根据应用和成本选择材料,包括再生料选项。
- 选择铝制模具成本较低,选择钢制模具经久耐用。
- 简化零件设计以降低成本。
- 模具投资应与预期产量相匹配。
周密的计划能够确保最具成本效益和最高效的生产流程。
 |
 |
常问问题
问:哪些产品最适合挤出成型?
答:挤出成型最适用于形状连续、均匀的产品,例如管道、管材、窗框和塑料薄膜。制造商选择这种工艺来生产横截面一致且长度较长的产品。
问:为什么两种方法的模具成本不同?
答:注塑成型需要复杂的模具,这会增加模具成本。挤出成型使用更简单的模具,因此初始投资较低。对于形状较为简单的、对成本较为敏感的项目,制造商通常会选择挤出成型。
问:这两种工艺可以使用相同类型的塑料吗?
答:两种工艺都使用热塑性塑料,但注塑成型适用的材料范围更广。挤出成型最适合聚乙烯和聚氯乙烯等材料。材料的选择取决于产品要求和工艺兼容性。
问:生产量如何影响工艺选择?
答:对于复杂零件,注塑成型适用于大批量生产。挤出成型则适用于简单形状零件的连续大批量生产。制造商在选择生产方法时,会同时考虑产量和产品设计。
问:注塑成型是否更适合精细设计?
答:是的。注塑成型可以制造出结构复杂、细节精细、公差极小的三维零件。制造商将其用于生产对精度要求较高的产品,例如医疗器械和汽车零部件。

















