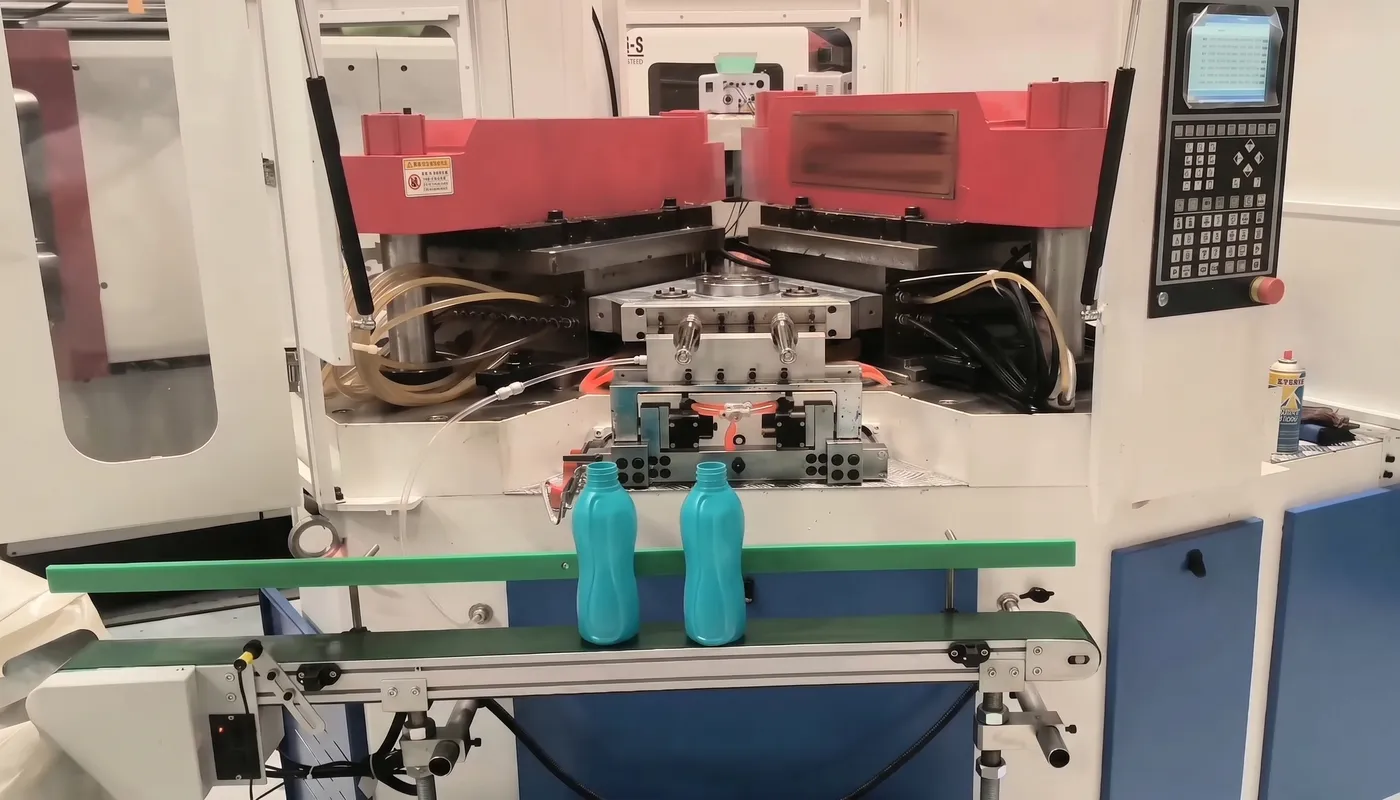
Een spuitblaasvormmachine voor één stap correct gebruiken
Beginners vragen zich vaak af hoe ze een spuitblaasvormmachine met één stap onder de knie moeten krijgen. Deze machine vormt plastic tot flessen voor medicijnen, cosmetica en schoonmaakproducten. Veel fabrikanten vertrouwen op deze machine voor nauwkeurige hals- en schroefdraadafmetingen, met name voor kleine flessen. De bediening vereist zorgvuldige stappen om veiligheid en kwaliteit te garanderen. Met duidelijke instructies kan iedereen leren om een spuitblaasvormmachine met één stap veilig en efficiënt te bedienen.
 |
 |
Belangrijkste kenmerken
- De spuitblaasvormmachine combineert spuitgieten en blaasvormen in één proces, wat tijd bespaart en de productkwaliteit verbetert.
- Operators moeten vóór gebruik veiligheidscontroles uitvoeren en de machine correct instellen om een veilige en efficiënte werking te garanderen.
- De juiste kunststofhars kiezen en de juiste temperatuur en druk instellen zijn cruciaal voor de productie van hoogwaardige kunststofproducten.
- Door stapsgewijs de procedures voor het toevoeren, injecteren, verwarmen, blaasvormen, koelen en uitwerpen te volgen, worden defecten voorkomen en consistente resultaten gegarandeerd.
- Regelmatig onderhoud en het oplossen van storingen zorgen ervoor dat de machine soepel blijft werken en voorkomen veelvoorkomende problemen, wat de productiviteit op lange termijn ondersteunt.
Overzicht van de One Step Injection Blow Molding-machine
Belangrijkste componenten
Een spuitblaasvormmachine, vaak een IBM-machine genoemd, bestaat uit verschillende essentiële onderdelen. Elk onderdeel speelt een specifieke rol in het spuitblaasvormproces. De onderstaande tabel geeft een overzicht van de belangrijkste onderdelen en hun functies:
| component | Functie |
|---|---|
| Klemeenheid | Zorgt voor matrijsstabiliteit en levert klemkracht tijdens het spuitgieten. |
| Injectie-eenheid | Smelt plastic, mengt kleurstoffen en injecteert het gesmolten plastic in de mal. |
| Elektronische eenheid | Het fungeert als het besturingssysteem of 'brein' van de machine. |
| Hydraulisch systeem | Zet de energie van een elektromotor om in mechanische bewegingen, waardoor de machine wordt aangedreven. |
| Beveiligingssysteem | Beschermt de machine en de bediener door de veiligheid tijdens de machinebediening te waarborgen. |
Deze componenten werken samen om zowel het spuitgietproces als het blaasvormproces binnen dezelfde machine te ondersteunen.
Hoe werkt het?
De IBM-machine integreert het spuitgietproces en het blaasvormproces in één continue cyclus. De machine smelt eerst plastic en injecteert dit in een mal om een voorvorm te creëren. Vervolgens transporteren doornen de voorvorm naar de blaasvormeenheid. Daar wordt de voorvorm verwarmd en opgeblazen tot de vorm van het eindproduct. Het geblazen onderdeel roteert naar de matrijsvergrendelingseenheid om af te koelen. Na afkoeling beweegt de doorn naar de uitwerppositie, de matrijs opent en het afgewerkte product wordt verwijderd.
Dit vormproces verschilt van andere methoden. In een tweestapsysteem vinden het spuitgieten en het blaasvormen plaats in aparte machines. spuitblaasvormmachine Het combineert beide stappen, wat tijd bespaart en de handelingen vermindert. In tegenstelling tot extrusieblaasvormen, waarbij een andere aanpak wordt gebruikt om de voorvorm te vormen, stroomlijnt de éénstapsmethode de productie en verbetert de efficiëntie. De integratie van alle stappen in één IBM-machine helpt fabrikanten een betere productkwaliteit en consistentie te bereiken.
Voorbereidingsstappen
Veiligheidscontroles
Voordat de IBM-machine wordt opgestart, moeten operators een reeks veiligheidscontroles uitvoeren. Deze stappen helpen ongelukken te voorkomen en zorgen voor een probleemloze werking.
- Inspecteer de werkplek. Verwijder vuil, olie of water van de vloer en het machineplatform.
- Controleer of alle veiligheidsuitrusting aanwezig en functioneel is. Dit omvat brandblussers, EHBO-kits en persoonlijke beschermingsmiddelen (PBM's) zoals veiligheidsbrillen, handschoenen en veiligheidsschoenen.
- Controleer of alle mechanische, hydraulische en elektrische veiligheidsvoorzieningen aanwezig zijn. Afschermingen, afdekkingen en veiligheidspoorten moeten correct geïnstalleerd en functioneel zijn.
- Controleer slangen, snoeren en gereedschap op beschadigingen of slijtage.
- Controleer de noodstopknoppen en zorg ervoor dat ze werken.
- Zorg ervoor dat de operators training hebben gevolgd in machinebediening, vergrendelings-/markeerprocedures en veiligheidsprotocollen.
- Omzeil of wijzig nooit een veiligheidsvoorziening.
- Tip: Operators moeten eventuele veiligheidsrisico's of problemen met de apparatuur onmiddellijk melden om letsel of schade aan de machine te voorkomen.
Machine-instelling
Een correcte machine-instelling vormt de basis voor een succesvolle bedrijfsvoering.
- Maak de IBM-machine grondig schoon. Verwijder alle plasticresten en smeer de bewegende onderdelen.
- Bereid de grondstoffen en mallen voor. Zorg ervoor dat de kunststofharsen, additieven en kleurstoffen beschikbaar zijn en correct worden opgeslagen.
- Installeer de juiste mal en lijn deze stevig uit. Controleer de plaatsing van de spuitmond en de uitlijning van de mal om de productkwaliteit te waarborgen.
- Schakel de machine in, inclusief de pompen en verwarmingselementen.
- Pas de temperatuur- en drukinstellingen aan op basis van het type kunststof en de projectvereisten.
- Installeer hulpapparatuur, zoals perslucht- en waterkoelsystemen.
- Voer een proefdraai of monsterproductie uit om de instellingen te verfijnen en eventuele problemen op te sporen voordat u de volledige productie start.
- Let op: Een schone en georganiseerde werkplek verkleint het risico op uitglijden en verbetert de efficiëntie tijdens het werk.

Kunststofhars laden
Hars selecteren
Operators moeten de juiste kunststofhars kiezen voordat ze de IBM-machine starten. De keuze hangt af van het uiteindelijke gebruik van de kunststofproducten. De meeste thermoplastische harsen, zoals PET, HDPE, LDPE, PP, PVC en polycarbonaat, zijn geschikt voor spuitblaasvormen. Elke hars biedt unieke voordelen voor verschillende toepassingen. PET is bijvoorbeeld helder en sterk, waardoor het ideaal is voor drankflessen en farmaceutische verpakkingen. HDPE onderscheidt zich door zijn taaiheid en chemische bestendigheid, wat het geschikt maakt voor melkpakken en wasmiddelflessen. LDPE is flexibel en werkt goed voor cosmetische tubes. Polypropyleen is hittebestendig en geschikt voor toepassingen waarbij hete vloeistoffen worden afgevuld, zoals siroopflessen. PVC is nuttig vanwege de chemische bestendigheid in farmaceutische en industriële flessen. Polycarbonaat biedt een hoge slagvastheid en optische helderheid voor veeleisende toepassingen.
Bij de keuze van een hars moeten operators rekening houden met verschillende criteria:
- Het beoogde doel van het onderdeel, inclusief sterkte, flexibiliteit en bestendigheid tegen chemicaliën of temperatuur.
- Esthetische eisen, zoals kleur, transparantie en oppervlakteafwerking.
- Wettelijke voorschriften, waaronder normen voor voedselveiligheid of kindveiligheid.
- Materiaaleigenschappen, zoals thermoplastisch gedrag en harsfamilie.
- Specifieke eigenschappen zoals slagvastheid, UV-bestendigheid en chemische bestendigheid.
Deze factoren helpen ervoor te zorgen dat de hars voldoet aan de eisen van holle kunststof onderdelen en wegwerpbare kunststof verpakkingen.
De trechter vullen
Nadat de juiste hars is geselecteerd, moeten de operators de trechter van de IBM-machine vullen. De trechter slaat de plastic korrels op en voert ze naar de machine om te smelten. Operators moeten controleren of de trechter schoon is en vrij van restmateriaal. Ze moeten de gekozen harskorrels in de trechter gieten en daarbij voorkomen dat ze worden verontreinigd met stof of andere stoffen. Een constante toevoer draagt bij aan een goede productkwaliteit en voorkomt verstoppingen. Operators moeten het niveau in de trechter tijdens de productie in de gaten houden en deze indien nodig bijvullen om onderbrekingen te voorkomen. Een correcte handeling in deze fase draagt bij aan een efficiënte werking en een hoogwaardig eindproduct.
*Tip: Draag altijd handschoenen en een veiligheidsbril bij het hanteren van hars om huid- of oogirritatie te voorkomen.
Parameters instellen
Temperatuur en druk
Operators moeten de juiste temperatuur en druk instellen voordat ze de IBM-machine starten. Deze parameters spelen een cruciale rol bij de productie van hoogwaardige kunststofproducten. De voorverwarmingstemperatuur zorgt ervoor dat de hars goed droogt en gelijkmatig smelt. De meeste harsen vereisen een vochtgehalte van minder dan 0,1% tot 0,04% voor de beste resultaten. Operators gebruiken vaak heteluchtdroging bij 130°C tot 150°C gedurende drie tot vijf uur of vacuümdroging bij 150°C gedurende vier tot vijf uur. Deze stap voorkomt defecten die door vocht worden veroorzaakt.
De temperatuur in de spuitmond moet boven het vloei- of smeltpunt van de hars blijven, maar onder de ontledingstemperatuur. Bijvoorbeeld, de vormtemperaturen voor gangbare harsen zoals SIVERAS™ liggen tussen 315 °C en 350 °C. Operators kunnen de temperatuur met 10 °C tot 20 °C aanpassen voor lange of smalle spuitmonden. De matrijstemperatuur heeft ook invloed op het eindproduct. Hogere matrijstemperaturen, meestal tussen 90 °C en 130 °C, verbeteren de vulling en de lassterkte, maar kunnen de cyclustijd verlengen.
De injectiedruk moet afgestemd zijn op het harstype en het matrijsontwerp. De meeste IBM-machines werken met injectiedrukken van 20 MPa tot 90 MPa. Operators moeten beginnen met een lagere druk en deze geleidelijk verhogen. Deze aanpak helpt defecten zoals spuiten of blaasvorming te voorkomen. De houddruk, die wordt toegepast nadat de matrijs is gevuld, zorgt ervoor dat het product zijn vorm en dichtheid behoudt. Ook de schroefsnelheid is van belang. Hogere snelheden verhogen de schuifwarmte, maar kunnen ongelijkmatige smelting veroorzaken als deze te hoog is ingesteld.
*Tip: Operators moeten de temperatuur en druk tijdens de productie nauwlettend in de gaten houden. Kleine aanpassingen kunnen defecten voorkomen en de productkwaliteit verbeteren.
 |
 |
| PET-materiaal | PP-materiaal |
 |
 |
| LDPE-materiaal | HDPE-materiaal |
Matrijskalibratie
Matrijskalibratie zorgt ervoor dat IBM-machines onderdelen produceren met nauwkeurige afmetingen en een consistente kwaliteit. Operators moeten de matrijs correct uitlijnen en controleren op eventuele spelingen of verkeerde uitlijning. Vóór elke productierun moeten ze het matrijsoppervlak inspecteren op slijtage of beschadiging. Een goede kalibratie vermindert het risico op braamvorming, onderdosering of ongelijke wanddikte.
Operators gebruiken testruns om de matrijspositie en de klemkracht nauwkeurig af te stellen. Ze meten proefstukken en vergelijken deze met de ontwerpspecificaties. Als de metingen buiten het acceptabele bereik vallen, passen ze de matrijspositie of de machine-instellingen aan. Regelmatige kalibratiecontroles helpen de productconsistentie te waarborgen en afval te verminderen.
Een goed gekalibreerde matrijs verbetert ook de cyclusefficiëntie. IBM-machines kunnen langer zonder onderbrekingen draaien als de matrijs in goede conditie blijft. Operators dienen de kalibratie-instellingen te documenteren voor toekomstig gebruik. Deze werkwijze zorgt voor een snellere instelling en probleemoplossing tijdens toekomstige productieruns.
*Opmerking: Een consistente kalibratie van de mal leidt tot minder defecten en eindproducten van hogere kwaliteit.
Stapsgewijze gebruiksaanwijzing
Het bedienen van een spuitblaasvormmachine met één stap vereist een nauwkeurige reeks handelingen. Deze stapsgewijze handleiding beschrijft elke fase, van het toevoeren van hars tot het uitwerpen van de afgewerkte blaasgevormde onderdelen. Nauwlettende aandacht voor temperatuur, timing en inspectie zorgt ervoor dat het blaasvormproces hoogwaardige resultaten oplevert.
Voeden en smelten
Operators beginnen met het toevoeren van kunststofhars aan de trechter. De IBM-machine gebruikt een gecontroleerde temperatuur in de invoeropening om klontering of verstopping van de hars te voorkomen. Als de invoeropening te heet wordt, kunnen de harskorrels voortijdig smelten, wat verstoppingen veroorzaakt en de werking stillegt. De meeste machines gebruiken waterkanalen om de invoeropening op een aanbevolen temperatuur te houden, meestal niet lager dan 54 °C (130 °F). Voor harsen die vóór gebruik worden gedroogd, helpt het instellen van de invoeropening op ongeveer 11 °C (20 °F) onder de droogtemperatuur condensatie te voorkomen en een soepele harsstroom te garanderen. Constante toevoer en zorgvuldig temperatuurbeheer zorgen ervoor dat de hars efficiënt in de schroef en cilinder terechtkomt, waar deze gelijkmatig smelt. Sommige geavanceerde machines gebruiken geleidingsverwarmingstechnologie om de smeltefficiëntie te verbeteren, maar de meeste machines vertrouwen op traditionele schroefextruders.
*Tip: Operators dienen de trechter en de invoeropening regelmatig te controleren om onderbrekingen in het blaasvormproces te voorkomen.

Injectie en preformcreatie
Zodra de hars gesmolten is, start de IBM-machine het spuitgietproces. De mal sluit en klemt met de vooraf ingestelde kracht. De injectie-eenheid duwt het gesmolten plastic in de malholte, waardoor de voorvorm wordt gevormd. Verschillende factoren beïnvloeden de kwaliteit van de voorvorm:
- Het ontwerp en de precisie van de matrijs beïnvloeden de maatnauwkeurigheid.
- Materiaaleigenschappen, zoals moleculair gewicht, slagvastheid en stabiliteit.
- Temperatuurregeling in de trechter, de cilinder en de mal zorgt voor optimaal smelten en een goede doorstroming.
- De injectiedruk, de schroefsnelheid en de wachttijd bepalen hoe goed de holte gevuld wordt.
- Koelsystemen in de matrijs helpen krimp en vervorming te beheersen.
Operators moeten deze parameters optimaliseren om defecten zoals kromtrekken of ongelijke dikte te verminderen. De verpakkingsdruk en -duur zijn met name belangrijk voor PET-voorvormen, omdat ze krimp minimaliseren en de vorm behouden. Kwaliteitscontroles in deze fase helpen om problemen vroegtijdig op te sporen.
| Factor | Invloed op de kwaliteit van de voorvorm |
|---|---|
| Materiaalselectie | De harskwaliteit beïnvloedt de hittebestendigheid, chemische bestendigheid en mechanische eigenschappen, wat uiteindelijk de kwaliteit bepaalt. |
| Vormontwerp | Nauwkeurigheid garandeert een goede embryovorming en dimensionale nauwkeurigheid. |
| Temperatuurregeling | Door de meerzoneregeling blijft het materiaal in de beste conditie voor het vormen. |
| Procesparameters | Schroefsnelheid, injectiedruk en timing beïnvloeden het smeltproces en de uniformiteit. |
| Koelsysteem | Effectieve koeling vermindert vervorming en verbetert de productkwaliteit. |
Voorverwarming
Nadat de voorvorm is gevormd, transporteert de IBM-machine deze naar het verwarmingsstation. Gelijkmatige verwarming is essentieel voor de volgende fase van het blaasvormproces. Keramische bandverwarmers omwikkelen de voorvorm en zorgen voor een gelijkmatige warmteverdeling. Operators gebruiken nauwkeurige temperatuurregeling om oververhitting of onderverhitting te voorkomen. Sommige systemen gebruiken keramische stripverwarmers voor een constante verwarming over de gehele lengte van de voorvorm. Geavanceerde machines kunnen inductieverwarming gebruiken om specifieke gebieden te verwarmen, zodat de gehele voorvorm de juiste temperatuur bereikt. Tweepuntsregeling en PID-regelaars helpen de uniformiteit te behouden en verminderen het risico op defecten in de uiteindelijke blaasgevormde onderdelen.
*Opmerking: Gelijkmatige verwarming van de voorvorm zorgt voor een betere materiaalstroom en consistentere flesvormen.
 |
 |
Blaasvormproces
De verwarmde voorvorm wordt in de blaasvormmachine geplaatst. De mal sluit zich om de voorvorm en perslucht blaast deze tegen de malwanden. In deze stap krijgt het plastic zijn uiteindelijke vorm. Operators moeten tijdens het blaasvormproces verschillende cruciale parameters in de gaten houden:
| Kritische parameter | Impact van het defect | Oorzaken om te monitoren | Aanbevolen bedieningselementen |
|---|---|---|---|
| Wanddikte | Ongelijkmatige muren, inconsistent volume | Schommelingen in de smeltstroom, slijtage van de matrijskop | Extrusieparameters aanpassen, matrijskop inspecteren |
| Smeltstroomconsistentie | Uitbarstingen, oppervlaktedefecten | Inconsistente snelheid, defecten aan de voorvorm | Zorg voor stabiele omstandigheden en voer regelmatige controles uit. |
| Ontwerp van koelkanalen | Oppervlaktedefecten, schommelbodems | Ongelijkmatige koeling, verstopte kanalen | Optimaliseer de lay-out en behoud de koelvloeistofstroom. |
| Klemkracht en luchtdruk | Slechte lasnaden, uitbarstingen | Lage luchtdruk, instabiele lucht | Kalibreer en stabiliseer de instellingen |
| Materiaaltemperatuur | Oppervlaktedefecten, slechte lasnaden | Onjuiste verwerkingstemperatuur | Aanpassen binnen het aanbevolen bereik |
| Vormontwerp | Vervorming, problemen met de wanddikte | Slechte trekhoeken, afmetingen van de spouw | Optimaliseer voor uniformiteit en koeling. |
| Apparatuuronderhoud | Meerdere defecten | Versleten onderdelen, vervuiling | Regelmatige inspectie en reiniging |
Operators moeten de luchtdruk en de klemkracht aanpassen om ervoor te zorgen dat de voorvorm gelijkmatig uitzet. Het bewaken van de wanddikte en de temperatuur helpt defecten zoals dunne plekken of scheuren te voorkomen. Kwaliteitscontroleprotocollen, inclusief maatcontroles, ondersteunen consistente resultaten.
Koeling en uitstoting
Koeling is de langste fase in de productiecyclus. De IBM-machine gebruikt waterkanalen in de matrijs om de warmte van de blaasgevormde onderdelen af te voeren. Bij dunwandige producten zorgt volledige koeling vóór het uitwerpen ervoor dat het onderdeel zijn vorm behoudt. Bij dikkere onderdelen kunnen operators het onderdeel eerder uitwerpen, zodra de buitenste laag voldoende is gestold om vervorming te weerstaan. Deze werkwijze verhoogt de productiviteit, maar vereist nauwlettende controle om kromtrekken of krimpen tijdens het afkoelen te voorkomen. Uitwerppennen of andere mechanismen verwijderen het afgewerkte onderdeel uit de matrijs. Operators moeten elk onderdeel controleren op defecten voordat de volgende cyclus begint.
*Tip: Het optimaliseren van het ontwerp en de timing van het koelsysteem helpt bij het vinden van een balans tussen productkwaliteit en productiesnelheid in het blaasvormproces.
De stapsgewijze gebruiksaanwijzing biedt een duidelijke route voor iedereen die de bediening van een spuitblaasvormmachine wil leren. Door elke stap zorgvuldig te volgen en de belangrijkste parameters in de gaten te houden, kunnen operators met vertrouwen hoogwaardige blaasvormonderdelen produceren.

Probleemoplossing en kwaliteitscontrole
Veelvoorkomende problemen
Operators ondervinden vaak diverse problemen bij het gebruik van een spuitblaasvormmachine met één stap. Veel problemen vloeien voort uit de integratie van spuitgiet- en blaasvormprocessen. Onjuiste cyclusparameters, zoals een verkeerde temperatuur, cyclustijd of afkoeltijd, kunnen defecten in de eindproducten veroorzaken. Vervuilde matrijzen of het gebruik van lossingsmiddelen van lage kwaliteit leiden ook tot een slechte productkwaliteit. Operators moeten de cyclusparameters optimaliseren en de matrijzen grondig reinigen om verontreinigingen te verwijderen. Het gebruik van hoogwaardige lossingsmiddelen die speciaal voor blaasvormen zijn ontwikkeld, verbetert de efficiëntie.
Enkele veelvoorkomende machinegerelateerde problemen zijn:
- De machine start niet: Operators moeten de stroomvoorziening controleren, de kabels inspecteren en de temperatuur in de kamers verifiëren. Mogelijk moeten ook de instellingen van de drukschakelaar worden aangepast.
- De machine stopt niet: het controleren van de drukschakelaar, het controleren van het hydraulische oliepeil en het opsporen van lekkages in de slangen kan dit probleem verhelpen.
- De machine kan de druk niet vasthouden: Het controleren van de bedrading, het opsporen van luchtlekken en het vervangen van verstopte filters of versleten afdichtingen lost dit probleem vaak op.
- De machine maakt veel lawaai: operators moeten de motortoerenregeling controleren, op lekkages letten en de mallen inspecteren op scheuren die trillingen veroorzaken.
Operators moeten altijd de stroomonderbrekers resetten en controleren op verstoppingen in de leidingen voordat ze een professional inschakelen.
Inspectietips
Kwaliteitscontrole garandeert dat elk onderdeel dat door een IBM-machine wordt geproduceerd, aan de vereiste normen voldoet. Operators dienen een gestructureerde aanpak te volgen om consistentie te waarborgen en defecten te voorkomen. De volgende stappen helpen bij het behalen van betrouwbare resultaten:
- Installatiekwalificatie (IQ): Controleer of de IBM-machine en -infrastructuur correct zijn geïnstalleerd.
- Operationele kwalificatie (OQ): Bevestig dat de apparatuur binnen de gespecificeerde werkingsbereiken functioneert.
- Prestatiekwalificatie (PQ): Aantonen dat het proces consistent onderdelen produceert die aan de kwaliteitscriteria voldoen.
- Bewaak kritische variabelen: houd temperatuur, druk en cyclustijden bij om de consistentie te verbeteren en afwijkingen vroegtijdig te detecteren.
- Regelmatig onderhoud: Reinig, smeer en inspecteer machineonderdelen regelmatig om defecten te voorkomen en de levensduur te verlengen.
- Operatorstraining: Voorzie medewerkers van vaardigheden op het gebied van machinebediening, probleemoplossing en veiligheid.
- Kwaliteitscontroles: Geproduceerde artikelen worden regelmatig gecontroleerd om defecten vroegtijdig op te sporen.
- Aanpassingen van procesparameters: Pas de extrusietemperatuur aan en inspecteer de mallen om een constante wanddikte te behouden en oppervlaktedefecten te voorkomen.
Het handhaven van een constante bufferwaarde tijdens het spuitgieten draagt bij aan uniforme afmetingen van de onderdelen en voorkomt degradatie van de hars. Operators moeten ook de afdichtingen en kleppen controleren op lekkages en de luchtdruk indien nodig aanpassen. Door deze stappen te volgen, kunnen ze de productkwaliteit verbeteren en de productiesnelheid van de IBM-machine verhogen. Regelmatige data-analyse en procesverbeteringen helpen de efficiëntie te optimaliseren en de naleving van de regelgeving te waarborgen.
 |
 |
 |
 |
Veiligheid en onderhoud
Dagelijkse verzorging
Operators houden IBM-machines in topconditie door een dagelijkse onderhoudsroutine te volgen. Ze beginnen elke shift met een inspectie rondom de machine, waarbij ze zoeken naar defecten of lekkages. Een teamlid gebruikt een checklist om de spuitgietmachine te controleren en problemen vroegtijdig op te sporen. Het reinigen van de cilinder door achtergebleven plastic te verwijderen voorkomt vervuiling. Operators tappen water af uit de hydraulische oliekoeler en de matrijskoeler met luchtcompressoren om roestvorming tegen te gaan. Smering van bewegende onderdelen, zoals scharnieren en aandrijfassen, zorgt voor een soepele werking.
Ze controleren ook de bypass- en oliezuigfilters, controleren de drukmeter en reinigen of vervangen de filters indien nodig. De motorkoelventilator en de elektrische kast moeten regelmatig worden schoongemaakt om oververhitting te voorkomen. Operators verwijderen vuil van de machinetafel en houden de olieretourpoort open. Mottenballen in de elektrische kast helpen knaagdierschade te voorkomen. Veiligheidscontroles omvatten het controleren van de noodstopknoppen, het inspecteren van alle veiligheidsschermen en het controleren of de elektrische afdekkingen goed vastzitten. Operators mogen nooit in het matrijsklemgebied of de trechter reiken terwijl de IBM-machine draait. Regelmatig dagelijks onderhoud helpt slijtage te voorkomen, de veiligheid te waarborgen en een hoge productkwaliteit te garanderen.
Langdurig onderhoud
Langdurig onderhoud zorgt ervoor dat IBM-machines jarenlang efficiënt blijven werken. Operators controleren wekelijks het hydraulische oliepeil en sturen elke vier maanden oliemonsters voor analyse naar een laboratorium. Jaarlijks verwijderen ze de schroef om de schacht, de meenemers en de binnendiameter van de cilinder te inspecteren. De verwarmingsbanden worden gecontroleerd met een temperatuursonde om beschadigde draden op te sporen. De warmtewisselaar wordt eenmaal per jaar gereinigd met een mild zuur en de spoelen worden geïnspecteerd om oververhitting te voorkomen.
De elektrische kast blijft schoon en vrij van olie en vuil. Ventilatorassemblages en de vastheid van aansluitingen worden gecontroleerd en eventuele elektrische schade wordt verholpen. Hydraulische systemen, waaronder pompen, kleppen en slangen, worden gecontroleerd op lekkages en ongebruikelijke geluiden. De gaten in de platen worden gecontroleerd op beschadigingen en de schroefdraad wordt indien nodig opnieuw getapt. Operators slijpen de platen tussen de matrijswisselingen en controleren de bussen, trekstangen en smeersystemen op een goede werking.
Gepland onderhoud vermindert ongeplande stilstand en zorgt voor optimale prestaties van de IBM-machine. Het bedienen van een spuitblaasvormmachine met één stap omvat verschillende belangrijke stappen:
1. Bereid hoogwaardige grondstoffen voor en laad ze in. 2. Stel de temperatuur en luchtdruk nauwkeurig in. 3. Bewaak het vormproces nauwlettend. 4. Zorg voor voldoende koeling en een soepele uitwerping. 5. Verhelp defecten en onderhoud de machine.
Veiligheid, regelmatig onderhoud en zorgvuldige controle helpen veelvoorkomende fouten zoals kromtrekken of onvolledige vulling te voorkomen. Beginners hebben baat bij stapsgewijze handleidingen, probleemoplossingstabellen en deskundig advies. Met oefening en voortdurende bijscholing kan iedereen het blaasvormproces beheersen en hoogwaardige kunststofproducten produceren.
IBM versus ISBM-machine
In de kunststofverpakkingsindustrie is de keuze van de juiste vormtechnologie essentieel om de kwaliteit, sterkte en functionaliteit van het eindproduct te garanderen. Tot de meest gebruikte technologieën behoren spuitblaasvormen (Injection Blow Molding, IBM) en spuitrekblaasvormen (Injection Stretch Blow Molding, ISBM). Hoewel deze twee methoden op elkaar lijken, verschillen ze aanzienlijk in proces, toepassing en producteigenschappen.
1. Overzicht van IBM en ISBM
Spuitblaasvormen (IBM) is een proces dat spuitgieten en blaasvormen combineert om holle kunststofproducten te produceren in drie fasen: injectie, blazen en uitwerpen. Het wordt voornamelijk gebruikt voor de productie van kleine, zeer nauwkeurige verpakkingen.
Injectie-rekblaasvormen (ISBM) daarentegen houdt in dat het plastic materiaal tijdens het blaasproces wordt uitgerekt om de helderheid en mechanische sterkte te verbeteren. Deze techniek wordt veel gebruikt bij de productie van PET-flessen voor dranken en andere consumentenproducten.
2. Procesvergelijking
IBM-processtappen:
Kunststof wordt in een mal geïnjecteerd om een voorvorm of parison te vormen.
De voorvorm wordt overgebracht naar een blaasvorm.
Perslucht wordt gebruikt om de voorvorm op te blazen tot de uiteindelijke containervorm.
De container wordt gekoeld en uitgeworpen.
ISBM-processtappen:
De voorvorm wordt vervaardigd door middel van spuitgieten.
De voorvorm wordt opnieuw verwarmd en in een rekblaasvorm geplaatst.
Een rekstang verlengt de voorvorm.
Perslucht wordt gebruikt om de voorvorm in zijn uiteindelijke vorm te blazen, waardoor een biaxiaal georiënteerde container ontstaat.
3. Geschiktheid van het materiaal
IBM gebruikt doorgaans materialen zoals PP (polypropyleen) en HDPE (polyethyleen met hoge dichtheid), die veel voorkomen in farmaceutische en cosmetische toepassingen.
ISBM is geoptimaliseerd voor PET (polyethyleentereftalaat), een materiaal dat bekend staat om zijn uitstekende helderheid en sterkte, ideaal voor koolzuurhoudende dranken en waterflessen.
4. Producttoepassing
| Functie | IBM | ISBM |
| Gangbare producten | Oogdruppelflesjes, cosmetische potjes, ampullen | Waterflessen, frisdrankflessen, sap |
| Flesgrootte | Klein tot middelgroot | Middelgroot tot groot |
| Wanddikte | Gelijkmatig maar dikker | Dunne wanden met een sterke structuur |
| Oppervlakteafwerking | Zeer soepel, hoge precisie | Uitstekende transparantie |
5. Voordelen en beperkingen
| IBM | ISBM | |
| Voordelen | 1. Hoge dimensionale nauwkeurigheid. 2. Geschikt voor productie in kleine volumes. 3. Geschikt voor farmaceutische en cosmetische verpakkingen. |
1. Uitstekende mechanische sterkte dankzij biaxiale oriëntatie. 2. Superieure helderheid en lichtgewicht verpakkingen. 3. Ideaal voor massaproductie. |
| Beperkingen | 1. Beperkte materiaalkeuze. 2. Niet geschikt voor grote containers. |
1. Complexere machines. 2. Hoger energieverbruik. |
6. Kosten- en productieoverwegingen
Hoewel IBM-machines over het algemeen betaalbaarder en eenvoudiger in gebruik zijn, zijn ze niet ideaal voor productie op hoge snelheid. ISBM-systemen, hoewel complexer en duurder, bieden een hogere efficiëntie bij massaproductie, met name voor PET-flessen.
Voor bedrijven die grote volumes transparante verpakkingen willen produceren, is de ISBM-machines zijn vaak de betere investering. Voor bedrijven die zich richten op precisieverpakkingen in de farmaceutische of cosmetische sector, biedt IBM echter betere controle en aanpassingsmogelijkheden.
7. Welke moet je kiezen?
Kies IBM als uw bedrijf kleine, nauwkeurige flessen produceert met gemiddelde sterkte-eisen, met name in de gezondheidszorg of cosmetica-industrie. Kies ISBM als u heldere, lichtgewicht en sterke flessen nodig hebt voor voedingsmiddelen en dranken in grote volumes. Uw keuze zal uiteindelijk afhangen van uw materiaaleisen, productievolume, complexiteit van het flesontwerp en de eindmarkt.
 |
 |
| IBM-machine | ISBM-machine |
Veelgestelde vragen
V: Welke soorten producten kan IBM Machine maken?
A: De IBM-machine produceert holle plastic voorwerpen. Veelvoorkomende producten zijn flessen voor medicijnen, cosmetica en schoonmaakmiddelen. Sommige fabrieken gebruiken de machine voor potten, ampullen en kleine containers. De machine werkt het best voor voorwerpen die een precieze hals- en schroefdraadvorm vereisen.
V: Hoe vaak moeten operators onderhoud uitvoeren aan een IBM-machine?
A: Operators moeten dagelijks controles en reiniging uitvoeren. Ze moeten wekelijks een volledige inspectie en smering uitvoeren. Jaarlijks onderhoud omvat het controleren van de schroef, de verwarmingsbanden en het hydraulische systeem. Regelmatig onderhoud helpt storingen te voorkomen en zorgt ervoor dat de IBM-machine soepel blijft werken.
V: Waarom heeft een IBM-machine nauwkeurige temperatuurregeling nodig?
A: Nauwkeurige temperatuurregeling zorgt ervoor dat de hars gelijkmatig smelt. Dit voorkomt defecten zoals kromtrekken of luchtbellen. De IBM-machine gebruikt verwarmingselementen en sensoren om het proces stabiel te houden. Goed temperatuurbeheer leidt tot een hogere productkwaliteit en minder afval.
V: Kunnen beginners veilig met een IBM-computer werken?
A: Ja, beginners kunnen veilig met een IBM-machine werken. Ze moeten de veiligheidsregels volgen, beschermende kleding dragen en een training voltooien. De machine is voorzien van veiligheidsvoorzieningen en noodstops. Toezicht en stapsgewijze handleidingen helpen nieuwe operators ongelukken te voorkomen.
V: Wat moeten operators doen als een IBM-machine plotseling stopt?
A: Operators moeten eerst de stroomvoorziening controleren. Ze moeten de noodstops, zekeringen en stroomonderbrekers inspecteren. Als het probleem aanhoudt, moeten ze het bedieningspaneel controleren op foutcodes. Operators moeten ernstige problemen melden aan een leidinggevende of technicus.





















