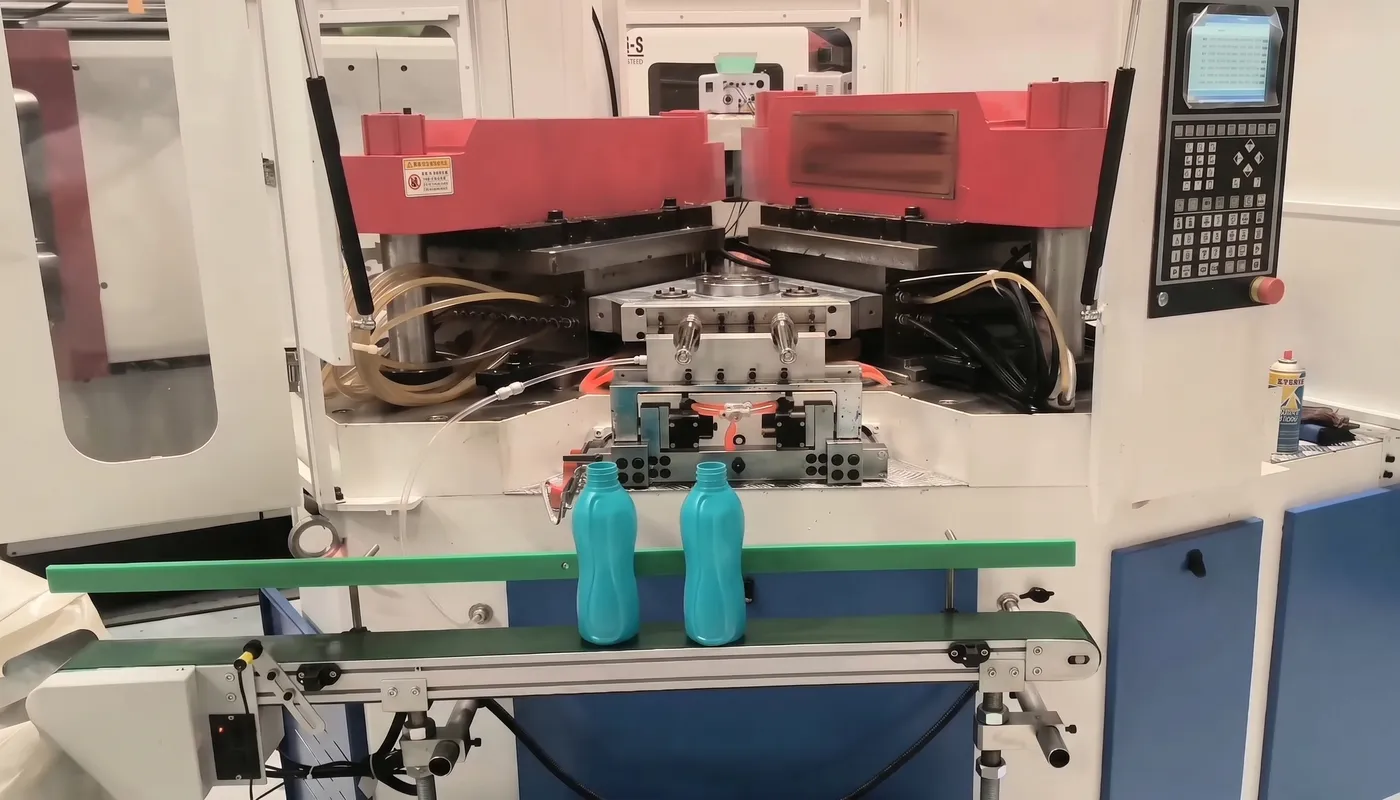
Como usar corretamente uma máquina de moldagem por injeção e sopro em uma única etapa
Iniciantes frequentemente se perguntam como dominar a operação de uma máquina de moldagem por injeção e sopro em uma única etapa. Essa máquina molda o plástico em frascos usados para medicamentos, cosméticos e produtos de limpeza. Muitos fabricantes dependem dessa máquina para obter dimensões precisas de gargalo e rosca, especialmente para frascos pequenos. A operação envolve etapas cuidadosas para garantir segurança e qualidade. Com instruções claras, qualquer pessoa pode aprender a operar uma máquina de moldagem por injeção e sopro em uma única etapa com segurança e eficiência.
 |
 |
Principais características
- A máquina de moldagem por injeção e sopro em uma única etapa combina injeção e moldagem por sopro em um único processo, economizando tempo e melhorando a qualidade do produto.
- Os operadores devem realizar verificações de segurança e a configuração adequada da máquina antes do uso para garantir uma operação segura e eficiente.
- A escolha da resina plástica adequada e a definição correta da temperatura e pressão são cruciais para a produção de produtos plásticos de alta qualidade.
- Seguir procedimentos passo a passo para alimentação, injeção, aquecimento, moldagem por sopro, resfriamento e ejeção ajuda a evitar defeitos e garante resultados consistentes.
- A manutenção regular e a resolução de problemas mantêm a máquina funcionando sem problemas e previnem problemas comuns, contribuindo para a produtividade a longo prazo.
Visão geral da máquina de moldagem por injeção e sopro em uma única etapa
Componentes principais
Uma máquina de moldagem por injeção e sopro em uma única etapa, frequentemente chamada de máquina IBM, contém diversas peças essenciais. Cada componente desempenha um papel específico no processo de moldagem por injeção e sopro. A tabela abaixo descreve os principais componentes e suas funções:
| Componente | Função |
|---|---|
| Unidade de Fixação | Garante a estabilidade do molde e fornece força de fechamento durante a injeção. |
| Unidade de Injeção | Derrete o plástico, mistura os corantes e injeta o plástico derretido no molde. |
| Unidade eletrônica | Atua como o sistema de controle ou 'cérebro' da máquina. |
| Sistema hidráulico | Converte a energia do motor elétrico em movimentos mecânicos, acionando o funcionamento da máquina. |
| Sistema de proteção | Protege a máquina e o operador, garantindo a segurança durante o funcionamento da máquina. |
Esses componentes trabalham em conjunto para dar suporte aos processos de moldagem por injeção e de moldagem por sopro na mesma máquina.
Como funciona?
A máquina da IBM integra os processos de moldagem por injeção e moldagem por sopro em um único ciclo contínuo. Primeiro, a máquina derrete o plástico e o injeta em um molde para formar uma pré-forma. Em seguida, mandris transferem a pré-forma para a unidade de moldagem por sopro. Aqui, a pré-forma é aquecida e inflada para adquirir a forma do produto final. A peça moldada por sopro gira para dentro da unidade de travamento do molde para resfriamento. Após o resfriamento, o mandril se move para a posição do extrator, o molde se abre e o produto acabado é removido.
Este processo de moldagem difere de outros métodos. Em um sistema de dois estágios, o processo de moldagem por injeção e o processo de moldagem por sopro ocorrem em máquinas separadas. No sistema de um estágio, a moldagem por injeção e o processo de moldagem por sopro ocorrem em máquinas separadas. máquina de moldagem por injeção e sopro A combinação de ambas as etapas economiza tempo e reduz o manuseio. Ao contrário da moldagem por sopro de extrusão, que utiliza uma abordagem diferente para formar a pré-forma, o método de etapa única agiliza a produção e aumenta a eficiência. A integração de todas as etapas em uma única máquina IBM ajuda os fabricantes a obterem melhor qualidade e consistência do produto.
Etapas de preparação
Verificações de segurança
Antes de ligar a máquina IBM, os operadores devem realizar uma série de verificações de segurança. Essas etapas ajudam a prevenir acidentes e garantem o bom funcionamento.
- Inspecione a área de trabalho. Remova detritos, óleo ou água do chão e da plataforma da máquina.
- Confirme se todos os equipamentos de segurança estão presentes e funcionando corretamente. Isso inclui extintores de incêndio, kits de primeiros socorros e equipamentos de proteção individual (EPI), como óculos de segurança, luvas e calçados de segurança.
- Verifique se todos os dispositivos de segurança mecânicos, hidráulicos e elétricos estão instalados. Proteções, coberturas e portões de segurança devem estar instalados corretamente e em pleno funcionamento.
- Inspecione mangueiras, cabos e ferramentas quanto a danos ou desgaste.
- Verifique os botões de parada de emergência e certifique-se de que funcionam.
- Certifique-se de que os operadores receberam treinamento em operação de máquinas, bloqueio/etiquetagem e protocolos de segurança.
- Nunca ignore ou modifique nenhum dispositivo de segurança.
- Dica: Os operadores devem relatar imediatamente quaisquer riscos de segurança ou problemas com o equipamento para evitar ferimentos ou danos à máquina.
Configuração da máquina
A configuração adequada da máquina estabelece as bases para uma operação bem-sucedida.
- Limpe bem o computador IBM. Remova quaisquer resíduos de plástico e lubrifique as partes móveis.
- Prepare as matérias-primas e os moldes. Certifique-se de que as resinas plásticas, os aditivos e os corantes estejam disponíveis e armazenados corretamente.
- Instale o molde correto e alinhe-o firmemente. Verifique o posicionamento do bico e o alinhamento do molde para manter a qualidade do produto.
- Ligue a máquina, incluindo bombas e aquecedores.
- Ajuste as configurações de temperatura e pressão de acordo com o tipo de plástico e os requisitos do projeto.
- Instalar equipamentos auxiliares, como sistemas de refrigeração a ar comprimido e a água.
- Realize um teste ou uma produção de amostra para ajustar as configurações e identificar quaisquer problemas antes da operação em escala real.
- Nota: Um espaço de trabalho limpo e organizado reduz o risco de escorregões e melhora a eficiência durante a operação.

Carregando resina plástica
Selecionando a resina
Antes de iniciar a máquina IBM, os operadores devem escolher a resina plástica adequada. O processo de seleção depende da aplicação final dos produtos plásticos. A maioria das resinas termoplásticas, como PET, PEAD, PEBD, PP, PVC e policarbonato, são compatíveis com a moldagem por injeção e sopro. Cada resina oferece benefícios específicos para diferentes aplicações. Por exemplo, o PET proporciona transparência e resistência, sendo ideal para garrafas de bebidas e embalagens farmacêuticas. O PEAD destaca-se pela sua resistência e durabilidade química, sendo adequado para jarras de leite e frascos de detergente. O PEBD é flexível e funciona bem para tubos de cosméticos. O polipropileno resiste ao calor e é adequado para aplicações de envase a quente, como garrafas de xarope. O PVC é útil pela sua compatibilidade química em frascos farmacêuticos e industriais. O policarbonato oferece alta resistência ao impacto e transparência óptica para aplicações exigentes.
Ao selecionar uma resina, os operadores devem considerar vários critérios:
- A finalidade pretendida da peça, incluindo resistência, flexibilidade e exposição a produtos químicos ou temperatura.
- Necessidades estéticas, como cor, transparência e acabamento da superfície.
- Requisitos regulamentares, incluindo normas de segurança alimentar ou de segurança infantil.
- Propriedades do material, como comportamento termoplástico e família da resina.
- Características específicas como resistência ao impacto, resistência aos raios UV e tolerância química.
Esses fatores ajudam a garantir que a resina atenda às necessidades de componentes plásticos ocos e recipientes plásticos descartáveis.
Enchendo o reservatório
Após selecionar a resina apropriada, os operadores devem abastecer a tremonha da máquina IBM. A tremonha armazena e alimenta os grânulos de plástico na máquina para fusão. Os operadores devem verificar se a tremonha está limpa e livre de resíduos. Devem despejar os grânulos de resina escolhidos na tremonha, evitando a contaminação com poeira ou outras substâncias. A alimentação consistente ajuda a manter a qualidade do produto e evita obstruções. Os operadores devem monitorar o nível da tremonha durante a produção e reabastecê-la conforme necessário para evitar interrupções. O manuseio adequado nesta etapa contribui para a operação eficiente e para a produção de alta qualidade.
*Dica: Use sempre luvas e óculos de proteção ao manusear resina para evitar irritação na pele ou nos olhos.
Configuração de parâmetros
Temperatura e pressão
Antes de iniciar a máquina IBM, os operadores devem ajustar a temperatura e a pressão corretas. Esses parâmetros são fundamentais para a produção de produtos plásticos de alta qualidade. A temperatura de pré-aquecimento garante que a resina seque adequadamente e derreta de maneira uniforme. A maioria das resinas requer um teor de umidade entre 0,1% e 0,04% para melhores resultados. Os operadores costumam usar secagem com ar quente a 130 °C a 150 °C por três a cinco horas ou secagem a vácuo a 150 °C por quatro a cinco horas. Essa etapa evita defeitos causados pela umidade.
A temperatura do cilindro deve permanecer acima do ponto de fluidez ou fusão da resina, mas abaixo de sua temperatura de decomposição. Por exemplo, as temperaturas de moldagem para resinas comuns como a SIVERAS™ variam de 315 °C a 350 °C. Os operadores podem ajustar a temperatura em 10 °C a 20 °C para bicos longos ou estreitos. A temperatura do molde também afeta o produto final. Temperaturas mais altas do molde, geralmente entre 90 °C e 130 °C, melhoram o preenchimento e a resistência da solda, mas podem aumentar o tempo de ciclo.
A pressão de injeção deve ser compatível com o tipo de resina e o projeto do molde. A maioria das máquinas IBM opera com pressões de injeção de 20 MPa a 90 MPa. Os operadores devem começar com uma pressão mais baixa e aumentá-la gradualmente. Essa abordagem ajuda a evitar defeitos como jatos ou bolhas. A pressão de manutenção, aplicada após o preenchimento da cavidade, garante que o produto mantenha sua forma e densidade. A velocidade da rosca também é importante. Velocidades mais altas aumentam o calor gerado pelo cisalhamento, mas podem causar fusão irregular se configuradas em um nível muito alto.
*Dica: Os operadores devem monitorar a temperatura e a pressão durante toda a produção. Pequenos ajustes podem evitar defeitos e melhorar a qualidade do produto.
 |
 |
| Material PET | Material PP |
 |
 |
| Material LDPE | Material HDPE |
Calibração de moldes
A calibração do molde garante que a máquina IBM produza peças com dimensões precisas e qualidade consistente. Os operadores devem alinhar o molde corretamente e verificar se há folgas ou desalinhamentos. Devem inspecionar a superfície do molde quanto a desgaste ou danos antes de cada produção. A calibração adequada reduz o risco de rebarbas, falhas na injeção ou espessura irregular da parede.
Os operadores utilizam testes de produção para ajustar com precisão a posição do molde e a força de fechamento. Eles medem peças de amostra e as comparam com as especificações do projeto. Se as medições estiverem fora da faixa aceitável, ajustam a posição do molde ou as configurações da máquina. Verificações regulares de calibração ajudam a manter a consistência do produto e a reduzir o desperdício.
Um molde bem calibrado também melhora a eficiência do ciclo. A máquina IBM pode funcionar por mais tempo sem interrupções quando o molde permanece em boas condições. Os operadores devem documentar as configurações de calibração para referência futura. Essa prática facilita a configuração e a resolução de problemas durante as próximas produções.
*Nota: A calibração consistente do molde resulta em menos defeitos e produtos acabados de maior qualidade.
Guia de Utilização Passo a Passo
Operar uma máquina de moldagem por injeção e sopro em uma única etapa envolve uma sequência precisa de ações. Este guia de uso passo a passo explica cada etapa, desde a alimentação da resina até a ejeção das peças moldadas por sopro. Atenção cuidadosa à temperatura, ao tempo e à inspeção garante que o processo de moldagem por sopro produza resultados de alta qualidade.
Alimentação e Derretimento
Os operadores começam alimentando a resina plástica na tremonha. A máquina IBM utiliza uma temperatura controlada na garganta de alimentação para evitar a formação de grumos ou pontes de resina. Se a garganta de alimentação ficar muito quente, os grânulos de resina podem derreter prematuramente, causando bloqueios e interrompendo a operação. A maioria das máquinas utiliza canais de água para manter a garganta de alimentação na temperatura recomendada, geralmente não inferior a 54 °C (130 °F). Para resinas secas antes do uso, ajustar a garganta de alimentação cerca de 11 °C (20 °F) abaixo da temperatura de secagem ajuda a evitar a condensação e mantém o fluxo de resina constante. A alimentação consistente e o controle cuidadoso da temperatura garantem que a resina se mova eficientemente para a rosca e o cilindro, onde derrete uniformemente. Algumas máquinas avançadas utilizam tecnologia de aquecimento por condução para melhorar a eficiência da fusão, mas a maioria depende de extrusoras de rosca tradicionais.
*Dica: Os operadores devem monitorar regularmente a tremonha e a entrada de alimentação para evitar interrupções no processo de moldagem por sopro.

Injeção e Criação de Pré-formas
Assim que a resina derrete, a máquina IBM inicia o processo de moldagem por injeção. O molde fecha e se fixa com a força predefinida. A unidade de injeção empurra o plástico derretido para dentro da cavidade do molde, formando a pré-forma. Diversos fatores influenciam a qualidade da pré-forma:
- O projeto e a precisão do molde afetam a exatidão dimensional.
- Propriedades do material, como peso molecular, resistência ao impacto e estabilidade.
- O controle de temperatura na tremonha, no cilindro e no molde garante fusão e fluxo ideais.
- A pressão de injeção, a velocidade da rosca e o tempo de espera determinam a eficiência do preenchimento da cavidade.
- Os sistemas de refrigeração no molde ajudam a controlar a contração e a deformação.
Os operadores devem otimizar esses parâmetros para reduzir defeitos como deformação ou espessura irregular. A pressão e a duração da compactação são especialmente importantes para pré-formas de PET, pois minimizam o encolhimento e mantêm a forma. As verificações de controle de qualidade durante essa etapa ajudam a detectar problemas precocemente.
| Fator | Influência na qualidade da pré-forma |
|---|---|
| Seleção de Materiais | A qualidade da resina influencia a resistência ao calor, a resistência química e as propriedades mecânicas, impactando a qualidade final. |
| Projeto de molde | A precisão garante a formação adequada do embrião e a exatidão dimensional. |
| Controle de temperatura | A regulação multizona mantém o material nas melhores condições para a moldagem. |
| Parâmetros do processo | A velocidade da rosca, a pressão de injeção e o tempo de injeção influenciam a fusão e a uniformidade. |
| Sistema de refrigeração | O resfriamento eficiente reduz a deformação e melhora a qualidade do produto. |
Aquecimento de pré-formas
Após a formação da pré-forma, a máquina IBM a transfere para a estação de aquecimento. O aquecimento uniforme é essencial para a próxima etapa do processo de moldagem por sopro. Aquecedores de banda cerâmica envolvem a pré-forma, proporcionando uma distribuição uniforme de calor. Os operadores utilizam controles de temperatura precisos para evitar superaquecimento ou aquecimento insuficiente. Alguns sistemas utilizam aquecedores de fita cerâmica para um aquecimento consistente ao longo de toda a pré-forma. Máquinas avançadas podem utilizar aquecimento por indução para direcionar áreas específicas, garantindo que toda a pré-forma atinja a temperatura correta. Estratégias de controle de dois pontos e controladores PID ajudam a manter a uniformidade, reduzindo o risco de defeitos nas peças moldadas por sopro finais.
*Nota: O aquecimento uniforme da pré-forma resulta em melhor fluxo de material e formatos de garrafa mais consistentes.
 |
 |
Processo de Moldagem por Sopro
A pré-forma aquecida entra na unidade de moldagem por sopro. O molde fecha-se em torno da pré-forma e o ar comprimido a infla contra as paredes do molde. Esta etapa molda o plástico em sua forma final. Os operadores devem monitorar diversos parâmetros críticos durante o processo de moldagem por sopro:
| Parâmetro crítico | Impacto do defeito | Causas a serem monitoradas | Controles recomendados |
|---|---|---|---|
| Espessura da parede | Paredes irregulares, volume inconsistente | Flutuações no fluxo de fusão, desgaste da cabeça de matriz | Ajuste os parâmetros de extrusão e inspecione a cabeça de extrusão. |
| Consistência do fluxo de fusão | Estouros, defeitos superficiais | Velocidade inconsistente, defeitos de pré-forma | Manter condições estáveis, realizar verificações regulares. |
| Projeto do canal de resfriamento | Defeitos superficiais, fundos de balancim | Resfriamento irregular, canais obstruídos | Otimizar o layout, manter o fluxo de líquido refrigerante |
| Força de aperto e pressão do ar | Soldas de má qualidade, rupturas. | Baixa pressão, ar instável | Calibrar e estabilizar as configurações |
| Temperatura do material | Defeitos superficiais, soldas de má qualidade | Temperatura de processamento incorreta | Ajuste dentro da faixa recomendada. |
| Projeto de molde | Problemas de deformação e espessura da parede | Ângulos de inclinação inadequados, dimensões da cavidade deficientes. | Otimize para uniformidade e resfriamento. |
| Manutenção de equipamentos | Múltiplos defeitos | Componentes desgastados, contaminação | Inspeção e limpeza regulares |
Os operadores devem ajustar a pressão do ar e a força de fixação para garantir que a pré-forma se expanda uniformemente. O monitoramento da espessura da parede e da temperatura ajuda a prevenir defeitos como pontos finos ou rupturas. Protocolos de controle de qualidade, incluindo verificações dimensionais, garantem resultados consistentes.
Resfriamento e Ejeção
O resfriamento é a etapa mais longa do ciclo de operação. A máquina IBM utiliza canais de água no molde para remover o calor das peças moldadas por sopro. Para produtos de paredes finas, o resfriamento completo antes da ejeção garante que a peça mantenha sua forma. Para peças mais espessas, os operadores podem ejetar a peça mais cedo, assim que a camada externa solidificar o suficiente para resistir à deformação. Essa prática aumenta a produtividade, mas requer monitoramento cuidadoso para evitar empenamento ou encolhimento durante o resfriamento a ar. Pinos extratores ou outros mecanismos removem a peça acabada do molde. Os operadores devem inspecionar cada peça em busca de defeitos antes de iniciar o próximo ciclo.
*Dica: Otimizar o projeto e o tempo do sistema de resfriamento ajuda a equilibrar a qualidade do produto e a velocidade de produção no processo de moldagem por sopro.
O guia de utilização passo a passo oferece um caminho claro para qualquer pessoa que esteja aprendendo a operar uma máquina de moldagem por injeção e sopro em uma única etapa. Seguindo cada etapa cuidadosamente e monitorando os parâmetros principais, os operadores podem produzir peças moldadas por sopro de alta qualidade com confiança.

Resolução de problemas e controle de qualidade
Problemas comuns
Os operadores frequentemente se deparam com diversos problemas ao utilizar uma máquina de moldagem por injeção e sopro em uma única etapa. Muitos desses problemas decorrem da integração dos processos de moldagem por injeção e sopro. Parâmetros de ciclo incorretos, como temperatura, tempo de ciclo ou tempo de resfriamento inadequados, podem causar defeitos nos produtos acabados. Moldes sujos ou o uso de agentes desmoldantes de baixa qualidade também levam à baixa qualidade das peças. Os operadores devem ajustar os parâmetros do ciclo para configurações ideais e limpar os moldes completamente para remover contaminantes. O uso de produtos desmoldantes de alta qualidade, desenvolvidos especificamente para moldagem por sopro, melhora a eficiência.
Alguns problemas frequentes relacionados a máquinas incluem:
- A máquina não liga: os operadores devem verificar a fonte de alimentação, inspecionar os cabos e verificar os níveis de temperatura dentro das câmaras. As configurações do pressostato também podem precisar de ajuste.
- A máquina não para: Inspecionar o pressostato, verificar os níveis de óleo hidráulico e procurar vazamentos nas mangueiras pode resolver esse problema.
- A máquina não consegue manter a pressão: Verificar as conexões da fiação, detectar vazamentos de ar e substituir filtros entupidos ou vedações desgastadas geralmente resolvem esse problema.
- A máquina está fazendo barulho: os operadores devem verificar o controle de velocidade do motor, procurar vazamentos e inspecionar os moldes em busca de rachaduras que causem vibrações.
Os operadores devem sempre rearmar os disjuntores e verificar se há obstruções nas linhas antes de chamar um profissional para obter ajuda.
Dicas de inspeção
O controle de qualidade garante que cada peça produzida pela máquina IBM atenda aos padrões exigidos. Os operadores devem seguir uma abordagem estruturada para manter a consistência e evitar defeitos. As etapas a seguir ajudam a alcançar resultados confiáveis:
- Qualificação de Instalação (IQ): Verificar se a máquina e a infraestrutura da IBM estão instaladas corretamente.
- Qualificação Operacional (OQ): Confirmar se o equipamento funciona dentro das faixas operacionais especificadas.
- Qualificação de Desempenho (PQ): Demonstrar que o processo produz consistentemente peças que atendem aos critérios de qualidade.
- Monitore as variáveis críticas: acompanhe a temperatura, a pressão e os tempos de ciclo para aumentar a consistência e detectar desvios precocemente.
- Manutenção de rotina: Limpe, lubrifique e inspecione os componentes da máquina regularmente para evitar defeitos e prolongar sua vida útil.
- Treinamento de operadores: capacitar a equipe com habilidades em operação de máquinas, solução de problemas e segurança.
- Inspeções de controle de qualidade: Verifique os itens produzidos com frequência para detectar defeitos precocemente.
- Ajustes nos parâmetros do processo: Ajuste a temperatura de extrusão e inspecione os moldes para manter uma espessura de parede consistente e evitar defeitos na superfície.
Manter um valor de amortecimento consistente durante a moldagem por injeção ajuda a obter dimensões uniformes das peças e previne a degradação da resina. Os operadores também devem inspecionar vedações e válvulas para evitar vazamentos e ajustar a pressão do ar conforme necessário. Seguindo essas etapas, é possível melhorar a qualidade do produto e aumentar a taxa de produção da máquina IBM. Análises de dados regulares e melhorias nos processos ajudam a otimizar a eficiência e garantir a conformidade com as normas.
 |
 |
 |
 |
Segurança e Manutenção
Cuidados diários
Os operadores mantêm a máquina IBM em perfeitas condições seguindo uma rotina diária de manutenção. Eles iniciam cada turno com uma inspeção visual, procurando por falhas ou vazamentos. Um membro da equipe utiliza uma lista de verificação para inspecionar a máquina de moldagem por injeção e identificar problemas precocemente. A limpeza do cilindro, removendo os resíduos de plástico, previne a contaminação. Os operadores drenam a água do resfriador de óleo hidráulico e do resfriador do molde com compressores de ar para evitar a ferrugem. A lubrificação das peças móveis, como dobradiças e eixos de transmissão, garante o bom funcionamento.
Eles também monitoram os filtros de bypass e de sucção de óleo, verificando os manômetros e limpando ou substituindo os cartuchos conforme necessário. O ventilador de resfriamento do motor e a caixa elétrica precisam de limpeza regular para evitar superaquecimento. Os operadores removem os detritos da mesa da máquina e mantêm a porta de retorno de óleo desobstruída. Bolas de naftalina na caixa elétrica ajudam a prevenir danos causados por roedores. As verificações de segurança incluem a verificação dos botões de parada de emergência, a inspeção de todas as proteções de segurança e a confirmação de que as tampas elétricas estão travadas. Os operadores nunca colocam as mãos na área de fechamento do molde ou na tremonha enquanto a máquina IBM estiver funcionando. A manutenção diária regular ajuda a prevenir o desgaste, manter a segurança e garantir a alta qualidade do produto.
Manutenção de longo prazo
A manutenção preventiva a longo prazo garante o funcionamento eficiente das máquinas IBM por muitos anos. Os operadores verificam semanalmente os níveis de óleo hidráulico e enviam amostras para análise laboratorial a cada quatro meses. Anualmente, removem o parafuso para inspecionar a haste, as espiras e o diâmetro interno do cilindro. As resistências de aquecimento são verificadas com uma sonda de temperatura para identificar fios danificados. O trocador de calor recebe uma lavagem com ácido suave e uma inspeção da serpentina uma vez por ano para evitar o superaquecimento.
O painel elétrico permanece limpo e livre de óleo ou detritos. Os conjuntos de ventiladores e o aperto dos terminais são verificados, e quaisquer danos elétricos são reparados. Os conjuntos hidráulicos, incluindo bombas, válvulas e mangueiras, são inspecionados quanto a vazamentos e ruídos incomuns. Os furos das placas são verificados quanto a danos e as roscas são refeitas, se necessário. Os operadores limpam as placas com pedra entre as trocas de molde e verificam o funcionamento adequado de buchas, barras de ligação e sistemas de lubrificação.
A manutenção programada reduz o tempo de inatividade não planejado e garante o desempenho ideal da máquina IBM. A operação de uma máquina de moldagem por injeção e sopro em uma única etapa envolve vários passos principais:
1. Preparar e carregar matérias-primas de qualidade. 2. Ajustar a temperatura e a pressão do ar com precisão. 3. Monitorar o processo de moldagem de perto. 4. Garantir o resfriamento adequado e a ejeção suave. 5. Solucionar problemas e realizar a manutenção da máquina.
Segurança, manutenção regular e monitoramento cuidadoso ajudam a prevenir erros comuns, como empenamento ou falhas na moldagem. Iniciantes se beneficiam de guias passo a passo, tabelas de solução de problemas e dicas de especialistas. Com prática e aprendizado contínuo, qualquer pessoa pode dominar o processo de moldagem por sopro e produzir produtos plásticos de alta qualidade.
Máquina IBM vs. ISBM
Na indústria de embalagens plásticas, a seleção da tecnologia de moldagem correta é essencial para garantir a qualidade, resistência e funcionalidade do produto final. Entre as tecnologias mais utilizadas estão a Moldagem por Injeção e Sopro (IBM) e a Moldagem por Injeção e Estiramento e Sopro (ISBM). Embora esses dois métodos possam parecer semelhantes, eles diferem significativamente em processo, aplicação e características do produto.
1. Visão geral da IBM e da ISBM
A moldagem por injeção e sopro (IBM, do inglês Injection Blow Molding) é um processo que combina a moldagem por injeção e a moldagem por sopro para produzir peças plásticas ocas em três etapas: injeção, sopro e ejeção. É utilizada principalmente para a produção de recipientes pequenos e de alta precisão.
Por outro lado, a moldagem por injeção com estiramento e sopro (ISBM, na sigla em inglês) envolve o estiramento do material plástico durante a fase de sopro para melhorar a transparência e a resistência mecânica. Essa técnica é amplamente utilizada na produção de garrafas PET para bebidas e outros produtos de consumo.
2. Comparação de Processos
Etapas do processo da IBM:
O plástico é injetado em um molde para formar uma pré-forma ou parison.
A pré-forma é transferida para um molde de sopro.
O ar comprimido é usado para inflar a pré-forma até que ela adquira o formato final do recipiente.
O recipiente é resfriado e ejetado.
Etapas do Processo ISBM:
A pré-forma é criada utilizando moldagem por injeção.
A pré-forma é reaquecida e colocada em um molde de sopro e estiramento.
Uma haste de estiramento alonga a pré-forma.
Utiliza-se ar comprimido para soprar a pré-forma até que ela adquira sua forma final, criando um recipiente com orientação biaxial.
3. Adequação do Material
A IBM normalmente utiliza materiais como PP (polipropileno) e HDPE (polietileno de alta densidade), que são comuns em aplicações farmacêuticas e cosméticas.
O ISBM é otimizado para PET (polietileno tereftalato), um material conhecido por sua excelente transparência e resistência, ideal para refrigerantes e garrafas de água.
4. Aplicação do Produto
| Recurso | IBM | ISBM |
| Produtos comuns | Frascos de colírio, potes cosméticos, ampolas | Garrafas de água, garrafas de refrigerante, suco |
| Tamanho da garrafa | Pequeno a médio | Médio a grande |
| Espessura da parede | Uniforme, porém mais espesso | Paredes finas com estrutura robusta |
| Acabamento da superfície | Muito suave, alta precisão | Excelente transparência |
5. Vantagens e Limitações
| IBM | ISBM | |
| Vantagens | 1. Alta precisão dimensional. 2. Adequado para produção em pequenos volumes. 3. Eficiente para embalagens farmacêuticas e cosméticas. |
1. Excelente resistência mecânica devido à orientação biaxial. 2. Recipientes leves e com excelente transparência. 3. Ideal para produção em massa. |
| Limitações | 1. Opções de materiais limitadas. 2. Não é adequado para recipientes grandes. |
1. Maquinaria mais complexa. 2. Maior consumo de energia. |
6. Considerações sobre custos e produção
Embora as máquinas IBM sejam geralmente mais acessíveis e fáceis de operar, elas não são ideais para produção em alta velocidade. Os sistemas ISBM, embora mais complexos e caros, oferecem maior eficiência na produção em massa, especialmente para garrafas PET.
Para empresas que visam embalagens transparentes de alto volume, o Máquinas ISBM Geralmente são o melhor investimento. No entanto, para empresas focadas em embalagens de precisão nos setores farmacêutico ou cosmético, a IBM oferece maior controle e personalização.
7. Qual você deve escolher?
Escolha IBM se sua empresa produz frascos pequenos e precisos com requisitos de resistência moderados, especialmente nos setores de saúde ou beleza. Escolha ISBM se você precisa de frascos transparentes, leves e resistentes para aplicações em alimentos e bebidas em grandes volumes. Sua escolha dependerá, em última análise, de suas necessidades de material, volume de produção, complexidade do design do frasco e mercado de uso final.
 |
 |
| Máquina IBM | Máquina ISBM |
Perguntas frequentes
P: Que tipos de produtos as máquinas da IBM podem fabricar?
A: A máquina IBM produz itens plásticos ocos. Os produtos mais comuns incluem frascos para medicamentos, cosméticos e produtos de limpeza. Algumas fábricas a utilizam para potes, ampolas e pequenos recipientes. A máquina é mais adequada para itens que exigem formatos precisos de gargalo e rosca.
P: Com que frequência os operadores devem realizar a manutenção em máquinas IBM?
A: Os operadores devem realizar verificações e limpezas diárias. Devem também realizar uma inspeção completa e lubrificação semanalmente. A manutenção anual inclui a verificação da rosca, das correias de aquecimento e do sistema hidráulico. Os cuidados regulares ajudam a prevenir avarias e mantêm a máquina IBM a funcionar sem problemas.
P: Por que as máquinas da IBM precisam de controle preciso de temperatura?
A: O controle preciso da temperatura garante que a resina derreta uniformemente. Isso evita defeitos como deformações ou bolhas. A máquina da IBM utiliza aquecedores e sensores para manter o processo estável. Um bom gerenciamento de temperatura resulta em maior qualidade do produto e menos desperdício.
P: Iniciantes conseguem operar máquinas IBM com segurança?
R: Sim, iniciantes podem operar máquinas IBM com segurança. Devem seguir as normas de segurança, usar equipamentos de proteção individual e concluir o treinamento. A máquina inclui proteções de segurança e botões de parada de emergência. A supervisão e os guias passo a passo ajudam os novos operadores a evitar acidentes.
P: O que os operadores devem fazer se uma máquina IBM parar repentinamente?
A: Os operadores devem verificar primeiro a fonte de alimentação. Devem inspecionar os dispositivos de parada de emergência, fusíveis e disjuntores. Se o problema persistir, devem verificar o painel de controle em busca de códigos de erro. Os operadores devem relatar problemas graves a um supervisor ou técnico.





















