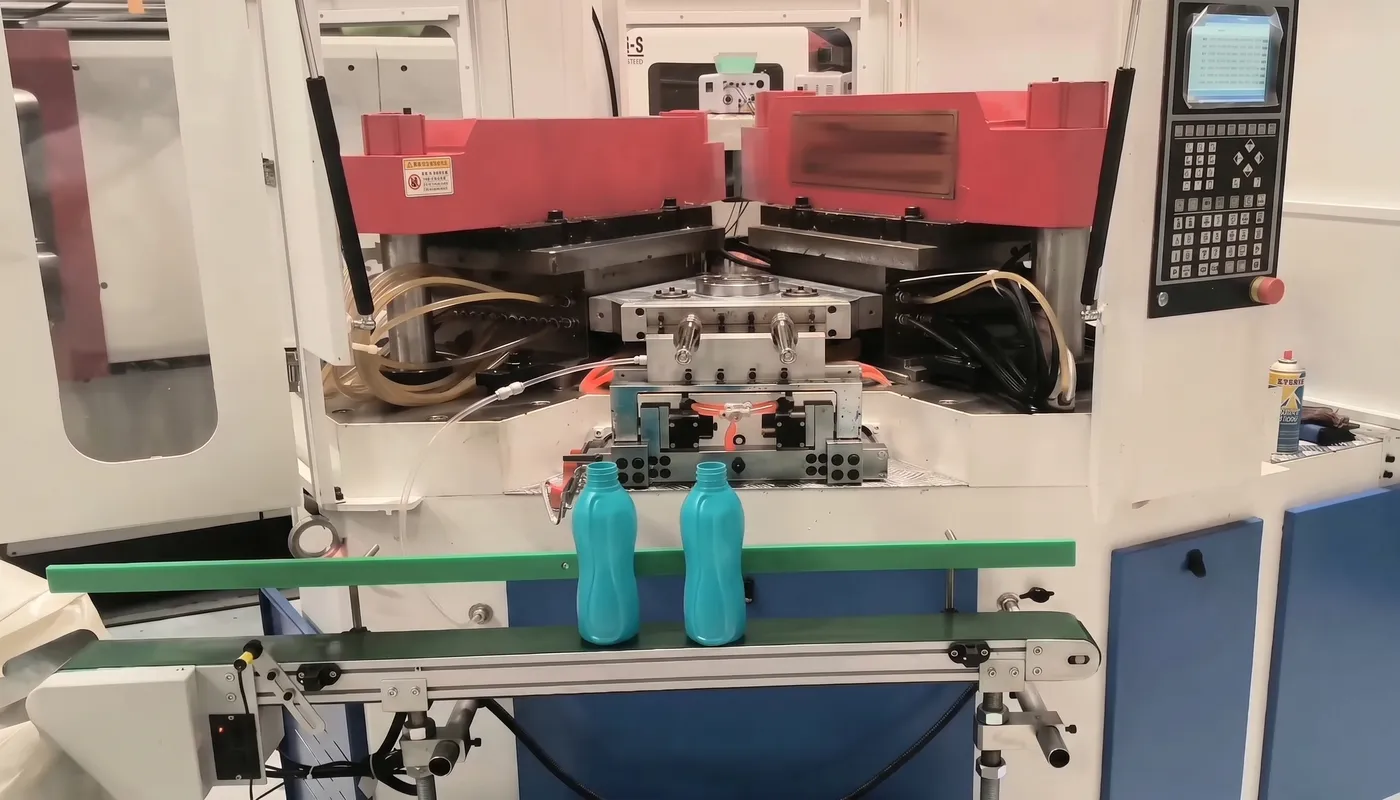
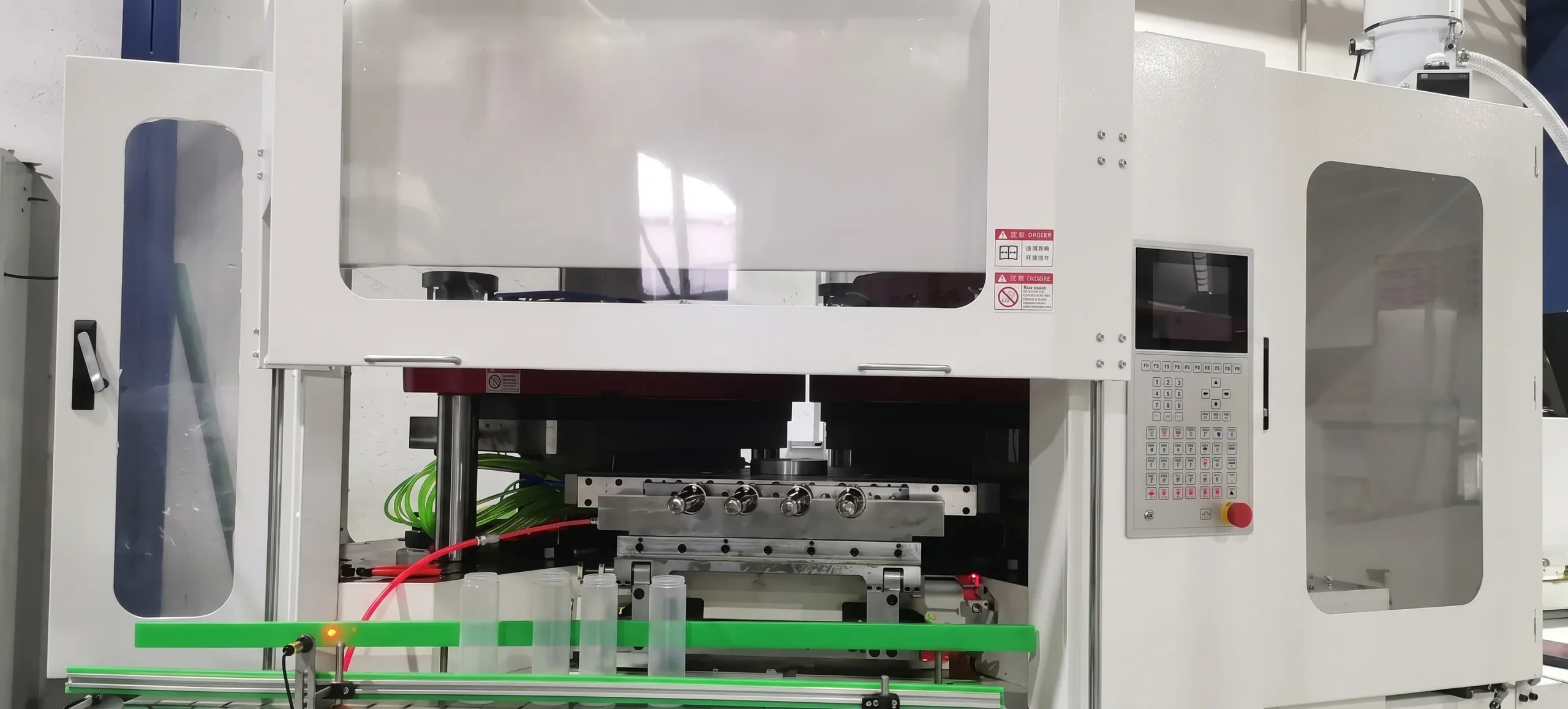
Tek Aşamalı Enjeksiyonlu Şişirme Kalıplama Makinesini Doğru Kullanma
Yeni başlayanlar genellikle tek aşamalı enjeksiyonlu şişirme kalıplama makinesinin nasıl çalıştırılacağını merak ederler. Bu tek aşamalı enjeksiyonlu şişirme kalıplama makinesi, ilaç, kozmetik ve temizlik ürünleri için kullanılan şişelere plastik şekillendirir. Birçok üretici, özellikle küçük şişeler için hassas boyun ve diş boyutları elde etmek amacıyla bu tek aşamalı enjeksiyonlu şişirme kalıplama makinesine güvenmektedir. İşlem, güvenlik ve kaliteyi sağlamak için dikkatli adımlar içerir. Açık talimatlarla, herkes tek aşamalı enjeksiyonlu şişirme kalıplama makinesini güvenli ve verimli bir şekilde kullanmayı öğrenebilir.
 |
 |
Başlıca Özellikler
- Tek aşamalı enjeksiyonlu şişirme kalıplama makinesi, enjeksiyon ve şişirme kalıplama işlemlerini tek bir süreçte birleştirerek zamandan tasarruf sağlar ve ürün kalitesini artırır.
- Operatörler, güvenli ve verimli çalışma sağlamak için kullanımdan önce güvenlik kontrollerini yapmalı ve makineyi doğru şekilde ayarlamalıdır.
- Doğru plastik reçineyi seçmek ve doğru sıcaklık ve basıncı ayarlamak, yüksek kaliteli plastik ürünler üretmek için çok önemlidir.
- Besleme, enjeksiyon, ısıtma, şişirme kalıplama, soğutma ve çıkarma işlemlerini adım adım takip etmek, kusurları önlemeye ve tutarlı sonuçlar elde etmeye yardımcı olur.
- Düzenli bakım ve arıza tespiti, makinenin sorunsuz çalışmasını sağlar ve yaygın sorunların önlenmesine yardımcı olarak uzun vadeli verimliliği destekler.
Tek Aşamalı Enjeksiyonlu Şişirme Kalıplama Makinesine Genel Bakış
Ana Bileşenler
Tek aşamalı enjeksiyonlu şişirme kalıplama makinesi, genellikle IBM makinesi olarak adlandırılır ve çeşitli temel parçalar içerir. Her bir bileşen, enjeksiyonlu şişirme kalıplamada belirli bir rol oynar. Aşağıdaki tablo, ana bileşenleri ve işlevlerini özetlemektedir:
| Bileşen | İşlev |
|---|---|
| Sıkıştırma Ünitesi | Enjeksiyon sırasında kalıbın stabilitesini sağlar ve sıkıştırma kuvveti uygular. |
| Enjeksiyon Ünitesi | Plastiği eritir, renklendiricileri karıştırır ve erimiş plastiği kalıba enjekte eder. |
| Elektronik Ünite | Makinenin kontrol sistemi veya 'beyni' görevi görür. |
| Hidrolik Sistem | Elektrik motorunun gücünü mekanik hareketlere dönüştürerek makinenin çalışmasını sağlar. |
| Koruma Sistemi | Makine çalışması sırasında güvenliği sağlayarak makineyi ve operatörü korur. |
Bu bileşenler, aynı makine içinde enjeksiyon kalıplama ve şişirme kalıplama süreçlerini desteklemek üzere birlikte çalışırlar.
Nasıl Çalışıyor?
IBM makinesi, enjeksiyon kalıplama ve şişirme kalıplama işlemlerini tek ve sürekli bir döngüde birleştirir. Makine önce plastiği eritir ve bir ön şekil oluşturmak için bir kalıba enjekte eder. Ardından, mandreller ön şekli şişirme kalıplama ünitesine aktarır. Burada, ön şekil ısıtılır ve son ürünün şekline uyacak şekilde şişirilir. Şişirme kalıplama ile üretilen parça, soğutma için kalıp kilitleme ünitesine döner. Soğuduktan sonra, mandrel ejektör pozisyonuna geçer, kalıp açılır ve bitmiş ürün çıkarılır.
Bu kalıplama işlemi diğer yöntemlerden farklıdır. İki aşamalı bir sistemde, enjeksiyon kalıplama işlemi ve şişirme kalıplama işlemi ayrı makinelerde gerçekleşir. Tek aşamalı sistemde ise enjeksiyon kalıplama işlemi tek aşamada yapılır. enjeksiyon şişirme kalıplama makinesi Bu yöntem, her iki adımı birleştirerek zamandan tasarruf sağlar ve işlemeyi azaltır. Kalıp hazırlama işleminde farklı bir yaklaşım kullanan ekstrüzyon şişirme kalıplama yönteminin aksine, tek adımlı yöntem üretimi kolaylaştırır ve verimliliği artırır. Tüm adımların tek bir IBM makinesinde birleştirilmesi, üreticilerin daha iyi ürün kalitesi ve tutarlılığı elde etmelerine yardımcı olur.
Hazırlık Aşamaları
Güvenlik Kontrolleri
IBM makinesini çalıştırmadan önce, operatörlerin bir dizi güvenlik kontrolü yapması gerekir. Bu adımlar kazaları önlemeye ve sorunsuz çalışmayı sağlamaya yardımcı olur.
- Çalışma alanını inceleyin. Zeminden ve makine platformundan döküntüleri, yağı veya suyu temizleyin.
- Tüm güvenlik ekipmanlarının mevcut ve çalışır durumda olduğunu doğrulayın. Buna yangın söndürücüler, ilk yardım setleri ve güvenlik gözlükleri, eldivenler ve güvenlik ayakkabıları gibi kişisel koruyucu ekipmanlar (KKD) dahildir.
- Tüm mekanik, hidrolik ve elektrikli güvenlik cihazlarının yerinde olduğundan emin olun. Koruyucu bariyerler, kapaklar ve güvenlik kapıları düzgün bir şekilde monte edilmiş ve çalışır durumda olmalıdır.
- Hortumları, kabloları ve aletleri hasar veya aşınma açısından kontrol edin.
- Acil durdurma düğmelerini kontrol edin ve çalıştıklarından emin olun.
- Operatörlerin makine kullanımı, kilitleme/etiketleme ve güvenlik protokolleri konusunda eğitim aldığından emin olun.
- Güvenlik cihazlarını asla devre dışı bırakmayın veya değiştirmeyin.
- İpucu: Operatörler, yaralanmaları veya makine hasarını önlemek için herhangi bir güvenlik tehlikesini veya ekipman sorununu derhal bildirmelidir.
Makine Kurulumu
Makinenin doğru şekilde ayarlanması, başarılı bir operasyonun temelini oluşturur.
- IBM makinesini iyice temizleyin. Kalan plastik malzemeleri çıkarın ve hareketli parçaları yağlayın.
- Hammaddeleri ve kalıpları hazırlayın. Plastik reçinelerin, katkı maddelerinin ve renklendiricilerin mevcut olduğundan ve doğru şekilde saklandığından emin olun.
- Doğru kalıbı takın ve güvenli bir şekilde hizalayın. Ürün kalitesini korumak için nozul yerleşimini ve kalıp hizalamasını doğrulayın.
- Pompalar ve ısıtıcılar dahil olmak üzere makineye güç verin.
- Sıcaklık ve basınç ayarlarını plastik türüne ve proje gereksinimlerine göre düzenleyin.
- Basınçlı hava ve su soğutma sistemleri gibi yardımcı ekipmanları kurun.
- Tam ölçekli üretime geçmeden önce ayarları ince ayarlamak ve olası sorunları tespit etmek için bir deneme çalışması veya örnek üretim gerçekleştirin.
- Not: Temiz ve düzenli bir çalışma alanı, kayma tehlikesi riskini azaltır ve çalışma verimliliğini artırır.

Plastik Reçine Yükleniyor
Reçine Seçimi
Operatörler, IBM makinesini çalıştırmadan önce doğru plastik reçineyi seçmelidir. Seçim süreci, plastik ürünlerin nihai kullanım amacına bağlıdır. PET, HDPE, LDPE, PP, PVC ve polikarbonat gibi çoğu termoplastik reçine, enjeksiyonlu şişirme kalıplama ile iyi sonuç verir. Her reçine, farklı uygulamalar için benzersiz avantajlar sunar. Örneğin, PET şeffaflık ve dayanıklılık sağlar, bu da onu içecek şişeleri ve ilaç kapları için ideal kılar. HDPE, dayanıklılığı ve kimyasal direnciyle öne çıkar ve süt şişeleri ve deterjan şişeleri için uygundur. LDPE esnektir ve kozmetik tüpleri için iyi sonuç verir. Polipropilen ısıya dayanıklıdır ve şurup şişeleri gibi sıcak dolum uygulamalarına uygundur. PVC, ilaç ve endüstriyel şişelerde kimyasal uyumluluk için kullanışlıdır. Polikarbonat, zorlu kullanımlar için yüksek darbe dayanımı ve optik şeffaflık sunar.
Reçine seçimi yapılırken, operatörler çeşitli kriterleri göz önünde bulundurmalıdır:
- Parçanın kullanım amacı, mukavemeti, esnekliği ve kimyasallara veya sıcaklığa maruz kalma durumu da dahil olmak üzere.
- Renk, şeffaflık ve yüzey bitişi gibi estetik ihtiyaçlar.
- Gıda güvenliği veya çocuk güvenliği standartları da dahil olmak üzere düzenleyici gereklilikler.
- Malzeme özellikleri, örneğin termoplastik davranış ve reçine ailesi.
- Darbe dayanımı, UV direnci ve kimyasal tolerans gibi belirli özellikler.
Bu faktörler, reçinenin içi boş plastik bileşenlerin ve tek kullanımlık plastik kapların ihtiyaçlarını karşılamasını sağlamaya yardımcı olur.
Hazneyi Doldurmak
Uygun reçine seçildikten sonra, operatörler IBM makinesinin haznesini doldurmalıdır. Hazne, plastik peletleri depolar ve eritme işlemi için makineye besler. Operatörler, haznenin temiz ve artık malzemelerden arındırılmış olduğundan emin olmalıdır. Seçilen reçine peletlerini, toz veya diğer maddelerle kirlenmeyi önleyerek hazneye dökmelidirler. Sürekli besleme, ürün kalitesini korumaya ve tıkanmaları önlemeye yardımcı olur. Operatörler, üretim sırasında hazne seviyesini izlemeli ve kesintileri önlemek için gerektiğinde yeniden doldurmalıdır. Bu aşamada doğru kullanım, verimli çalışmayı ve yüksek kaliteli çıktıyı destekler.
*İpucu: Reçine ile çalışırken cilt veya göz tahrişini önlemek için daima eldiven ve koruyucu gözlük takın.
Parametrelerin Ayarlanması
Sıcaklık ve Basınç
Operatörler, IBM makinesini çalıştırmadan önce doğru sıcaklık ve basıncı ayarlamalıdır. Bu parametreler, yüksek kaliteli plastik ürünlerin üretilmesinde önemli bir rol oynar. Ön ısıtma sıcaklığı, reçinenin düzgün bir şekilde kurumasını ve eşit şekilde erimesini sağlar. Çoğu reçine, en iyi sonuçlar için %0,11 ila %0,041 nem içeriğine ihtiyaç duyar. Operatörler genellikle 130°C ila 150°C'de üç ila beş saat boyunca sıcak hava ile kurutma veya 150°C'de dört ila beş saat boyunca vakumlu kurutma yöntemini kullanırlar. Bu adım, nemden kaynaklanan kusurları önler.
Kalıp sıcaklığı, reçinenin akış veya erime noktasının üzerinde ancak ayrışma sıcaklığının altında kalmalıdır. Örneğin, SIVERAS™ gibi yaygın reçineler için kalıplama sıcaklıkları 315°C ile 350°C arasında değişmektedir. Operatörler, uzun veya dar nozullar için sıcaklığı 10°C ila 20°C arasında ayarlayabilirler. Kalıp sıcaklığı da nihai ürünü etkiler. Genellikle 90°C ile 130°C arasında olan daha yüksek kalıp sıcaklıkları, dolumu ve kaynak mukavemetini artırır ancak çevrim süresini uzatabilir.
Enjeksiyon basıncı, reçine türü ve kalıp tasarımıyla uyumlu olmalıdır. Çoğu IBM makinesi 20 MPa ile 90 MPa arasında enjeksiyon basıncıyla çalışır. Operatörler daha düşük basınçla başlamalı ve kademeli olarak artırmalıdır. Bu yaklaşım, püskürme veya kabarcıklanma gibi kusurların önlenmesine yardımcı olur. Kalıp dolduktan sonra uygulanan tutma basıncı, ürünün şeklini ve yoğunluğunu korumasını sağlar. Vida hızı da önemlidir. Daha yüksek hızlar kesme ısısını artırır, ancak çok yüksek ayarlanırsa düzensiz erimeye neden olabilir.
*İpucu: Operatörler üretim boyunca sıcaklık ve basıncı izlemelidir. Küçük ayarlamalar kusurları önleyebilir ve ürün kalitesini artırabilir.
 |
 |
| PET Malzeme | PP Malzeme |
 |
 |
| LDPE Malzemesi | HDPE Malzeme |
Kalıp Kalibrasyonu
Kalıp kalibrasyonu, IBM makinesinin doğru boyutlarda ve tutarlı kalitede parçalar üretmesini sağlar. Operatörler kalıbı doğru şekilde hizalamalı ve herhangi bir boşluk veya yanlış hizalama olup olmadığını kontrol etmelidir. Her çalıştırmadan önce kalıp yüzeyini aşınma veya hasar açısından incelemelidirler. Doğru kalibrasyon, çapak, eksik döküm veya düzensiz duvar kalınlığı riskini azaltır.
Operatörler, kalıp pozisyonunu ve sıkıştırma kuvvetini hassas bir şekilde ayarlamak için test çalışmaları kullanırlar. Örnek parçaları ölçer ve bunları tasarım özellikleriyle karşılaştırırlar. Ölçümler kabul edilebilir aralığın dışında kalırsa, kalıp pozisyonunu veya makine ayarlarını değiştirirler. Düzenli kalibrasyon kontrolleri, ürün tutarlılığını korumaya ve israfı azaltmaya yardımcı olur.
İyi kalibre edilmiş bir kalıp, çevrim verimliliğini de artırır. Kalıp iyi durumda kaldığında IBM makinesi daha uzun süre kesintisiz çalışabilir. Operatörler, ileride başvurmak üzere kalibrasyon ayarlarını belgelemelidir. Bu uygulama, gelecekteki üretim süreçlerinde daha hızlı kurulum ve sorun gidermeyi destekler.
*Not: Kalıp kalibrasyonunun tutarlı olması, daha az kusur ve daha yüksek kaliteli nihai ürünlere yol açar.
Adım Adım Kullanım Kılavuzu
Tek aşamalı enjeksiyonlu şişirme kalıplama makinesinin çalıştırılması, hassas bir işlem dizisi gerektirir. Bu adım adım kullanım kılavuzu, reçine beslemesinden bitmiş şişirme kalıplama parçalarının çıkarılmasına kadar her aşamayı açıklamaktadır. Sıcaklık, zamanlama ve denetime dikkat edilmesi, şişirme kalıplama işleminin yüksek kaliteli sonuçlar vermesini sağlar.
Besleme ve Eritme
Operatörler, plastik reçineyi hazneye besleyerek işe başlarlar. IBM makineleri, reçinenin topaklanmasını veya köprülenmesini önlemek için kontrollü bir besleme boğazı sıcaklığı kullanır. Besleme boğazı çok ısınırsa, reçine peletleri erken eriyebilir, tıkanmalara ve çalışmanın durmasına neden olabilir. Çoğu makine, besleme boğazını önerilen bir sıcaklıkta, genellikle 130°F'den düşük olmayan bir sıcaklıkta tutmak için su kanalları kullanır. Kullanımdan önce kurutulmuş reçineler için, besleme boğazını kurutma sıcaklığının yaklaşık 20°F altına ayarlamak, yoğuşmayı önlemeye ve reçinenin düzgün akışını sağlamaya yardımcı olur. Tutarlı besleme ve dikkatli sıcaklık yönetimi, reçinenin eşit şekilde eridiği vida ve namluya verimli bir şekilde hareket etmesini sağlar. Bazı gelişmiş makineler, erime verimliliğini artırmak için iletken ısıtma teknolojisini kullanırken, çoğu geleneksel vidalı ekstrüderlere güvenir.
*İpucu: Şişirme kalıplama işleminde kesintileri önlemek için operatörler hazneyi ve besleme ağzını düzenli olarak kontrol etmelidir.

Enjeksiyon ve Ön Kalıp Oluşturma
Reçine eridiğinde, IBM makinesi enjeksiyon kalıplama işlemine başlar. Kalıp kapanır ve önceden ayarlanmış bir kuvvetle sıkıştırılır. Enjeksiyon ünitesi, erimiş plastiği kalıp boşluğuna iterek ön şekli oluşturur. Ön şeklin kalitesini etkileyen çeşitli faktörler vardır:
- Kalıp tasarımı ve hassasiyeti, boyut doğruluğunu etkiler.
- Malzeme özellikleri, örneğin moleküler ağırlık, darbe dayanımı ve stabilite.
- Hazne, varil ve kalıptaki sıcaklık kontrolü, optimum erime ve akışı sağlar.
- Enjeksiyon basıncı, vida hızı ve bekleme süresi, boşluğun ne kadar iyi dolacağını belirler.
- Kalıp içindeki soğutma sistemleri, büzülme ve çarpılmayı kontrol etmeye yardımcı olur.
Operatörler, bükülme veya düzensiz kalınlık gibi kusurları azaltmak için bu parametreleri optimize etmelidir. Paketleme basıncı ve süresi, özellikle PET ön kalıplar için önemlidir, çünkü bunlar büzülmeyi en aza indirir ve şekli korur. Bu aşamada yapılan kalite kontrol kontrolleri, sorunları erken tespit etmeye yardımcı olur.
| Faktör | Ön Kalıp Kalitesi Üzerindeki Etki |
|---|---|
| Malzeme Seçimi | Reçine kalitesi, ısı direncini, kimyasal direnci ve mekanik özellikleri etkileyerek nihai kaliteyi belirler. |
| Kalıp Tasarımı | Hassasiyet, embriyonun doğru şekilde oluşmasını ve boyut doğruluğunu sağlar. |
| Sıcaklık Kontrolü | Çok bölgeli düzenleme, malzemenin kalıplama için en iyi durumda kalmasını sağlar. |
| Proses Parametreleri | Vida hızı, enjeksiyon basıncı ve zamanlama, erimeyi ve homojenliği etkiler. |
| Soğutma Sistemi | Etkin soğutma, deformasyonu azaltır ve ürün kalitesini artırır. |
Ön Şekil Isıtma
Ön kalıp oluşturulduktan sonra, IBM makinesi onu ısıtma istasyonuna aktarır. Düzgün ısıtma, şişirme kalıplama işleminin bir sonraki aşaması için çok önemlidir. Seramik bant ısıtıcılar, eşit ısı dağılımı sağlamak için ön kalıbın etrafını sarar. Operatörler, aşırı ısınmayı veya yetersiz ısınmayı önlemek için hassas sıcaklık kontrolleri kullanır. Bazı sistemler, ön kalıbın uzunluğu boyunca tutarlı ısıtma için seramik şerit ısıtıcılar kullanır. Gelişmiş makineler, belirli alanları hedeflemek için indüksiyon ısıtma kullanabilir ve böylece tüm ön kalıbın doğru sıcaklığa ulaşmasını sağlayabilir. İki noktalı kontrol stratejileri ve PID kontrolörleri, düzgünlüğü korumaya yardımcı olarak, son şişirme kalıplama parçalarındaki kusur riskini azaltır.
*Not: Düzgün ön şekillendirme, malzeme akışını iyileştirir ve şişe şekillerinin daha tutarlı olmasını sağlar.
 |
 |
Şişirme Kalıplama İşlemi
Isıtılmış ön kalıp şişirme kalıplama ünitesine girer. Kalıp ön kalıbın etrafını sarar ve basınçlı hava onu kalıp duvarlarına doğru şişirir. Bu adım, plastiği son şekline getirir. Operatörler, şişirme kalıplama işlemi sırasında birkaç kritik parametreyi izlemelidir:
| Kritik Parametre | Hata Etkisi | İzlenmesi Gereken Nedenler | Önerilen Kontroller |
|---|---|---|---|
| Duvar Kalınlığı | Düzensiz duvarlar, tutarsız hacim | Erime akışındaki dalgalanmalar, kalıp başı aşınması | Ekstrüzyon parametrelerini ayarlayın, kalıp kafasını inceleyin. |
| Erime Akış Tutarlılığı | Patlamalar, yüzey kusurları | Tutarsız hız, kalıp kusurları | İstikrarlı koşulları koruyun, düzenli kontroller yapın. |
| Soğutma Kanalı Tasarımı | Yüzey kusurları, kavisli tabanlar | Düzensiz soğutma, tıkanmış kanallar | Yerleşimi optimize edin, soğutma sıvısı akışını koruyun. |
| Sıkıştırma Kuvveti ve Hava Basıncı | Kötü kaynaklar, patlamalar | Düşük basınç, kararsız hava | Ayarları kalibre edin ve sabitleyin. |
| Malzeme Sıcaklığı | Yüzey kusurları, kötü kaynaklar | Yanlış işlem sıcaklığı | Önerilen aralık içinde ayarlayın. |
| Kalıp Tasarımı | Deformasyon, duvar kalınlığı sorunları | Kötü çekme açıları, boşluk boyutları | Homojenlik ve soğutma için optimizasyon |
| Ekipman Bakımı | Birden fazla kusur | Aşınmış parçalar, kirlenme | Düzenli kontrol ve temizlik |
Operatörler, ön kalıbın eşit şekilde genişlemesini sağlamak için hava basıncını ve sıkıştırma kuvvetini ayarlamalıdır. Duvar kalınlığının ve sıcaklığın izlenmesi, ince noktalar veya patlamalar gibi kusurların önlenmesine yardımcı olur. Boyutsal kontroller de dahil olmak üzere kalite kontrol protokolleri, tutarlı sonuçları destekler.
Soğutma ve Tahliye
Soğutma, işlem döngüsünün en uzun aşamasıdır. IBM makinesi, şişirme kalıplama yöntemiyle üretilen parçalardan ısıyı uzaklaştırmak için kalıpta su kanalları kullanır. İnce duvarlı ürünler için, parçanın şeklini koruması için çıkarma işleminden önce tam soğutma yapılır. Daha kalın parçalar için, operatörler dış katman deformasyona karşı yeterince sertleştiğinde parçayı daha erken çıkarabilirler. Bu uygulama verimliliği artırır, ancak hava soğutması sırasında bükülme veya büzülmeyi önlemek için dikkatli izleme gerektirir. Çıkarma pimleri veya diğer mekanizmalar, bitmiş parçayı kalıptan çıkarır. Operatörler, bir sonraki döngüye başlamadan önce her parçayı kusurlar açısından incelemelidir.
*İpucu: Soğutma sistemi tasarımını ve zamanlamasını optimize etmek, şişirme kalıplama işleminde ürün kalitesi ve üretim hızı arasında denge kurmaya yardımcı olur.
Adım adım kullanım kılavuzu, tek aşamalı enjeksiyonlu şişirme kalıplama makinesinin çalıştırılmasını öğrenen herkes için net bir yol sunmaktadır. Her aşamayı dikkatlice takip ederek ve temel parametreleri izleyerek, operatörler güvenle yüksek kaliteli şişirme kalıplama parçaları üretebilirler.

Sorun Giderme ve Kalite Kontrol
Sık Karşılaşılan Sorunlar
Tek aşamalı enjeksiyonlu şişirme kalıplama makinesi kullanırken operatörler genellikle çeşitli sorunlarla karşılaşırlar. Birçok sorun, enjeksiyon ve şişirme kalıplama işlemlerinin entegrasyonundan kaynaklanır. Yanlış çevrim parametreleri, örneğin uygun olmayan sıcaklık, çevrim süresi veya soğutma süresi, bitmiş ürünlerde kusurlara neden olabilir. Kirli kalıplar veya düşük kaliteli kalıp ayırıcı maddelerin kullanımı da düşük parça kalitesine yol açar. Operatörler, çevrim parametrelerini optimum ayarlara getirmeli ve kalıpları kirleticilerden arındırmak için iyice temizlemelidir. Şişirme kalıplama için tasarlanmış yüksek kaliteli kalıp ayırıcı ürünlerin kullanılması verimliliği artırır.
Sık karşılaşılan makine sorunlarından bazıları şunlardır:
- Makine çalışmıyor: Operatörler güç kaynağını kontrol etmeli, kabloları incelemeli ve haznelerin içindeki sıcaklık seviyelerini doğrulamalıdır. Basınç şalteri ayarlarının da ayarlanması gerekebilir.
- Makine durmuyor: Basınç şalterini incelemek, hidrolik yağ seviyelerini kontrol etmek ve hortumlarda sızıntı olup olmadığını araştırmak bu sorunu çözebilir.
- Makine basıncı tutamıyor: Kablo bağlantılarını kontrol etmek, hava kaçaklarını tespit etmek ve tıkanmış filtreleri veya aşınmış contaları değiştirmek genellikle bu sorunu çözer.
- Makine gürültülü çalışıyor: Operatörler motor hız kontrolünü doğrulamalı, sızıntı olup olmadığını kontrol etmeli ve titreşime neden olan çatlaklar için kalıpları incelemelidir.
Operatörler, yardım için bir uzmana başvurmadan önce her zaman devre kesicileri sıfırlamalı ve hatlardaki tıkanıklıkları kontrol etmelidir.
İnceleme İpuçları
Kalite kontrolü, IBM makinesi tarafından üretilen her parçanın gerekli standartları karşılamasını sağlar. Operatörler, tutarlılığı korumak ve kusurları önlemek için yapılandırılmış bir yaklaşım izlemelidir. Aşağıdaki adımlar güvenilir sonuçlar elde etmenize yardımcı olur:
- Kurulum Yeterlilik Testi (IQ): IBM makinesinin ve altyapısının doğru şekilde kurulduğunu doğrulayın.
- Operasyonel Yeterlilik (OQ): Ekipmanın belirtilen çalışma aralıklarında performans gösterdiğini doğrulayın.
- Performans Yeterliliği (PQ): Sürecin, kalite kriterlerini karşılayan parçaları tutarlı bir şekilde ürettiğini gösterin.
- Kritik değişkenleri izleyin: Tutarlılığı artırmak ve sapmaları erken tespit etmek için sıcaklık, basınç ve çevrim sürelerini takip edin.
- Rutin bakım: Arızaları önlemek ve kullanım ömrünü uzatmak için makine parçalarını düzenli olarak temizleyin, yağlayın ve kontrol edin.
- Operatör eğitimi: Personele makine kullanımı, arıza tespiti ve güvenlik konularında beceriler kazandırın.
- Kalite kontrol denetimleri: Üretilen ürünleri sık sık kontrol ederek kusurları erken tespit edin.
- Proses parametre ayarlamaları: Tutarlı duvar kalınlığını korumak ve yüzey kusurlarını önlemek için ekstrüzyon sıcaklığını ayarlayın ve kalıpları inceleyin.
Enjeksiyon kalıplama sırasında tutarlı bir tampon değeri sağlamak, düzgün parça boyutları elde etmeye ve reçine bozulmasını önlemeye yardımcı olur. Operatörler ayrıca sızıntıları önlemek için contaları ve vanaları kontrol etmeli ve gerektiğinde hava basıncını ayarlamalıdır. Bu adımları izleyerek, ürün kalitesini artırabilir ve IBM makinesinin üretim hızını yükseltebilirler. Düzenli veri analizi ve süreç iyileştirmeleri, verimliliği optimize etmeye ve mevzuata uygunluğu sağlamaya yardımcı olur.
 |
 |
 |
 |
Güvenlik ve Bakım
Günlük Bakım
Operatörler, günlük bakım rutinini takip ederek IBM makinelerini en iyi durumda tutarlar. Her vardiyaya, arıza veya sızıntı aramak için makinenin etrafında bir inceleme yaparak başlarlar. Bir ekip üyesi, enjeksiyon kalıplama makinesini kontrol etmek ve erken sorunları tespit etmek için bir kontrol listesi kullanır. Kalan plastiği temizleyerek namluyu arındırmak, kirlenmeyi önler. Operatörler, paslanmayı önlemek için hidrolik yağ soğutucusundan ve kalıp soğutucusundan hava kompresörleri ile suyu boşaltırlar. Menteşeler ve tahrik milleri gibi hareketli parçaların yağlanması, sorunsuz çalışmayı sağlar.
Ayrıca baypas ve yağ emme filtrelerini de izlerler, basınç göstergelerini kontrol ederler ve gerektiğinde kartuşları temizler veya değiştirirler. Motor soğutma fanı ve elektrik kutusu, aşırı ısınmayı önlemek için düzenli olarak temizlenmelidir. Operatörler makine tablasından döküntüleri temizler ve yağ dönüş portunu açık tutarlar. Elektrik kutusundaki naftalinler kemirgen hasarını önlemeye yardımcı olur. Güvenlik kontrolleri, acil durdurma düğmelerinin doğrulanmasını, tüm güvenlik kalkanlarının incelenmesini ve elektrik kapaklarının kilitli olduğunun teyit edilmesini içerir. Operatörler, IBM makinesi çalışırken asla kalıp sıkıştırma alanına veya hazneye uzanmazlar. Düzenli günlük bakım, aşınmayı önlemeye, güvenliği sağlamaya ve yüksek ürün kalitesini garanti etmeye yardımcı olur.
Uzun Vadeli Bakım
Uzun vadeli bakım, IBM makinelerinin yıllarca verimli bir şekilde çalışmasını sağlar. Operatörler hidrolik yağ seviyelerini haftalık olarak kontrol eder ve dört ayda bir yağ örneklerini laboratuvar analizine gönderir. Yılda bir kez, vida gövdesini, kanatlarını ve namlu iç çapını incelemek için vidayı çıkarırlar. Isıtıcı bantları, hasarlı telleri tespit etmek için bir sıcaklık probuyla kontrol edilir. Isı eşanjörü, aşırı ısınmayı önlemek için yılda bir kez hafif bir asit yıkama ve bobin incelemesinden geçirilir.
Elektrik panosu temiz tutulur ve yağ veya kalıntılardan arındırılır. Fan tertibatları ve terminal sıkılığı kontrol edilir ve herhangi bir elektrik hasarı giderilir. Pompalar, vanalar ve hortumlar dahil olmak üzere hidrolik tertibatlar sızıntı ve olağandışı sesler açısından incelenir. Baskı plakası delikleri hasar açısından kontrol edilir ve gerekirse dişler yeniden açılır. Operatörler kalıp değişimleri arasında baskı plakalarını taşlama işlemine tabi tutar ve burçları, bağlantı çubuklarını ve yağlama sistemlerini düzgün çalışıp çalışmadıkları açısından kontrol eder.
Planlı bakım, plansız arıza sürelerini azaltır ve IBM makinesinin optimum performansını destekler. Tek aşamalı enjeksiyonlu şişirme kalıplama makinesinin çalıştırılması birkaç önemli adımı içerir:
1. Kaliteli ham maddeleri hazırlayın ve yükleyin. 2. Hassas sıcaklık ve hava basıncını ayarlayın. 3. Kalıplama sürecini yakından izleyin. 4. Uygun soğutma ve sorunsuz çıkarma sağlayın. 5. Arızaları giderin ve makinenin bakımını yapın.
Güvenlik, düzenli bakım ve dikkatli izleme, eğrilme veya eksik kalıplama gibi yaygın hataların önlenmesine yardımcı olur. Yeni başlayanlar, adım adım kılavuzlardan, sorun giderme tablolarından ve uzman tavsiyelerinden faydalanır. Pratik ve sürekli öğrenme ile herkes şişirme kalıplama işleminde ustalaşabilir ve yüksek kaliteli plastik ürünler üretebilir.
IBM ve ISBM Makinesi
Plastik ambalaj sektöründe, nihai ürünün kalitesini, dayanıklılığını ve işlevselliğini sağlamak için doğru kalıplama teknolojisinin seçilmesi çok önemlidir. En yaygın kullanılan teknolojiler arasında Enjeksiyonlu Şişirme Kalıplama (IBM) ve Enjeksiyonlu Gerdirme Şişirme Kalıplama (ISBM) yer almaktadır. Bu iki yöntem benzer görünse de, işlem, uygulama ve ürün özellikleri açısından önemli farklılıklar göstermektedir.
1. IBM ve ISBM'ye Genel Bakış
Enjeksiyonlu Şişirme Kalıplama (IBM), enjeksiyon kalıplama ve şişirme kalıplama yöntemlerini birleştirerek üç aşamada (enjeksiyon, şişirme ve çıkarma) içi boş plastik ürünler üreten bir işlemdir. Esas olarak küçük, yüksek hassasiyetli kapların üretiminde kullanılır.
Enjeksiyonlu Gerdirme Şişirme Kalıplama (ISBM) ise, şeffaflığı ve mekanik dayanıklılığı artırmak için şişirme aşamasında plastik malzemenin gerilmesini içerir. Bu teknik, içecekler ve diğer tüketici ürünleri için PET şişelerin üretiminde yaygın olarak kullanılmaktadır.
2. Süreç Karşılaştırması
IBM Süreç Adımları:
Plastik, bir kalıba enjekte edilerek ön şekil veya parison oluşturulur.
Ön şekillendirilmiş parça şişirme kalıbına aktarılır.
Ön kalıbı son kap şekline getirmek için basınçlı hava kullanılır.
Konteyner soğutulur ve dışarı atılır.
ISBM Süreci Adımları:
Ön kalıp, enjeksiyon kalıplama yöntemi kullanılarak oluşturulur.
Ön şekillendirilmiş parça tekrar ısıtılır ve gerdirme şişirme kalıbına yerleştirilir.
Germe çubuğu, ön şekli uzatır.
Sıkıştırılmış hava, ön kalıbı son şekline getirmek için kullanılır ve böylece çift eksenli yönlendirilmiş bir kap oluşturulur.
3. Malzeme Uygunluğu
IBM genellikle ilaç ve kozmetik uygulamalarında yaygın olarak kullanılan PP (polipropilen) ve HDPE (yüksek yoğunluklu polietilen) gibi malzemeler kullanır.
ISBM, mükemmel berraklığı ve dayanıklılığıyla bilinen, gazlı içecekler ve su şişeleri için ideal bir malzeme olan PET (polietilen tereftalat) için optimize edilmiştir.
4. Ürün Uygulaması
| Özellik | IBM | ISBM |
| Ortak Ürünler | Göz damlası şişeleri, kozmetik kavanozları, flakonlar | Su şişeleri, gazlı içecek şişeleri, meyve suyu şişeleri |
| Şişe Boyutu | Küçük ila orta ölçekli | Orta ila büyük |
| Duvar Kalınlığı | Düzgün ama daha kalın | İnce duvarlar ve sağlam yapı |
| Yüzey İşlemi | Çok pürüzsüz, yüksek hassasiyetli | Mükemmel şeffaflık |
5. Avantajlar ve Sınırlamalar
| IBM | ISBM | |
| Avantajlar | 1. Yüksek boyutsal doğruluk. 2. Küçük hacimli üretim için uygundur. 3. İlaç ve kozmetik ambalajları için verimlidir. |
1. Çift eksenli yönlendirme sayesinde mükemmel mekanik dayanıklılık. 2. Üstün şeffaflık ve hafiflik. 3. Seri üretim için idealdir. |
| Sınırlamalar | 1. Sınırlı malzeme seçenekleri. 2. Büyük kaplar için uygun değildir. |
1. Daha karmaşık makineler. 2. Daha yüksek enerji tüketimi. |
6. Maliyet ve Üretim Hususları
IBM makineleri genellikle daha uygun fiyatlı ve kullanımı daha basit olsa da, yüksek hızlı üretim için ideal değildir. ISBM sistemleri ise daha karmaşık ve pahalı olmalarına rağmen, özellikle PET bazlı şişeler için seri üretimde daha yüksek verimlilik sunar.
Yüksek hacimli şeffaf ambalajlama hedefleyen işletmeler için, ISBM makineleri Genellikle daha iyi bir yatırım seçeneğidir. Ancak, ilaç veya kozmetik sektöründe hassas ambalajlamaya odaklanan şirketler için IBM, daha iyi kontrol ve özelleştirme imkanı sunar.
7. Hangisini Seçmelisiniz?
İşletmeniz özellikle sağlık veya güzellik sektöründe orta düzeyde dayanıklılık gerektiren küçük, hassas şişeler üretiyorsa IBM'i tercih edin. Yüksek hacimli gıda ve içecek uygulamaları için şeffaf, hafif ve güçlü şişelere ihtiyacınız varsa ISBM'yi tercih edin. Seçiminiz nihayetinde malzeme gereksinimlerinize, üretim hacminize, şişe tasarımının karmaşıklığına ve son kullanım pazarına bağlı olacaktır.
 |
 |
| IBM Makinesi | ISBM Makinesi |
SSS
S: IBM makineleri ne tür ürünler üretebilir?
A: IBM makinesi içi boş plastik ürünler üretiyor. Yaygın ürünler arasında ilaç, kozmetik ve temizlik malzemeleri şişeleri yer alıyor. Bazı fabrikalar bu makineyi kavanoz, flakon ve küçük kaplar için kullanıyor. Makine, hassas boyun ve diş şekli gerektiren ürünler için en iyi sonucu veriyor.
S: Operatörler IBM makinelerinde ne sıklıkla bakım yapmalıdır?
A: Operatörler günlük kontrolleri ve temizliği yapmalıdır. Her hafta tam bir inceleme ve yağlama işlemi gerçekleştirmelidirler. Yıllık bakım, vida, ısıtıcı bantlar ve hidrolik sistemin kontrolünü içerir. Düzenli bakım, arızaları önlemeye ve IBM makinesinin sorunsuz çalışmasını sağlamaya yardımcı olur.
S: IBM makineleri neden hassas sıcaklık kontrolüne ihtiyaç duyar?
A: Hassas sıcaklık kontrolü, reçinenin eşit şekilde erimesini sağlar. Bu, eğrilme veya kabarcık gibi kusurları önler. IBM makinesi, işlemi istikrarlı tutmak için ısıtıcılar ve sensörler kullanır. İyi sıcaklık yönetimi, daha yüksek ürün kalitesi ve daha az atık anlamına gelir.
S: Yeni başlayanlar IBM makinelerini güvenli bir şekilde kullanabilir mi?
A: Evet, yeni başlayanlar IBM makinesini güvenli bir şekilde kullanabilirler. Güvenlik kurallarına uymaları, koruyucu ekipman giymeleri ve eğitimlerini tamamlamaları gerekir. Makine, güvenlik koruyucuları ve acil durdurma düğmeleri içerir. Gözetim ve adım adım kılavuzlar, yeni operatörlerin kazalardan kaçınmasına yardımcı olur.
S: IBM makinesi aniden durursa operatörler ne yapmalıdır?
A: Operatörler öncelikle güç kaynağını kontrol etmelidir. Acil durdurma düğmelerini, sigortaları ve devre kesicileri incelemelidirler. Sorun devam ederse, hata kodları için kontrol panelini gözden geçirmelidirler. Operatörler, önemli sorunları bir amir veya teknisyene bildirmelidir.





















