वन-स्टेप इंजेक्शन ब्लो मोल्डिंग मशीन का सही तरीके से उपयोग करें
शुरुआती लोगों को अक्सर यह जानने की उत्सुकता रहती है कि एक चरण वाली इंजेक्शन ब्लो मोल्डिंग मशीन को कैसे चलाया जाए। यह मशीन दवाइयों, सौंदर्य प्रसाधनों और सफाई उत्पादों में इस्तेमाल होने वाली बोतलों के लिए प्लास्टिक को आकार देती है। कई निर्माता, विशेष रूप से छोटी बोतलों के लिए, सटीक गर्दन और धागे के आकार के लिए इस मशीन पर निर्भर करते हैं। इसके संचालन में सुरक्षा और गुणवत्ता सुनिश्चित करने के लिए सावधानीपूर्वक कदम उठाने पड़ते हैं। स्पष्ट निर्देशों के साथ, कोई भी व्यक्ति एक चरण वाली इंजेक्शन ब्लो मोल्डिंग मशीन को सुरक्षित और कुशलतापूर्वक चलाना सीख सकता है।
 |
 |
प्रमुख विशेषताऐं
- वन-स्टेप इंजेक्शन ब्लो मोल्डिंग मशीन एक ही प्रक्रिया में इंजेक्शन और ब्लो मोल्डिंग को जोड़ती है, जिससे समय की बचत होती है और उत्पाद की गुणवत्ता में सुधार होता है।
- सुरक्षित और कुशल संचालन सुनिश्चित करने के लिए ऑपरेटरों को उपयोग से पहले सुरक्षा जांच और मशीन की उचित व्यवस्था करनी चाहिए।
- उच्च गुणवत्ता वाले प्लास्टिक उत्पादों के उत्पादन के लिए सही प्लास्टिक रेजिन का चयन करना और सही तापमान और दबाव निर्धारित करना महत्वपूर्ण है।
- फीडिंग, इंजेक्शन, हीटिंग, ब्लो मोल्डिंग, कूलिंग और इजेक्शन के लिए चरण-दर-चरण प्रक्रियाओं का पालन करने से दोषों से बचने और लगातार परिणाम सुनिश्चित करने में मदद मिलती है।
- नियमित रखरखाव और समस्या निवारण से मशीन सुचारू रूप से चलती रहती है और सामान्य समस्याओं को रोका जा सकता है, जिससे दीर्घकालिक उत्पादकता को बढ़ावा मिलता है।
वन स्टेप इंजेक्शन ब्लो मोल्डिंग मशीन का अवलोकन
ज़रूरी भाग
एक चरण वाली इंजेक्शन ब्लो मोल्डिंग मशीन, जिसे अक्सर आईबीएम मशीन कहा जाता है, में कई आवश्यक भाग होते हैं। इंजेक्शन ब्लो मोल्डिंग में प्रत्येक घटक की एक विशिष्ट भूमिका होती है। नीचे दी गई तालिका मुख्य घटकों और उनके कार्यों का विवरण देती है:
| अवयव | समारोह |
|---|---|
| कीलक इकाई | यह मोल्ड की स्थिरता सुनिश्चित करता है और इंजेक्शन के दौरान क्लैम्पिंग बल प्रदान करता है। |
| इंजेक्शन इकाई | यह प्लास्टिक को पिघलाता है, उसमें रंग मिलाता है और पिघले हुए प्लास्टिक को सांचे में डालता है। |
| इलेक्ट्रॉनिक इकाई | यह मशीन के नियंत्रण तंत्र या 'मस्तिष्क' के रूप में कार्य करता है। |
| हाइड्रोलिक प्रणाली | यह विद्युत मोटर की शक्ति को यांत्रिक गतियों में परिवर्तित करता है, जिससे मशीन की क्रियाएं संचालित होती हैं। |
| सुरक्षा प्रणाली | मशीन के संचालन के दौरान सुरक्षा सुनिश्चित करके मशीन और ऑपरेटर दोनों की सुरक्षा करता है। |
ये घटक एक ही मशीन के भीतर इंजेक्शन मोल्डिंग प्रक्रिया और ब्लो मोल्डिंग प्रक्रिया दोनों को सहयोग प्रदान करने के लिए एक साथ काम करते हैं।
यह कैसे काम करता है?
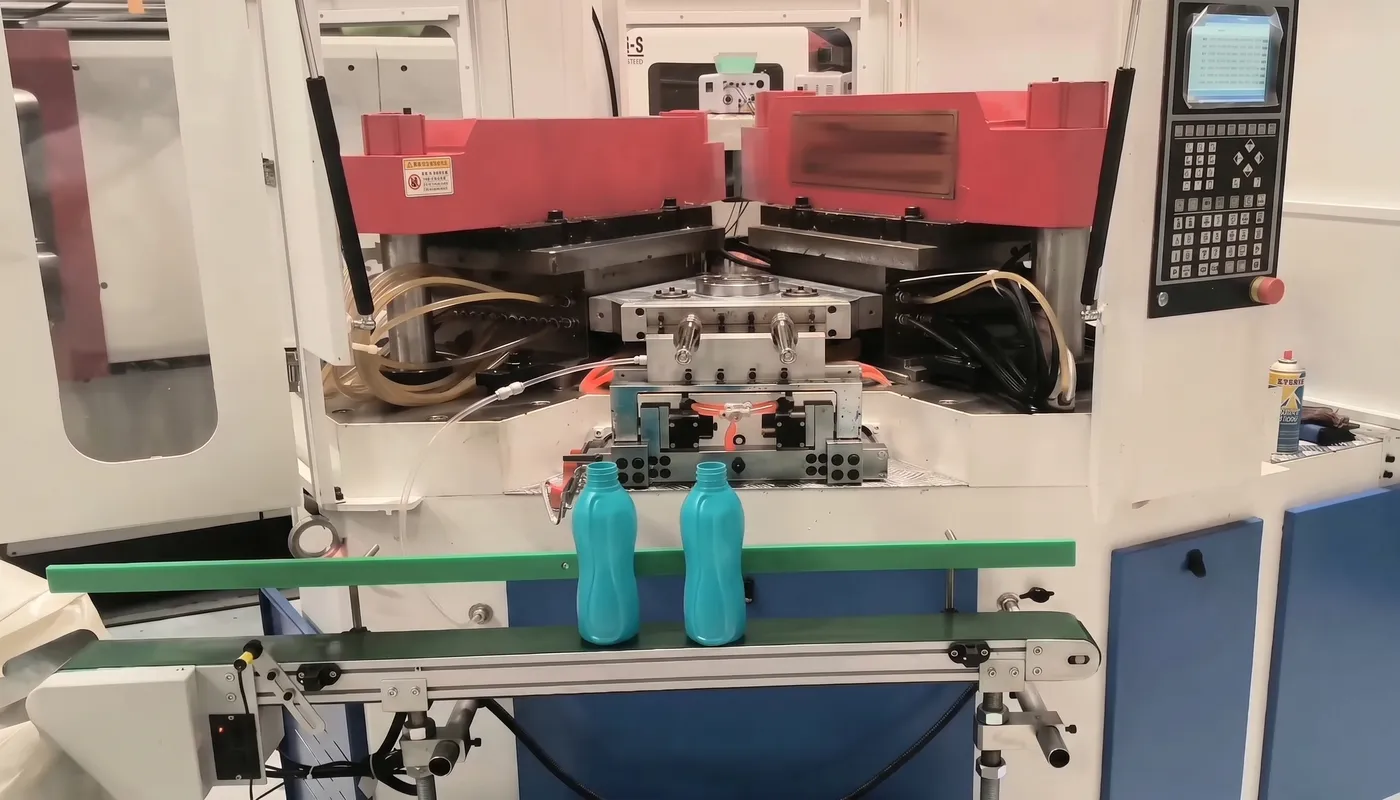
आईबीएम मशीन इंजेक्शन मोल्डिंग और ब्लो मोल्डिंग प्रक्रियाओं को एक ही निरंतर चक्र में एकीकृत करती है। मशीन पहले प्लास्टिक को पिघलाकर उसे सांचे में डालती है जिससे एक प्रीफॉर्म बनता है। फिर मैंड्रेल प्रीफॉर्म को ब्लो मोल्डिंग यूनिट में स्थानांतरित करते हैं। यहां, प्रीफॉर्म को गर्म करके फुलाया जाता है ताकि वह अंतिम उत्पाद के आकार में ढल जाए। ब्लो मोल्डिंग से बना भाग ठंडा होने के लिए मोल्ड लॉकिंग यूनिट में घूमता है। ठंडा होने के बाद, मैंड्रेल इजेक्टर की स्थिति में चला जाता है, सांचा खुल जाता है और तैयार उत्पाद को बाहर निकाल लिया जाता है।
यह मोल्डिंग प्रक्रिया अन्य विधियों से भिन्न है। दो-चरण प्रणाली में, इंजेक्शन मोल्डिंग प्रक्रिया और ब्लो मोल्डिंग प्रक्रिया अलग-अलग मशीनों में होती हैं। एक चरण प्रणाली में, इंजेक्शन मोल्डिंग प्रक्रिया और ब्लो मोल्डिंग प्रक्रिया अलग-अलग मशीनों में होती हैं। इंजेक्शन ब्लो मोल्डिंग मशीन यह दोनों चरणों को एक साथ जोड़ता है, जिससे समय की बचत होती है और काम आसान हो जाता है। एक्सट्रूज़न ब्लो मोल्डिंग के विपरीत, जिसमें पैरिसन बनाने के लिए एक अलग तरीका अपनाया जाता है, यह एक-चरणीय विधि उत्पादन को सुव्यवस्थित करती है और दक्षता बढ़ाती है। एक ही आईबीएम मशीन में सभी चरणों का एकीकरण निर्माताओं को बेहतर उत्पाद गुणवत्ता और एकरूपता प्राप्त करने में मदद करता है।
तैयारी के चरण
सुरक्षा जांच
आईबीएम मशीन को चालू करने से पहले, ऑपरेटरों को सुरक्षा जांच की एक श्रृंखला पूरी करनी होगी। ये कदम दुर्घटनाओं को रोकने और सुचारू संचालन सुनिश्चित करने में सहायक होते हैं।
- कार्यक्षेत्र का निरीक्षण करें। फर्श और मशीन प्लेटफॉर्म से मलबा, तेल या पानी हटा दें।
- सुनिश्चित करें कि सभी सुरक्षा उपकरण मौजूद हैं और काम कर रहे हैं। इसमें अग्निशामक यंत्र, प्राथमिक चिकित्सा किट और व्यक्तिगत सुरक्षा उपकरण (पीपीई) जैसे सुरक्षा चश्मे, दस्ताने और सुरक्षा जूते शामिल हैं।
- सुनिश्चित करें कि सभी यांत्रिक, जलविद्युत और विद्युत सुरक्षा उपकरण सही जगह पर लगे हों। गार्ड, कवर और सुरक्षा द्वार ठीक से स्थापित और चालू होने चाहिए।
- होज़, कॉर्ड और औजारों में किसी भी प्रकार की क्षति या घिसावट की जांच करें।
- आपातकालीन स्टॉप बटन की जांच करें और सुनिश्चित करें कि वे काम करते हैं।
- यह सुनिश्चित करें कि ऑपरेटरों को मशीन संचालन, लॉकआउट/टैगआउट और सुरक्षा प्रोटोकॉल में प्रशिक्षण प्राप्त हो।
- किसी भी सुरक्षा उपकरण को कभी भी दरकिनार या संशोधित न करें।
- सलाह: ऑपरेटरों को किसी भी सुरक्षा संबंधी खतरे या उपकरण संबंधी समस्या की तुरंत रिपोर्ट करनी चाहिए ताकि चोट लगने या मशीन को नुकसान होने से बचाया जा सके।
मशीन सेटअप
सही मशीन सेटअप एक सफल संचालन की नींव रखता है।
- आईबीएम मशीन को अच्छी तरह से साफ करें। बचे हुए प्लास्टिक के टुकड़ों को हटा दें और चलने वाले पुर्जों में चिकनाई लगाएं।
- कच्चा माल और सांचे तैयार करें। सुनिश्चित करें कि प्लास्टिक रेजिन, योजक और रंग उपलब्ध हों और सही ढंग से संग्रहित किए गए हों।
- सही सांचा लगाएं और उसे ठीक से संरेखित करें। उत्पाद की गुणवत्ता बनाए रखने के लिए नोजल की स्थिति और सांचे के संरेखण की जांच करें।
- पंप और हीटर सहित मशीन को चालू करें।
- प्लास्टिक के प्रकार और परियोजना की आवश्यकताओं के अनुसार तापमान और दबाव की सेटिंग्स को समायोजित करें।
- संपीड़ित वायु और जल शीतलन प्रणालियों जैसे सहायक उपकरण स्थापित करें।
- पूर्ण पैमाने पर संचालन शुरू करने से पहले, सेटिंग्स को ठीक करने और किसी भी समस्या की पहचान करने के लिए एक परीक्षण रन या नमूना उत्पादन करें।
- नोट: एक साफ-सुथरा और व्यवस्थित कार्यक्षेत्र फिसलने के खतरों को कम करता है और कार्यकुशलता में सुधार करता है।

प्लास्टिक राल लोड हो रहा है
राल का चयन
आईबीएम मशीन शुरू करने से पहले ऑपरेटरों को सही प्लास्टिक रेज़िन का चयन करना आवश्यक है। चयन प्रक्रिया प्लास्टिक उत्पादों के अंतिम उपयोग पर निर्भर करती है। अधिकांश थर्मोप्लास्टिक रेज़िन, जैसे पीईटी, एचडीपीई, एलडीपीई, पीपी, पीवीसी और पॉलीकार्बोनेट, इंजेक्शन ब्लो मोल्डिंग के लिए उपयुक्त हैं। प्रत्येक रेज़िन विभिन्न अनुप्रयोगों के लिए अद्वितीय लाभ प्रदान करता है। उदाहरण के लिए, पीईटी स्पष्टता और मजबूती प्रदान करता है, जिससे यह पेय पदार्थों की बोतलों और दवाइयों के कंटेनरों के लिए आदर्श है। एचडीपीई अपनी कठोरता और रासायनिक प्रतिरोध के लिए जाना जाता है, जो दूध के जग और डिटर्जेंट की बोतलों के लिए उपयुक्त है। एलडीपीई लचीला होता है और कॉस्मेटिक ट्यूबों के लिए उपयुक्त है। पॉलीप्रोपाइलीन ऊष्मा प्रतिरोधी है और सिरप की बोतलों जैसे गर्म भरने वाले अनुप्रयोगों के लिए उपयुक्त है। पीवीसी दवाइयों और औद्योगिक बोतलों में रासायनिक अनुकूलता के लिए उपयोगी है। पॉलीकार्बोनेट उच्च प्रभाव प्रतिरोध और प्रकाशीय स्पष्टता प्रदान करता है, जो कठिन उपयोगों के लिए उपयुक्त है।
रेजिन का चयन करते समय, ऑपरेटरों को कई मानदंडों पर विचार करना चाहिए:
- पुर्जे का इच्छित उद्देश्य, जिसमें उसकी मजबूती, लचीलापन और रसायनों या तापमान के संपर्क में आने की क्षमता शामिल है।
- रंग, पारदर्शिता और सतह की फिनिश जैसी सौंदर्य संबंधी आवश्यकताएं।
- खाद्य सुरक्षा या बाल सुरक्षा मानकों सहित नियामक आवश्यकताएं।
- पदार्थ के गुणधर्म, जैसे कि थर्मोप्लास्टिक व्यवहार और राल परिवार।
- प्रभाव प्रतिरोध, यूवी प्रतिरोध और रासायनिक सहनशीलता जैसी विशिष्ट विशेषताएं।
ये कारक यह सुनिश्चित करने में मदद करते हैं कि राल खोखले प्लास्टिक घटकों और डिस्पोजेबल प्लास्टिक कंटेनरों की आवश्यकताओं के अनुरूप हो।
हॉपर भरना
उपयुक्त रेज़िन का चयन करने के बाद, ऑपरेटरों को आईबीएम मशीन के हॉपर को भरना होगा। हॉपर प्लास्टिक पेलेट्स को संग्रहित करता है और उन्हें पिघलाने के लिए मशीन में भेजता है। ऑपरेटरों को यह सुनिश्चित करना चाहिए कि हॉपर साफ हो और उसमें कोई बचा हुआ पदार्थ न हो। उन्हें चयनित रेज़िन पेलेट्स को हॉपर में इस प्रकार डालना चाहिए कि धूल या अन्य पदार्थों से संदूषण न हो। नियमित रूप से रेज़िन डालने से उत्पाद की गुणवत्ता बनी रहती है और रुकावटें नहीं आतीं। ऑपरेटरों को उत्पादन के दौरान हॉपर के स्तर पर नज़र रखनी चाहिए और रुकावटों से बचने के लिए आवश्यकतानुसार उसे फिर से भरना चाहिए। इस चरण में उचित प्रबंधन से कुशल संचालन और उच्च गुणवत्ता वाला उत्पादन सुनिश्चित होता है।
*सुझाव: त्वचा या आंखों में जलन से बचने के लिए रेजिन को संभालते समय हमेशा दस्ताने और सुरक्षा चश्मे पहनें।
पैरामीटर सेट करना
तापमान और दबाव
आईबीएम मशीन चालू करने से पहले ऑपरेटरों को सही तापमान और दबाव निर्धारित करना आवश्यक है। ये पैरामीटर उच्च गुणवत्ता वाले प्लास्टिक उत्पादों के उत्पादन में महत्वपूर्ण भूमिका निभाते हैं। प्रीहीटिंग तापमान यह सुनिश्चित करता है कि राल ठीक से सूख जाए और समान रूप से पिघले। सर्वोत्तम परिणामों के लिए अधिकांश रालों में नमी की मात्रा 0.11°C से 0.04°C से कम होनी चाहिए। ऑपरेटर अक्सर 130°C से 150°C पर तीन से पांच घंटे तक गर्म हवा से सुखाने या 150°C पर चार से पांच घंटे तक वैक्यूम सुखाने का उपयोग करते हैं। यह चरण नमी के कारण होने वाले दोषों को रोकता है।
बैरल का तापमान राल के प्रवाह या गलनांक से ऊपर लेकिन उसके अपघटन तापमान से नीचे रहना चाहिए। उदाहरण के लिए, SIVERAS™ जैसे सामान्य रालों के लिए मोल्डिंग तापमान 315°C से 350°C तक होता है। ऑपरेटर लंबे या संकरे नोजल के लिए तापमान को 10°C से 20°C तक समायोजित कर सकते हैं। मोल्ड का तापमान भी अंतिम उत्पाद को प्रभावित करता है। उच्च मोल्ड तापमान, जो आमतौर पर 90°C से 130°C के बीच होता है, फिलिंग और वेल्ड की मजबूती को बेहतर बनाता है, लेकिन इससे प्रक्रिया का समय बढ़ सकता है।
इंजेक्शन का दबाव रेज़िन के प्रकार और मोल्ड डिज़ाइन के अनुरूप होना चाहिए। अधिकांश IBM मशीनें 20 MPa से 90 MPa तक के इंजेक्शन दबाव पर काम करती हैं। ऑपरेटरों को कम दबाव से शुरू करना चाहिए और इसे धीरे-धीरे बढ़ाना चाहिए। यह तरीका जेटिंग या ब्लिस्टरिंग जैसी खामियों से बचने में मदद करता है। कैविटी भरने के बाद लगाया जाने वाला होल्डिंग प्रेशर, उत्पाद को अपना आकार और घनत्व बनाए रखने में मदद करता है। स्क्रू की गति भी महत्वपूर्ण है। अधिक गति से शियर हीट बढ़ती है, लेकिन यदि इसे बहुत अधिक सेट किया जाए तो असमान पिघलने की समस्या हो सकती है।
*सुझाव: संचालकों को उत्पादन के दौरान तापमान और दबाव पर लगातार नज़र रखनी चाहिए। छोटे-मोटे समायोजन से दोषों को रोका जा सकता है और उत्पाद की गुणवत्ता में सुधार किया जा सकता है।
 |
 |
| पीईटी सामग्री | पीपी सामग्री |
 |
 |
| एलडीपीई सामग्री | एचडीपीई सामग्री |
मोल्ड अंशांकन
मोल्ड कैलिब्रेशन यह सुनिश्चित करता है कि आईबीएम मशीन सटीक आयामों और एकसमान गुणवत्ता वाले पुर्जे बनाए। ऑपरेटरों को मोल्ड को सही ढंग से संरेखित करना चाहिए और किसी भी तरह की कमी या गड़बड़ी की जांच करनी चाहिए। उन्हें प्रत्येक उत्पादन से पहले मोल्ड की सतह पर घिसावट या क्षति की जांच करनी चाहिए। सही कैलिब्रेशन से फ्लैश, शॉर्ट शॉट्स या असमान दीवार मोटाई का खतरा कम हो जाता है।
ऑपरेटर मोल्ड की स्थिति और क्लैम्पिंग बल को सटीक रूप से समायोजित करने के लिए परीक्षण करते हैं। वे नमूना भागों को मापते हैं और उनकी तुलना डिज़ाइन विनिर्देशों से करते हैं। यदि माप स्वीकार्य सीमा से बाहर आते हैं, तो वे मोल्ड की स्थिति या मशीन की सेटिंग्स को समायोजित करते हैं। नियमित अंशांकन जांच उत्पाद की स्थिरता बनाए रखने और अपव्यय को कम करने में मदद करती है।
अच्छी तरह से कैलिब्रेटेड मोल्ड से साइकिल की दक्षता भी बढ़ती है। मोल्ड की अच्छी स्थिति में रहने पर IBM मशीन बिना किसी रुकावट के अधिक समय तक चल सकती है। ऑपरेटरों को भविष्य में संदर्भ के लिए कैलिब्रेशन सेटिंग्स को दस्तावेज़ में दर्ज कर लेना चाहिए। यह प्रक्रिया भविष्य में उत्पादन के दौरान तेजी से सेटअप और समस्या निवारण में सहायक होती है।
*नोट: मोल्ड कैलिब्रेशन में निरंतरता से दोष कम होते हैं और तैयार उत्पादों की गुणवत्ता बेहतर होती है।
चरण-दर-चरण उपयोग मार्गदर्शिका
वन-स्टेप इंजेक्शन ब्लो मोल्डिंग मशीन को संचालित करने में सटीक चरणों का पालन करना आवश्यक है। यह चरण-दर-चरण उपयोग मार्गदर्शिका रेज़िन डालने से लेकर तैयार ब्लो मोल्डेड पार्ट्स को बाहर निकालने तक, प्रत्येक चरण को समझाती है। तापमान, समय और निरीक्षण पर सावधानीपूर्वक ध्यान देने से ब्लो मोल्डिंग प्रक्रिया से उच्च गुणवत्ता वाले परिणाम प्राप्त होते हैं।
खिलाना और पिघलना
ऑपरेटर सबसे पहले हॉपर में प्लास्टिक रेज़िन डालते हैं। IBM मशीन रेज़िन के जमने या गुच्छे बनने से रोकने के लिए नियंत्रित फीड थ्रोट तापमान का उपयोग करती है। यदि फीड थ्रोट बहुत गर्म हो जाता है, तो रेज़िन पेलेट्स समय से पहले पिघल सकते हैं, जिससे रुकावट आ सकती है और मशीन का संचालन रुक सकता है। अधिकांश मशीनें फीड थ्रोट को अनुशंसित तापमान पर रखने के लिए जल चैनलों का उपयोग करती हैं, जो आमतौर पर 130°F से कम नहीं होता है। उपयोग से पहले सुखाए गए रेज़िन के लिए, फीड थ्रोट को सुखाने के तापमान से लगभग 20°F नीचे सेट करने से संघनन से बचने और रेज़िन के सुचारू प्रवाह को बनाए रखने में मदद मिलती है। लगातार फीडिंग और तापमान का सावधानीपूर्वक प्रबंधन यह सुनिश्चित करता है कि रेज़िन स्क्रू और बैरल में कुशलतापूर्वक जाए, जहाँ यह समान रूप से पिघलता है। कुछ उन्नत मशीनें पिघलने की दक्षता में सुधार के लिए कंडक्टिव हीटिंग तकनीक का उपयोग करती हैं, लेकिन अधिकांश पारंपरिक स्क्रू एक्सट्रूडर पर निर्भर करती हैं।
*सुझाव: ब्लो मोल्डिंग प्रक्रिया में रुकावटों को रोकने के लिए ऑपरेटरों को हॉपर और फीड थ्रोट की नियमित रूप से निगरानी करनी चाहिए।

इंजेक्शन और प्रीफॉर्म निर्माण
रेजिन के पिघलने के बाद, आईबीएम मशीन इंजेक्शन मोल्डिंग प्रक्रिया शुरू करती है। मोल्ड पूर्व निर्धारित बल के साथ बंद और क्लैंप हो जाता है। इंजेक्शन यूनिट पिघले हुए प्लास्टिक को मोल्ड कैविटी में धकेलती है, जिससे प्रीफॉर्म बनता है। प्रीफॉर्म की गुणवत्ता को कई कारक प्रभावित करते हैं:
- सांचे की डिजाइन और परिशुद्धता से आयामी सटीकता प्रभावित होती है।
- पदार्थ के गुणधर्म, जैसे कि आणविक भार, प्रभाव शक्ति और स्थिरता।
- हॉपर, बैरल और मोल्ड में तापमान नियंत्रण इष्टतम पिघलने और प्रवाह सुनिश्चित करता है।
- इंजेक्शन का दबाव, स्क्रू की गति और होल्डिंग टाइम यह निर्धारित करते हैं कि कैविटी कितनी अच्छी तरह भरती है।
- मोल्ड में लगे कूलिंग सिस्टम सिकुड़न और विकृति को नियंत्रित करने में मदद करते हैं।
ऑपरेटरों को विकृति या असमान मोटाई जैसी कमियों को कम करने के लिए इन मापदंडों को अनुकूलित करना होगा। पैकिंग का दबाव और अवधि पीईटी प्रीफॉर्म के लिए विशेष रूप से महत्वपूर्ण हैं, क्योंकि ये सिकुड़न को कम करते हैं और आकार बनाए रखते हैं। इस चरण के दौरान गुणवत्ता नियंत्रण जांच से समस्याओं को जल्दी पकड़ने में मदद मिलती है।
| कारक | प्रीफॉर्म की गुणवत्ता पर प्रभाव |
|---|---|
| सामग्री चयन | रेजिन का ग्रेड ऊष्मा प्रतिरोध, रासायनिक प्रतिरोध और यांत्रिक गुणों को प्रभावित करता है, जिससे अंतिम गुणवत्ता पर असर पड़ता है। |
| मोल्ड डिजाइन | परिशुद्धता उचित भ्रूण निर्माण और आयामी सटीकता सुनिश्चित करती है। |
| तापमान नियंत्रण | मल्टी-ज़ोन रेगुलेशन मोल्डिंग के लिए सामग्री को सर्वोत्तम स्थिति में बनाए रखता है। |
| प्रक्रिया पैरामीटर | स्क्रू की गति, इंजेक्शन का दबाव और समय पिघलने और एकरूपता को प्रभावित करते हैं। |
| शीतलन प्रणाली | कुशल शीतलन से विरूपण कम होता है और उत्पाद की गुणवत्ता में सुधार होता है। |
प्रीफॉर्म हीटिंग
प्रीफॉर्म बनने के बाद, आईबीएम मशीन इसे हीटिंग स्टेशन पर भेजती है। ब्लो मोल्डिंग प्रक्रिया के अगले चरण के लिए एकसमान हीटिंग आवश्यक है। सिरेमिक बैंड हीटर प्रीफॉर्म के चारों ओर लगे होते हैं, जिससे समान रूप से गर्मी वितरित होती है। ऑपरेटर अत्यधिक गर्म होने या कम गर्म होने से बचने के लिए सटीक तापमान नियंत्रण का उपयोग करते हैं। कुछ सिस्टम प्रीफॉर्म की पूरी लंबाई में एकसमान हीटिंग के लिए सिरेमिक स्ट्रिप हीटर का उपयोग करते हैं। उन्नत मशीनें विशिष्ट क्षेत्रों को लक्षित करने के लिए इंडक्शन हीटिंग का उपयोग कर सकती हैं, जिससे यह सुनिश्चित होता है कि पूरा प्रीफॉर्म सही तापमान तक पहुँच जाए। दो-बिंदु नियंत्रण रणनीतियाँ और पीआईडी नियंत्रक एकरूपता बनाए रखने में मदद करते हैं, जिससे अंतिम ब्लो मोल्डेड भागों में दोषों का जोखिम कम हो जाता है।
*नोट: प्रीफॉर्म को समान रूप से गर्म करने से सामग्री का प्रवाह बेहतर होता है और बोतलों का आकार अधिक एक समान रहता है।
 |
 |
ब्लो मोल्डिंग प्रक्रिया
गर्म किया हुआ प्रीफॉर्म ब्लो मोल्डिंग यूनिट में जाता है। मोल्ड प्रीफॉर्म के चारों ओर बंद हो जाता है, और संपीड़ित हवा इसे मोल्ड की दीवारों के विरुद्ध फुला देती है। यह चरण प्लास्टिक को उसके अंतिम आकार में ढालता है। ब्लो मोल्डिंग प्रक्रिया के दौरान ऑपरेटरों को कई महत्वपूर्ण मापदंडों की निगरानी करनी चाहिए:
| महत्वपूर्ण पैरामीटर | दोष प्रभाव | निगरानी के कारण | अनुशंसित नियंत्रण |
|---|---|---|---|
| दीवार की मोटाई | असमान दीवारें, असंगत आयतन | पिघले हुए पदार्थ के प्रवाह में उतार-चढ़ाव, डाई हेड का घिसाव | एक्सट्रूज़न पैरामीटर समायोजित करें, डाई हेड का निरीक्षण करें |
| पिघल प्रवाह स्थिरता | ब्लो-आउट, सतही दोष | गति में असंगति, पैरिसन दोष | स्थिर परिस्थितियाँ बनाए रखें, नियमित जाँच करें |
| कूलिंग चैनल डिजाइन | सतही दोष, रॉकर बॉटम | असमान शीतलन, अवरुद्ध चैनल | लेआउट को अनुकूलित करें, शीतलक प्रवाह बनाए रखें |
| क्लैम्पिंग बल और वायु दाब | खराब वेल्डिंग, विस्फोट | कम दबाव, अस्थिर हवा | सेटिंग्स को कैलिब्रेट और स्थिर करें |
| सामग्री तापमान | सतही दोष, खराब वेल्डिंग | गलत प्रसंस्करण तापमान | अनुशंसित सीमा के भीतर समायोजित करें |
| मोल्ड डिजाइन | विरूपण, दीवार की मोटाई संबंधी समस्याएं | खराब ड्राफ्ट कोण, गुहा आयाम | एकसमानता और शीतलन के लिए अनुकूलन करें |
| उपकरण रखरखाव | कई दोष | घिसे हुए पुर्जे, संदूषण | नियमित निरीक्षण और सफाई |
ऑपरेटरों को यह सुनिश्चित करने के लिए वायु दाब और क्लैम्पिंग बल को समायोजित करना चाहिए कि प्रीफॉर्म समान रूप से फैले। दीवार की मोटाई और तापमान की निगरानी करने से पतले धब्बे या फटने जैसी खामियों को रोकने में मदद मिलती है। आयामी जांच सहित गुणवत्ता नियंत्रण प्रोटोकॉल, सुसंगत परिणाम सुनिश्चित करते हैं।
शीतलन और निष्कासन
ऑपरेशन चक्र में शीतलन सबसे लंबा चरण होता है। आईबीएम मशीन ब्लो मोल्डेड पार्ट्स से ऊष्मा निकालने के लिए मोल्ड में जल चैनलों का उपयोग करती है। पतली दीवारों वाले उत्पादों के लिए, इजेक्शन से पहले पूर्ण शीतलन यह सुनिश्चित करता है कि पार्ट अपना आकार बनाए रखे। मोटे पार्ट्स के लिए, ऑपरेटर पार्ट को पहले ही इजेक्ट कर सकते हैं, जब बाहरी परत विरूपण का प्रतिरोध करने के लिए पर्याप्त रूप से ठोस हो जाती है। यह प्रक्रिया उत्पादकता बढ़ाती है, लेकिन वायु शीतलन के दौरान विकृति या सिकुड़न से बचने के लिए सावधानीपूर्वक निगरानी की आवश्यकता होती है। इजेक्टर पिन या अन्य तंत्र तैयार पार्ट को मोल्ड से बाहर निकालते हैं। ऑपरेटरों को अगला चक्र शुरू करने से पहले प्रत्येक पार्ट में दोषों की जांच करनी चाहिए।
*सुझाव: कूलिंग सिस्टम के डिजाइन और समय को अनुकूलित करने से ब्लो मोल्डिंग प्रक्रिया में उत्पाद की गुणवत्ता और उत्पादन गति के बीच संतुलन बनाने में मदद मिलती है।
चरण-दर-चरण उपयोग मार्गदर्शिका एक चरण इंजेक्शन ब्लो मोल्डिंग मशीन के संचालन को सीखने वाले किसी भी व्यक्ति के लिए स्पष्ट मार्ग प्रदान करती है। प्रत्येक चरण का सावधानीपूर्वक पालन करके और प्रमुख मापदंडों की निगरानी करके, संचालक आत्मविश्वास के साथ उच्च गुणवत्ता वाले ब्लो मोल्डेड पुर्जे तैयार कर सकते हैं।

समस्या निवारण और गुणवत्ता नियंत्रण
सामान्य समस्याएं
वन-स्टेप इंजेक्शन ब्लो मोल्डिंग मशीन का उपयोग करते समय ऑपरेटरों को अक्सर कई समस्याओं का सामना करना पड़ता है। इनमें से कई समस्याएं इंजेक्शन और ब्लो मोल्डिंग प्रक्रियाओं के एकीकरण से उत्पन्न होती हैं। गलत साइकिल पैरामीटर, जैसे कि अनुचित तापमान, साइकिल समय या शीतलन समय, तैयार उत्पादों में दोष उत्पन्न कर सकते हैं। गंदे मोल्ड या निम्न गुणवत्ता वाले मोल्ड रिलीज एजेंटों का उपयोग भी पुर्जों की गुणवत्ता में कमी का कारण बनता है। ऑपरेटरों को साइकिल पैरामीटर को इष्टतम सेटिंग्स पर समायोजित करना चाहिए और संदूषकों को पूरी तरह से साफ करके हटा देना चाहिए। ब्लो मोल्डिंग के लिए डिज़ाइन किए गए उच्च गुणवत्ता वाले मोल्ड रिलीज उत्पादों का उपयोग करने से दक्षता में सुधार होता है।
मशीन से संबंधित कुछ सामान्य समस्याएं इस प्रकार हैं:
- मशीन चालू नहीं हो रही है: ऑपरेटरों को बिजली आपूर्ति की जांच करनी चाहिए, केबलों का निरीक्षण करना चाहिए और कक्षों के अंदर तापमान के स्तर की पुष्टि करनी चाहिए। प्रेशर स्विच की सेटिंग्स में भी समायोजन की आवश्यकता हो सकती है।
- मशीन बंद नहीं हो रही है: प्रेशर स्विच का निरीक्षण करना, हाइड्रोलिक तेल के स्तर की जांच करना और होज़ में रिसाव की तलाश करना इस समस्या को हल कर सकता है।
- मशीन दबाव बनाए नहीं रख पा रही है: वायरिंग कनेक्शन की जांच करना, हवा के रिसाव का पता लगाना और अवरुद्ध फिल्टर या घिसी हुई सील को बदलना अक्सर इस समस्या को ठीक कर देता है।
- मशीन शोर कर रही है: ऑपरेटरों को मोटर की गति नियंत्रण की जांच करनी चाहिए, रिसाव की जांच करनी चाहिए और कंपन पैदा करने वाली दरारों के लिए सांचों का निरीक्षण करना चाहिए।
ऑपरेटरों को किसी पेशेवर से मदद मांगने से पहले हमेशा सर्किट ब्रेकर को रीसेट करना चाहिए और लाइनों में रुकावटों की जांच करनी चाहिए।
निरीक्षण संबंधी सुझाव
गुणवत्ता नियंत्रण यह सुनिश्चित करता है कि आईबीएम मशीन द्वारा उत्पादित प्रत्येक भाग आवश्यक मानकों को पूरा करता है। ऑपरेटरों को निरंतरता बनाए रखने और दोषों को रोकने के लिए एक व्यवस्थित दृष्टिकोण का पालन करना चाहिए। निम्नलिखित चरण विश्वसनीय परिणाम प्राप्त करने में सहायक होते हैं:
- स्थापना योग्यता (IQ): सत्यापित करें कि IBM मशीन और बुनियादी ढांचा सही ढंग से स्थापित किए गए हैं।
- परिचालन योग्यता (ओक्यू): पुष्टि करें कि उपकरण निर्दिष्ट परिचालन सीमाओं के भीतर कार्य करता है।
- प्रदर्शन योग्यता (पीक्यू): यह प्रदर्शित करें कि प्रक्रिया लगातार गुणवत्ता मानदंडों को पूरा करने वाले पुर्जे तैयार करती है।
- महत्वपूर्ण चरों की निगरानी करें: स्थिरता बढ़ाने और विचलन का शीघ्र पता लगाने के लिए तापमान, दबाव और चक्र समय पर नज़र रखें।
- नियमित रखरखाव: खराबी को रोकने और जीवनकाल बढ़ाने के लिए मशीन के घटकों को नियमित रूप से साफ करें, चिकनाई दें और उनका निरीक्षण करें।
- ऑपरेटर प्रशिक्षण: कर्मचारियों को मशीन संचालन, समस्या निवारण और सुरक्षा संबंधी कौशल से लैस करना।
- गुणवत्ता नियंत्रण निरीक्षण: दोषों का शीघ्र पता लगाने के लिए उत्पादित वस्तुओं की बार-बार जांच करें।
- प्रक्रिया मापदंडों में समायोजन: एक्सट्रूज़न तापमान को समायोजित करें और एकसमान दीवार की मोटाई बनाए रखने और सतह दोषों को रोकने के लिए मोल्डों का निरीक्षण करें।
इंजेक्शन मोल्डिंग के दौरान कुशन वैल्यू को स्थिर बनाए रखने से पार्ट के एकसमान आयाम प्राप्त करने में मदद मिलती है और रेज़िन का क्षरण रोका जा सकता है। ऑपरेटरों को रिसाव से बचने के लिए सील और वाल्व की जांच करनी चाहिए और आवश्यकतानुसार वायु दाब को समायोजित करना चाहिए। इन चरणों का पालन करके वे उत्पाद की गुणवत्ता में सुधार कर सकते हैं और आईबीएम मशीन की उत्पादन दर बढ़ा सकते हैं। नियमित डेटा विश्लेषण और प्रक्रिया में सुधार से दक्षता को अनुकूलित करने और नियामक अनुपालन सुनिश्चित करने में मदद मिलती है।
 |
 |
 |
 |
सुरक्षा और रखरखाव
दैनिक संरक्षण
ऑपरेटर नियमित रखरखाव करके आईबीएम मशीन को सर्वोत्तम स्थिति में रखते हैं। वे प्रत्येक शिफ्ट की शुरुआत मशीन का निरीक्षण करके करते हैं, जिसमें खराबी या रिसाव की जाँच की जाती है। टीम का एक सदस्य चेकलिस्ट का उपयोग करके इंजेक्शन मोल्डिंग मशीन की जाँच करता है और शुरुआती समस्याओं का पता लगाता है। बचे हुए प्लास्टिक को निकालकर बैरल को साफ करने से संदूषण को रोका जा सकता है। ऑपरेटर जंग लगने से रोकने के लिए एयर कंप्रेसर की मदद से हाइड्रोलिक ऑयल कूलर और मोल्ड कूलर से पानी निकालते हैं। हिंज और ड्राइव शाफ्ट जैसे चलने वाले पुर्जों को चिकनाई देने से मशीन सुचारू रूप से चलती है।
वे बाईपास और ऑयल सक्शन फिल्टर की निगरानी भी करते हैं, प्रेशर गेज की जांच करते हैं और आवश्यकतानुसार कार्ट्रिज को साफ या बदलते हैं। मोटर कूलिंग फैन और इलेक्ट्रिकल बॉक्स को ओवरहीटिंग से बचाने के लिए नियमित रूप से साफ करना आवश्यक है। ऑपरेटर मशीन टेबल से कचरा हटाते हैं और ऑयल रिटर्न पोर्ट को खुला रखते हैं। इलेक्ट्रिकल बॉक्स में नेफ़थलीन की गोलियां चूहों से होने वाले नुकसान को रोकने में मदद करती हैं। सुरक्षा जांच में इमरजेंसी स्टॉप बटन की जांच करना, सभी सुरक्षा शील्ड का निरीक्षण करना और यह सुनिश्चित करना शामिल है कि इलेक्ट्रिकल कवर ठीक से बंद हैं। आईबीएम मशीन चलते समय ऑपरेटर कभी भी मोल्ड क्लैम्पिंग एरिया या हॉपर में हाथ नहीं डालते। नियमित दैनिक रखरखाव से टूट-फूट को रोकने, सुरक्षा बनाए रखने और उच्च गुणवत्ता वाले उत्पाद सुनिश्चित करने में मदद मिलती है।
दीर्घकालिक रखरखाव
नियमित रखरखाव से आईबीएम मशीनें वर्षों तक कुशलतापूर्वक चलती रहती हैं। ऑपरेटर हर हफ्ते हाइड्रोलिक तेल के स्तर की जांच करते हैं और हर चार महीने में तेल के नमूने प्रयोगशाला विश्लेषण के लिए भेजते हैं। सालाना, वे स्क्रू को निकालकर उसके शैंक, फ़्लाइट्स और बैरल के भीतरी व्यास का निरीक्षण करते हैं। क्षतिग्रस्त तारों का पता लगाने के लिए हीटर बैंड की तापमान जांच की जाती है। हीट एक्सचेंजर को साल में एक बार हल्के एसिड से धोया जाता है और कॉइल का निरीक्षण किया जाता है ताकि ज़्यादा गरम होने से बचाया जा सके।
विद्युत कैबिनेट साफ-सुथरा रहता है और उसमें तेल या गंदगी नहीं जमती। पंखे के असेंबली और टर्मिनल की कसावट की जांच की जाती है और किसी भी प्रकार की विद्युत क्षति को ठीक किया जाता है। पंप, वाल्व और होज़ सहित हाइड्रोलिक असेंबली में रिसाव और असामान्य आवाज़ों की जांच की जाती है। प्लैटन के छेदों में क्षति की जांच की जाती है और आवश्यकता पड़ने पर थ्रेड्स को फिर से टैप किया जाता है। ऑपरेटर मोल्ड बदलने के बीच प्लैटन को साफ करते हैं और बुशिंग, टाईबार और लुब्रिकेशन सिस्टम की कार्यप्रणाली की जांच करते हैं।
नियमित रखरखाव से अनियोजित डाउनटाइम कम होता है और आईबीएम मशीन का इष्टतम प्रदर्शन सुनिश्चित होता है। एक चरण वाली इंजेक्शन ब्लो मोल्डिंग मशीन के संचालन में कई महत्वपूर्ण चरण शामिल हैं:
1. उच्च गुणवत्ता वाले कच्चे माल तैयार करें और लोड करें। 2. सटीक तापमान और वायु दाब निर्धारित करें। 3. मोल्डिंग प्रक्रिया पर बारीकी से नज़र रखें। 4. उचित शीतलन और सुचारू निष्कासन सुनिश्चित करें। 5. दोषों का निवारण करें और मशीन का रखरखाव करें।
सुरक्षा, नियमित रखरखाव और सावधानीपूर्वक निगरानी से टेढ़ापन या कमज़ोर शॉट जैसी आम गलतियों को रोका जा सकता है। शुरुआती लोगों को चरण-दर-चरण मार्गदर्शिकाएँ, समस्या निवारण तालिकाएँ और विशेषज्ञ सलाह से लाभ मिलता है। अभ्यास और निरंतर सीखने से कोई भी ब्लो मोल्डिंग प्रक्रिया में महारत हासिल कर सकता है और उच्च गुणवत्ता वाले प्लास्टिक उत्पाद बना सकता है।
आईबीएम बनाम आईएसबीएम मशीन
प्लास्टिक पैकेजिंग उद्योग में, अंतिम उत्पाद की गुणवत्ता, मजबूती और कार्यक्षमता सुनिश्चित करने के लिए सही मोल्डिंग तकनीक का चयन अत्यंत महत्वपूर्ण है। सबसे व्यापक रूप से उपयोग की जाने वाली तकनीकों में इंजेक्शन ब्लो मोल्डिंग (IBM) और इंजेक्शन स्ट्रेच ब्लो मोल्डिंग (ISBM) शामिल हैं। हालांकि ये दोनों विधियां सुनने में समान लग सकती हैं, लेकिन प्रक्रिया, अनुप्रयोग और उत्पाद विशेषताओं में इनमें महत्वपूर्ण अंतर हैं।
1. आईबीएम और आईएसबीएम का अवलोकन
इंजेक्शन ब्लो मोल्डिंग (आईबीएम) एक ऐसी प्रक्रिया है जो इंजेक्शन मोल्डिंग और ब्लो मोल्डिंग को मिलाकर खोखले प्लास्टिक उत्पादों का निर्माण तीन चरणों में करती है: इंजेक्शन, ब्लोइंग और इजेक्शन। इसका मुख्य रूप से उपयोग छोटे, उच्च परिशुद्धता वाले कंटेनरों के उत्पादन के लिए किया जाता है।
दूसरी ओर, इंजेक्शन स्ट्रेच ब्लो मोल्डिंग (आईएसबीएम) में, स्पष्टता और यांत्रिक शक्ति को बेहतर बनाने के लिए ब्लोइंग चरण के दौरान प्लास्टिक सामग्री को खींचा जाता है। यह तकनीक पेय पदार्थों और अन्य उपभोक्ता उत्पादों के लिए पीईटी बोतलों के उत्पादन में व्यापक रूप से उपयोग की जाती है।
2. प्रक्रिया तुलना
आईबीएम प्रक्रिया के चरण:
प्लास्टिक को सांचे में इंजेक्ट करके प्रीफॉर्म या पैरिसन बनाया जाता है।
प्रीफॉर्म को ब्लो मोल्ड में स्थानांतरित किया जाता है।
संपीड़ित हवा का उपयोग करके प्रीफॉर्म को अंतिम कंटेनर के आकार में फुलाया जाता है।
कंटेनर को ठंडा करके बाहर निकाल दिया जाता है।
आईएसबीएम प्रक्रिया के चरण:
प्रीफॉर्म का निर्माण इंजेक्शन मोल्डिंग का उपयोग करके किया जाता है।
प्रीफॉर्म को दोबारा गर्म किया जाता है और उसे स्ट्रेच ब्लो मोल्ड में रखा जाता है।
एक स्ट्रेच रॉड प्रीफॉर्म को लंबा कर देती है।
संपीड़ित हवा का उपयोग करके प्रीफॉर्म को उसके अंतिम आकार में ढाला जाता है, जिससे द्विअक्षीय रूप से उन्मुख कंटेनर बनता है।
3. सामग्री की उपयुक्तता
आईबीएम आमतौर पर पीपी (पॉलीप्रोपाइलीन) और एचडीपीई (हाई-डेंसिटी पॉलीइथिलीन) जैसी सामग्रियों का उपयोग करता है, जो फार्मास्युटिकल और कॉस्मेटिक अनुप्रयोगों में आम हैं।
आईएसबीएम को पीईटी (पॉलीइथिलीन टेरेफ्थालेट) के लिए अनुकूलित किया गया है, जो अपनी उत्कृष्ट पारदर्शिता और मजबूती के लिए जानी जाने वाली सामग्री है, जो कार्बोनेटेड पेय पदार्थों और पानी की बोतलों के लिए आदर्श है।
4. उत्पाद अनुप्रयोग
| विशेषता | आईबीएम | आई एस बी एम |
| सामान्य उत्पाद | आई ड्रॉप की बोतलें, कॉस्मेटिक जार, शीशियाँ | पानी की बोतलें, सोडा की बोतलें, जूस की बोतलें |
| बोतल का आकार | छोटा से मध्यम | मध्यम से बड़ा |
| दीवार की मोटाई | एकसमान लेकिन मोटा | मजबूत संरचना वाली पतली दीवारें |
| सतह की फिनिश | बेहद सहज, उच्च परिशुद्धता | उत्कृष्ट पारदर्शिता |
5. लाभ और सीमाएँ
| आईबीएम | आई एस बी एम | |
| लाभ | 1. उच्च आयामी सटीकता। 2. कम मात्रा में उत्पादन के लिए उपयुक्त। 3. दवा और सौंदर्य प्रसाधन के कंटेनरों के लिए उपयुक्त। |
1. द्विअक्षीय अभिविन्यास के कारण उत्कृष्ट यांत्रिक शक्ति। 2. बेहतर स्पष्टता और हल्के वजन वाले कंटेनर। 3. बड़े पैमाने पर उत्पादन के लिए आदर्श। |
| सीमाएँ | 1. सीमित सामग्री विकल्प। 2. बड़े कंटेनरों के लिए उपयुक्त नहीं है। |
1. अधिक जटिल मशीनरी। 2. ऊर्जा की खपत अधिक होना। |
6. लागत और उत्पादन संबंधी विचार
हालांकि आईबीएम मशीनें आमतौर पर अधिक किफायती और संचालन में सरल होती हैं, लेकिन वे उच्च गति उत्पादन के लिए आदर्श नहीं हैं। आईएसबीएम प्रणालियाँ, हालांकि अधिक जटिल और महंगी होती हैं, बड़े पैमाने पर उत्पादन में, विशेष रूप से पीईटी-आधारित बोतलों के लिए, अधिक दक्षता प्रदान करती हैं।
बड़ी मात्रा में पारदर्शी पैकेजिंग का लक्ष्य रखने वाले व्यवसायों के लिए, आईएसबीएम मशीनें अक्सर बेहतर निवेश विकल्प होते हैं। हालांकि, फार्मास्यूटिकल्स या कॉस्मेटिक्स में सटीक पैकेजिंग पर ध्यान केंद्रित करने वाली कंपनियों के लिए, आईबीएम बेहतर नियंत्रण और अनुकूलन प्रदान करता है।
7. आपको कौन सा विकल्प चुनना चाहिए?
यदि आपका व्यवसाय मध्यम मजबूती की आवश्यकता वाली छोटी, सटीक बोतलें बनाता है, विशेष रूप से स्वास्थ्य सेवा या सौंदर्य प्रसाधन उद्योग में, तो IBM चुनें। यदि आपको खाद्य और पेय पदार्थों के लिए बड़ी मात्रा में पारदर्शी, हल्की और मजबूत बोतलों की आवश्यकता है, तो ISBM चुनें। आपका चुनाव अंततः आपकी सामग्री की आवश्यकताओं, उत्पादन मात्रा, बोतल के डिज़ाइन की जटिलता और अंतिम उपयोग बाजार पर निर्भर करेगा।
 |
 |
| आईबीएम मशीन | आईएसबीएम मशीन |
अक्सर पूछे जाने वाले प्रश्न
प्रश्न: आईबीएम मशीन किस प्रकार के उत्पाद बना सकती है?
ए: आईबीएम मशीन खोखले प्लास्टिक के सामान बनाती है। आम उत्पादों में दवाइयों, सौंदर्य प्रसाधनों और सफाई सामग्री की बोतलें शामिल हैं। कुछ कारखाने इसका उपयोग जार, शीशियों और छोटे कंटेनरों के लिए भी करते हैं। यह मशीन उन वस्तुओं के लिए सबसे उपयुक्त है जिनमें गर्दन और धागे के सटीक आकार की आवश्यकता होती है।
प्रश्न: ऑपरेटरों को आईबीएम मशीन पर रखरखाव कार्य कितनी बार करना चाहिए?
ए: ऑपरेटरों को प्रतिदिन जांच और सफाई करनी चाहिए। उन्हें हर सप्ताह पूरी तरह से निरीक्षण और लुब्रिकेशन करना चाहिए। वार्षिक रखरखाव में स्क्रू, हीटर बैंड और हाइड्रोलिक सिस्टम की जांच शामिल है। नियमित देखभाल से खराबी को रोकने में मदद मिलती है और आईबीएम मशीन सुचारू रूप से चलती रहती है।
प्रश्न: आईबीएम मशीन को सटीक तापमान नियंत्रण की आवश्यकता क्यों होती है?
ए: सटीक तापमान नियंत्रण से राल का समान रूप से पिघलना सुनिश्चित होता है। इससे टेढ़ापन या बुलबुले जैसी कमियां दूर होती हैं। आईबीएम मशीन प्रक्रिया को स्थिर रखने के लिए हीटर और सेंसर का उपयोग करती है। बेहतर तापमान प्रबंधन से उत्पाद की गुणवत्ता बढ़ती है और बर्बादी कम होती है।
प्रश्न: क्या नौसिखिए आईबीएम मशीन को सुरक्षित रूप से संचालित कर सकते हैं?
जी हां, शुरुआती लोग आईबीएम मशीन को सुरक्षित रूप से चला सकते हैं। उन्हें सुरक्षा नियमों का पालन करना होगा, सुरक्षात्मक उपकरण पहनने होंगे और प्रशिक्षण पूरा करना होगा। मशीन में सुरक्षा गार्ड और आपातकालीन स्टॉप लगे होते हैं। पर्यवेक्षण और चरण-दर-चरण निर्देश नए ऑपरेटरों को दुर्घटनाओं से बचने में मदद करते हैं।
प्रश्न: यदि आईबीएम मशीन अचानक बंद हो जाए तो ऑपरेटरों को क्या करना चाहिए?
ए: ऑपरेटरों को सबसे पहले बिजली आपूर्ति की जांच करनी चाहिए। उन्हें आपातकालीन स्टॉप, फ्यूज और सर्किट ब्रेकर की जांच करनी चाहिए। यदि समस्या बनी रहती है, तो उन्हें कंट्रोल पैनल पर त्रुटि कोड की जांच करनी चाहिए। ऑपरेटरों को गंभीर समस्याओं की सूचना सुपरवाइजर या तकनीशियन को देनी चाहिए।





















